Изобретение относится к технологии электронно-лучевой сварки и может быть использовано в авиа-, судо- и двигателестроении при изготовлении кольцевых деталей типа топливных коллекторов газотурбинных двигателей (ГТД), имеющих стыкуемые с кольцом радиально расположенные на нем элементы форсунки.
Особенностью таких конструкций является необходимость сварки прерывистых, расположенных по кругу стыков, формируемых устанавливаемыми в пазах по наружному диаметру нежесткого кольца относительно жесткими форсунками.
Наиболее близким по технической сущности к предложенному способу является способ сварки, заключающийся в том, что подлежащие сварке круговые стыки сваривают сканирующим поперек стыка лучом. При этом перед сваркой контролируют совмещение траектории движения луча с плоскостью стыка.
Сварку за один проход с одной стороны осуществляют на заданную глубину. В случае необходимости сварку можно осуществить и с другой противоположной стороны стыка.
Данный способ применяют преимущественно для сварки круговых стыков незначительной протяженности, что позволяет производить разовый предварительный контроль совмещения маломощного луча с плоскостью стыка и это с достаточной степенью точности гарантирует качество сварки изделия. Однако при изготовлении крупногабаритных изделий с большой протяженностью шва такой контроль совмещения луча с плоскостью стыка осуществить нельзя, качество изделия не может быть гарантировано в связи со значительными возможными поводками его из-за больших тепловложений при сварке.
Кроме того, отсутствие контроля в процессе сварки всей высоты стыка, осуществляемой за два прохода, каждый раз на неполную высоту при имеющих место деформациях колеса может привести к непроварам в середине изделия, что снижает качество его и, кроме того, требует дополнительного контроля после сварки и последующего исправления дефектов изделия. Ответственность и высокая стоимость изделия предъявляют высокие требования к качеству сварки, связанному с отсутствием непроваров по всей высоте и длине стыка.
Целью изобретения является повышение качества сварки изделий типа топливных коллекторов ГТД за счет исключения напроваров прерывистых стыков.
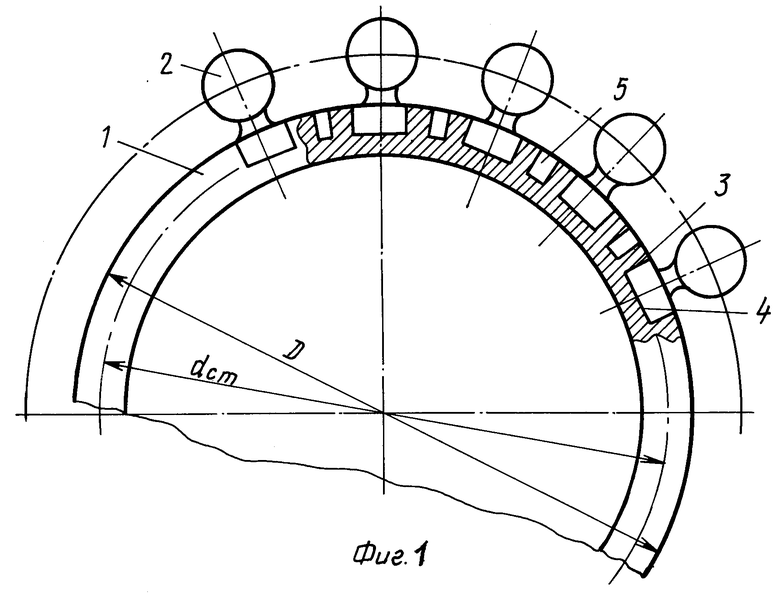
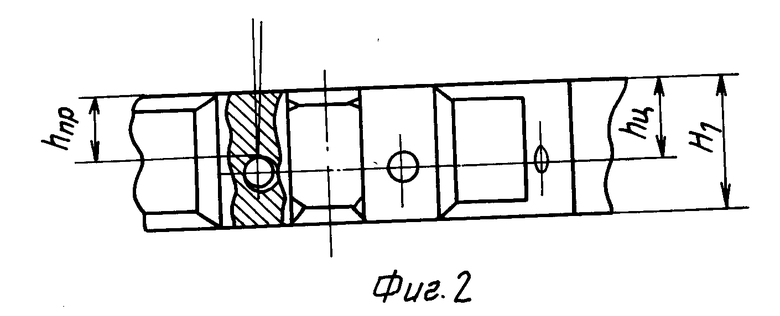
На фиг. 1 изображен вид сверху на свариваемое изделие; на фиг 2 то же, вид сбоку.
Свариваемые детали кольцо 1 и форсунки 2, количество которых доходит до 40 штук, собирают в приспособлении, устанавливая форсунки 2 в пазы 3, выполненные по наружному диаметру D кольца 1.
Подлежащие сварке стыки 4 между донной частью пазов 3 и форсунками 2 располагаются по окружности с диаметром d1 и формируют круговой прерывистый стык.
В силу особенности конструкции изделия, имеющего жесткое кольцо 1 и достаточно жесткие форсунки 2, для уменьшения поводок его в процессе сварки осуществляют ее в два прохода с двух противоположных сторон последовательно. Глубину сварки за один проход h задают не менее 1/2 толщины Н свариваемого изделия и не более 2/3 Н для гарантированного проплавления по всей высоте стыка. На втором проходе при этих условиях происходит проплавление всех возможных корневых дефектов первого прохода.
Одновременно в процессе сварки электронный луч перемещают поперек стыка с определенной частотой, обеспечивая сканирование его. Величину амплитуды сканирования задают, исходя из условия возможного смещения стыка от траектории перемещения луча в силу тепловложения и возникающей деформации его. Получаемая сканирующим лучом зона проплавления поперек шва больше ширины зоны, получаемой при прохождении луча по стыку без сканировании и захватывает одновременно со стыком на теоретически заданной траектории перемещения и участки допустимого перемещения стыка от центра. Именно на уходе зоны свариваемого стыка от центра и построен принцип контроля, осуществляемый за отклонением луча от стыка.
Контроль осуществляют по наличию брызг в специально выполняемых отверстиях 5. Эти отверстия 5 выполняют еще до сварки деталей в кольце 1 по наружному диаметру D не на полную ширину его. Располагают их между форсунками 2 в теле кольца 1. Глубину глухих отверстий 5 задают до диаметра d окружности стыка, т.е. до теоретический траектории перемещения электронного луча. Связано это с тем, что именно эта линия окружности с диаметром dст является средней, относительно которой задается допустимая величина возможного отклонения стыка от траектории луча. Выполняя амплитуду сканирования луча не более заданной допустимой величины термического расширения кругового стыка, при размещении дна глухого отверстия по этой средней линии контролируется как раз предельно допустимое смещение. Уменьшение амплитуды сканирования соответственно увеличивает точность совмещения луча со стыком, так как более жестко ограничивает предел допустимого расхождения их.
Для гарантированного отслеживания проплавления выбранной глубины h уровень размещения отверстий по высоте Н кольца строго ограничен. Располагают отверстия 5 так, чтобы его верхняя грань была расположена на заданной глубине h проплавления стыка от поверхности кольца со стороны входа луча. Глубина h проплавления выбирается с учетом пиков проплавления по наименьшей величине их.
Технологически отверстия целесообразно выполнять цилиндрической формы, тогда верхнюю грань представляет собой верхняя образующая цилиндра. Возможно выполнение отверстий и прямоугольной формы, но размеры их должны быть незначительны, чтобы не уменьшить еще в большей степени жесткость свариваемой конструкции. Так как отверстия располагают в колесе между пазами под форсунки, то количество их определяется либо количеством промежутков между форсунками, либо их может быть меньше, что зависит от степени поводок по длине свариваемого стыка.
В процессе сварки на выбранных режимах при прохождении электронного луча по окружности с диаметром d в случае полного совпадения стыка с траекторией движения или ухода стыка в результате сварочных деформаций на величину не более допустимой величины термического расширения кругового стыка в соответствующем отверстии будут наблюдаться брызги, говорящие о выполнении сварки по стыку и на всю заданную глубину проплавления за один проход. В случае отсутствия брызг в отверстии, что говорит об отходе стыка от траектории луча на недопустимую величину, оператор увеличивает ток сварки, тем самым расширяет корневую часть свариваемого шва, захватывая стык. Возможна установка напротив отверстий 5 коллекторов, которые автоматически отрегулируют вывод луча на изменивший положение стык путем относительного перемещения пушки и изделия, что также обеспечивает проплавление стыка.
В качестве примера приводятся результаты опробывания данного способа по ЭЛС топливного коллектора ГТД, выполненного из кольца из жаропрочного никелевого сплава ВЖ 98, диаметром 800 мм и расположенных по его периметру 40 форсунок, установленных в пазах кольца. Диаметр кольцевого прерывистого стыка под сварку получился 600 мм. Толщина стыка 30 мм, ширина обода колеса 18 мм.
Сварка проводилась на установке ЭЛУ-20, оснащенной энергоблоком ВЭП 60/15 на следующих режимах: Vсв=45 м/ч, Iсв=75-80 мА, Uуск=60 кВ.
На образцах предварительно опробованы различные режимы и выбран такой, при котором получаемая ширина шва на половине высоты стыка составляет 1,8 мм. Для гарантированного проплавления по всей высоте (толщине) при обеспечении совмещения луча с плоскостью стыка выбрали глубину проплавления за один проход 2/3 толщины изделия.
Экспериментально же установлено, что собранный узел при сварке нагревается на данных режимах в среднем до 200оС. Исходя из этого, для данного материала установлена по существующим зависимостям возможная деформация кругового стыка L= t dст=1,5х10-6х200х600=1,8 мм, где коэффициент термического объемного расширения, град.-1;
t разность начальной и конечной температур изделия, град.
dст диаметр кругового стыка, мм.
Сварку производили в два прохода с противоположных сторон изделия. За один проход сварку изделия осуществляют на глубину h=18-20 мм. Отверстия диаметром 4 мм для контроля выполняли, размещая центр его на высоте 20 мм от верхнего торца кольца со стороны входа луча. Сканирование луча проводили с частотой 280 Гц. В процессе сварки при повороте изделия оператор наблюдал за появлением "просыпа" (брызг) в контрольных отверстиях.
Проварив весь контур с одной стороны изделия, переворачивали его вместе с приспособлением и производили аналогичный процесс сварки с другой стороны изделия вторым проходом. Повторяемость процесса сварки позволила исключить использование контрольных отверстий на втором сварочном проходе. Исследование полученных образцов показало, что на заданных режимах сварки и сканирования луча получен сварной шов с практически параллельными стенками шириной в среднем 1,8 мм. Радиографический контроль не выявил непроваров по стыку, т.е. качество сварки соответствовало высокому качеству изделия.
На одном из проваренных изделий практически на половине свариваемой длины наблюдалось исчезновение "просыпа" брызг в контрольном отверстии. Незначительное увеличение сварочного тока вывело сканирующий луч на зону стыка, с помощью чего была исключена возможность образования брака изделия, что и было установлено в результате радиографического контроля изделия.
Таким образом, предложенный способ позволил получить серию изделий высокого качества, полностью исключить непровар по стыку, тем самым устранить возможность получения брака при изготовлении сложных и дорогостоящих изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ УПЛОТНЕНИЙ ГТД | 1994 |
|
RU2076256C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ | 1990 |
|
SU1771161A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 1991 |
|
RU1758964C |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 1991 |
|
RU1758963C |
| СПОСОБ РЕГУЛИРОВАНИЯ ГЛУБИНЫ ПРОПЛАВЛЕНИЯ ПРИ ДУГОВОЙ СВАРКЕ | 1988 |
|
RU1519021C |
| СПОСОБ ПОВЕРХНОСТЕЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРОМОК ИЗДЕЛИЙ | 1989 |
|
SU1766079A1 |
| СПОСОБ СВАРКИ КРУГОВЫХ ШВОВ | 1991 |
|
RU2022745C1 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА СО СТЫКОМ КРУГОВОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2552824C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ КОРОБЧАТОГО СЕЧЕНИЯ | 1991 |
|
RU2022743C1 |
| СПОСОБ ОТСЛЕЖИВАНИЯ ЗАДАННОЙ ТРАЕКТОРИИ СВАРКИ | 1988 |
|
RU1582476C |
Использование: технология электронно-лучевой сварки деталей типа топливных коллекторов ГТД, состоящих из кольцевой и радиально расположенных деталей. Сущность изобретения: сварку осуществляют в два прохода с двух противоположных сторон сканирующим поперек стыка лучом с использованием контроля совмещения луча с плоскостью стыка. Амплитуду сканирования луча задают не более допустимой величины термического расширения кругового стыка. При этом контролируют совмещение луча с плоскостью стыка в процессе сварки по наличию брызг в глухих отверстиях по наружному диаметру кольца. Отверстия выполняют глубиной до диаметра окружности кругового стыка, а верхнюю грань каждого отверстия располагают на заданной глубине проплавления от повехности детали со стороны входа луча. 2 ил.
СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУГОВЫХ СТЫКОВ, при котором сварку осуществляют сканирующим поперек стыка лучом и контролируют совмещение луча с плоскостью стыка, отличающийся тем, что, с целью повышения качества сварки деталей типа топливных коллекторов, состоящих из кольца и радиально расположенных деталей, путем исключения непроваров, сварку осуществляют в два прохода с двух противоположных сторон, амплитуду сканирования луча задают не более допустимой величины термического расширения кругового стыка, а контроль совмещения луча с плоскостью стыка ведут по наличию брызг в глухих радиальных отверстиях, которые выполняют глубиной от наружного диаметра кольца до диаметра окружности кругового стыка, а верхнюю грань отверстия располагают на заданной глубине проплавления от поверхности радиальной детали со стороны входа луча.
| Патент С[А N 3873802, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
