Изобретение относится к бытовой технике, в частности к изготовлению металлических термосов.
Известен способ изготовления металлического термоса с использованием вакуумно-порошковой теплоизоляции [1 и 2] в соответствии с которым в полость между внутренней и внешней колбами термоса засыпают определенное количество смеси металлического порошка и аэрогеля. Во внешнюю колбу впаивают медный патрубок для откачки полости. Полость откачивают до давления не более 1,3 Па и прогревают термос при температуре 150оС в течение 15 ч при непрерывной откачке. Затем откачной патрубок пережимают и таким образом герметизируют полость.
Недостатком этого способа изготовления металлического термоса является наличие трудоемкого и экологически вредного процесса дозированной засыпки порошковых материалов и большая длительность процесса обезгаживания вакуумной полости термоса.
Известен способ изготовления металлического термоса с вакуумной теплоизоляцией [3] когда в полости между внутренней и внешней колбами термоса прикрепляется нераспыляемый газопоглотитель, внешняя колба закрывается крышкой, а на поверхности контакта между колбой и крышкой укладывают твердый припой. Нагревая термос в печи в атмосфере водорода при давлении 1,3 ˙ 10-3 Па до 1000оС, осуществляют обезгаживание стенок колбы, активацию газопоглотителя и, расплавляя припой, герметизацию полости между внутренней и внешней колбами термоса.
Недостатком способа является снижение качества и срока службы термоса, обусловленные высокой температурой нагрева (до 1000оС), что вызывает преждевременную активацию газопоглотителя, который начинает сорбировать до окончания процесса обезгаживания внутренних стенок полости. Кроме того, высокая температура нагрева вызывает большие энегозатраты.
В предлагаемом способе в теплоизолирующую вакуумную полость между внутренней и внешней колбами термоса помещают газопоглотитель, прикрепляя его к внутренней стенке одной из колб, затем проводят вакуумирование с нагревом полости, причем нагрев термоса ведут при 150-170оС в течение 1-2 ч, герметизируют, а затем проводят локальный нагрев в месте прикрепления газопоглотителя к колбе до его активации. Нагрев газопоглотителя проводят индукционным методом через стенку колбы. При этом используют газопоглотитель, содержащий по меньшей мере два слоя, один из которых имеет относительную магнитную проницаемость больше единицы.
Повышение качества и увеличение срока службы термоса обеспечивается тем, что вакуумирование полости при нагреве 150-170оС в течение 1-2 ч позволяет полностью обезгазить колбу, а для активации газопоглотителя достаточен локальный нагрев, при этом нагревается в основном только газопоглотитель. Температура активации определяется типом газопоглотителя. При этом газоотделение стенок полости значительно меньше, чем при термическом обезгаживании, и сорбционная емкость газопоглотителя расходуется в меньшей степени.
Уменьшение энергозатрат при изготовлении металлического термоса происходит благодаря тому, что сокращается время процесса обезгаживания стенок вакуумной полости и требуется меньшая температура нагрева, так как, с одной стороны, в полости отсутствует порошковая теплоизоляция, которая увеличивает обезгаживаемую поверхность и представляет сопротивление вакуумной откачке, а с другой стороны, в цикл обезгаживания не входит операция герметизации с помощью припоя, требующая высокой температуры нагрева термоса для расплавления припоя.
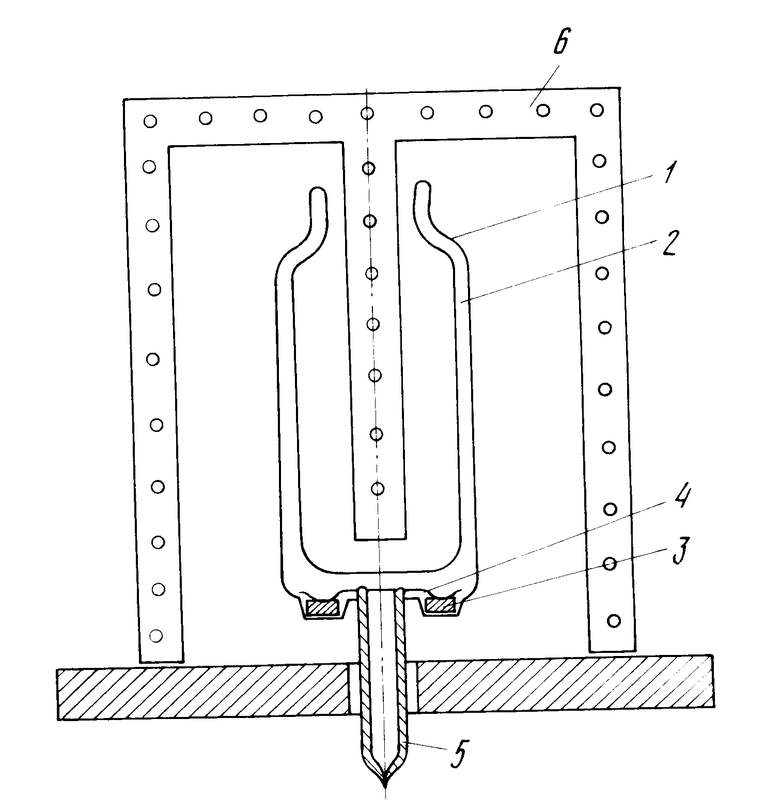
На фиг.1 изображен предлагаемый термос, общий вид.
Термос содержит внешнюю 1 и внутреннюю 2 колбы, две таблетки 3 газопоглотителя, пружину 4, закрепляющую газопоглотители на стенке внешней колбы, патрубок 5, через который ведется откачка вакуумно-изолирующей полости и печь 6 нагрева термоса при обезгаживании стенок полости.
П р и м е р. Перед сборкой металлического термоса в донной части внешней колбы 1 симметрично относительно откачного патрубка 5 выдавливают два углубления так, чтобы в них поместились газопоглотительные элементы 3, представляющие собой таблетки размером 20 х 20 х 1 мм, которые состоят из трех или двух слоев: титан-ванадий, пористый никель, титан-ванадий или цирконий-ванадий, пористый никель. Таблетки укладывают в углубления, прижимают пружиной 4, которую закрепляют на внутреннем конце откачного патрубка с помощью усиков, предусмотренных при просечке отверстия во внешней колбе под впаиваемый в нее откачной патрубок. Термос собирают и устанавливают на вакуумный пост для термического обезгаживания и вакуумирования. Процесс обезгаживания проводят при температуре термоса 150-170оС в течение 1-2 ч и вакууме вблизи откачного патрубка не ниже 0,1 Па. По окончании процесса обезгаживания и вакуумирования откачной патрубок пережимают, отрезают и заваривают аргонодуговой сваркой. После остывания термос снимают с вакуумного поста и устанавливают в приспособление индукционного нагрева газопоглотителя, в котором термос фиксируется таким образом, что места прикрепления таблеток газопоглотителя на стенке термоса располагаются напротив индукторов. Процесс активации заключается в нагреве слоя никеля, обладающего коэффициентом магнитной проницаемости больше единицы, до температуры 250оС; газопоглощающие (титан- или цирконийсодержащие) слои нагреваются от никеля до такой же температуры. Эта температура соответствует температуре активации используемого газопоглотителя.
Активация двух таблеток газопоглотителя производится одновременно или последовательно. Во время нагрева газопоглотителя давление в теплоизолирующей полости термоса повышается примерно на порядок, а после остывания уменьшается и стабилизируется на уровне 10-3 Па. В дальнейшем при нормальной эксплуатации термоса рост давления в полости составляет примерно 2 ˙ 10-5 Па/c, что обеспечивает требуемую эффективность вакуумной теплоизоляции термоса в течение 20 лет.
Таким образом, изобретение позволяет значительно сократить время и энергопотребление обезгаживания, уменьшить газовую нагрузку на газопоглотитель при обезгаживании термоса, что позволяет увеличить ресурс его эксплуатации.
В результате реализации данного способа повышается качество и срок службы термосов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлического термоса | 1990 |
|
SU1725819A1 |
| ВАКУУМНАЯ ЛОВУШКА | 1996 |
|
RU2123620C1 |
| НЕРАСПЫЛЯЕМЫЙ ЛЕНТОЧНЫЙ ГАЗОПОГЛОТИТЕЛЬ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2073737C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕИСПАРЯЕМОГО ГЕТТЕРА И ГЕТТЕР, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1997 |
|
RU2118231C1 |
| НЕРАСПЫЛЯЕМЫЙ ЛЕНТОЧНЫЙ ГАЗОПОГЛОТИТЕЛЬ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1995 |
|
RU2116162C1 |
| ГЕТТЕРНЫЙ СПЛАВ | 1992 |
|
RU2034084C1 |
| ГЕТТЕРНЫЙ СПЛАВ | 1990 |
|
RU1750256C |
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ | 1989 |
|
SU1649827A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОИЗОЛИРОВАННОЙ ТРУБЫ | 2014 |
|
RU2588927C2 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ ЖИДКИХ КОЛЛОИДНЫХ СУБСТАНЦИЙ И СУСПЕНЗИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОЙ КОЛБЫ | 1992 |
|
RU2063159C1 |
Использование: в процессах изготовления бытовой техники. Сущность изобретения: способ изготовления металлического термоса включает создание теплоизолированной полости посредствам установки одна в другой двух колб с зазором, прикрепление к стороне, обращенной внутрь полости, одной из колб газопоглотителя, вакуумирование полости с одновременным нагревом и герметизацию, при этом используют газопоглотитель, состоящий по крайней мере из двух слоев, один из которых изготовлен из материала с относительной магнитной проницаемостью больше единицы, нагрев проводят при 150-170°С в течение 1-2 ч, после герметизации осуществляют локальный нагрев газопоглотителя до температуры его активации, при этом нагрев газопоглотителя ведут индукционным методом. 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ТЕРМОСА, включающий создание теплоизолирующей полости посредством установки одна в другой двух колб с зазором, прикрепление к обращенной внутрь полости одной из колб газопоглотителя, вакуумирование полости с одновременным нагревом и герметизацию, отличающийся тем, что используют газопоглотитель, состоящий по крайней мере из двух слоев, один из которых изготовлен из материала с относительной магнитной проницаемостью больше единицы, нагрев проводят при 150 170oС в течение 1 2 ч, после герметизации осуществляют локальный нагрев газопоглотителя до температуры его активации, при этом нагрев газопоглотителя ведут индукционным методом.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
