Изобретение относится к технологии машиностроения, а именно к абразивно-притирочным работам и представляет собой высокопроизводительный притирочный состав, предназначенный для станочной притирки металлических деталей со снятием увеличенных припусков на обработку.
Известна мазеобразная паста, обеспечивающая достаточную производительность, хорошо намазывающаяcя на обрабатываемые поверхности деталей, являющаяся прототипом предлагаемого решения.
Известная паста имеет следующее соотношение компонентов, мас. Абразивный порошок карбида титана 30-35 Полиизобутилен 1,2-2 Олеиновая кислота 10-15 Стеариновая кислота 12-15 Минеральное масло 35-40
Перед нанесением пасты на металл к ней добавляют 40-50% керосина и тщательно перемешивают.
Однако известная паста имеет три существенных недостатка.
Первый из них заключается в том, что она пригодна лишь для тонких доводочных работ при малых схемах припуска до 5-50 мкм при использовании микропорошков абразива от М5 до М 40 с размерами зерен 5-40 мкм.
Для снятия больших припусков до 150-200 мкм требуется использование абразивных порошков большей зернистости 5-10 с размерами зерен 63-125 мкм, однако при этом известная паста оказывается нестабильной абразив плохо удерживается во взвешенном состоянии и выпадает в осадок. В результате паста оказывается неработоспособной.
Второй недостаток заключается в необходимости последующей промывки обработанных деталей керосином или бензином.
Третий недостаток заключается в сложности приготовления пасты, необходимости растворения полиизобутилена в бензине и нагрева всей смеси до 100оС для полного испарения бензина.
Повысить производительность и качество притирки, облегчить последующую промывку деталей стало возможным, используя абразивно-притирочный материал, содержащий абразивный порошок и жидкую связующую фазу, в качестве которой использована смесь эмульсола и жидкого стекла при следующем соотношении компонентов, мас. Абразивный порошок 55-65 Эмульсол 25-30 Жидкое стекло 10-15
Достоинством предлагаемого абразивно-притирочного материала является доступность исходного сырья, что обеспечивает возможность быстрого его приготовления.
Эмульсол готовая смесь минерального масла, эмульгаторов, веществ связок. Например: эмульсол ЭГТ (ТУ 38.101.149-75) состав, мас. Госсиполовая смола (отходы производства дистилляции жирных кислот саломаса) 8-9 Масло таловое 7-8 Натрий едкий технический 1 Полигликоли 1,5±0,5 Масло минеральное 75±5 Эмульсол ЭТ-2 (ТУ 38.110.1599-79): Асидол масляный 6,5-7,5 Масло таловое 6,5-7,5 Натрий едкий технический до 1 Спирт этиловый сырец 1,3±0,2 Масло минеральное 80±5
Абразивный порошок 64С карбина кремния зеленого, зернистости 5-10 размерами 63-125 мкм (ГОСТ 3647-80).
Жидкое стекло раствор в воде силикатов натрия (Na2O ˙nSiO2) или калия (К2О ˙nSiO2) (ГОСТ 13078-81). Входящие в состав эмульсолов органические соединения связующие притирочного материала являются одновременно промоторами, позволяющими ускорить процесс обработки.
Входящие в состав абразивно-притирочного материала неорганическое соединение жидкое стекло является диспергатором веществом, предохраняющим дисперсию (эмульсол абразивные зерна) от разделения, т.е. от выпадания абразивных зерен в осадок. Объясняется это следующим. В зоне работы отдельных абразивных зерен развиваются высокие контактные температуры. Под действием выде- ляющегося тепла происходит уменьшение вязкости эмульсола. В свою очередь это при- водит к уменьшению стабильности дисперсии (эмульсол-абразивные зерна) вплоть до расслаивания, т.е. разделения составляющих и выпадания абразивных зерен в осадок.
Введение в состав указанной дисперсии жидкого стекла приводит к образованию структурированной системы поликремниевых кислот, которая в щелочной среде образуется за счет водородных связей



При нагревании за счет тепла, выделяющегося при притирке, происходит частичное обезвоживание и поликонденсация жидкого стекла
HO- OH-HO-
OH-HO- OH
OH  HO-
HO- O-
O- O __→
O __→
Благодаря образованию структурного каркаса система начинает вести себя как твердое тело. Она не растекается под действием собственного веса, хорошо задерживается на горизонтальных и наклонных плоскостях притираемых деталей, а также хорошо удерживает абразивные зерна, даже большой зернистости 63-125 мкм, способствуя увеличению стабильности дисперсии.
Кроме того, жидкое стекло в связи с наличием в водном растворе свободных ионов связывает разрушающе действующие на металл продукты реакции, образующиеся в обрабатываемом слое. Это, даже в условиях использования абразивных порошков достаточно большой зернистости (63-125 мкм), обеспечивает шероховатость поверхности до Ra=1,0-2,0 мкм.
Предлагаемый состав абразивно-притирочного материала позволяет вести промывку деталей от его остатков нейтральным, не вызывающим коррозии, раствором, например водой, так как все входящие в состав притирочного материала органические и неорганические компоненты растворимы в воде. Кроме того, жидкое стекло, входящее в абразивно-притирочный материал, является гидрофильным веществом, улучшающим моющее действие воды.
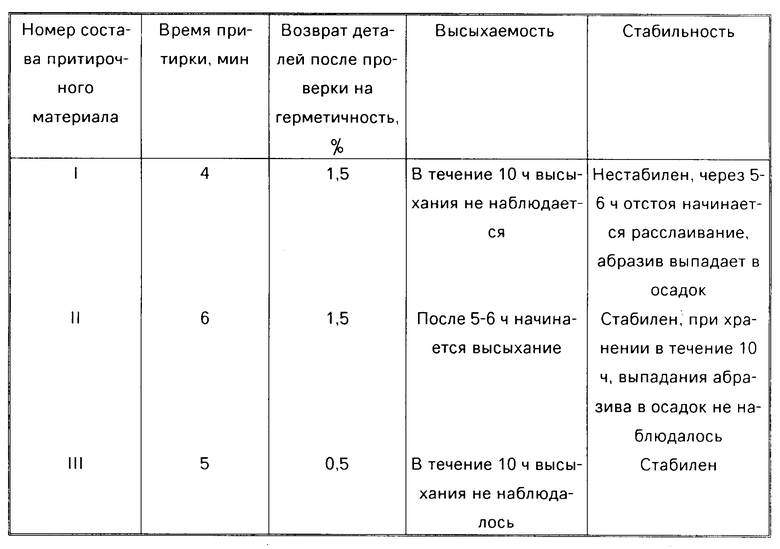
Для получения абразивно-притирочного материала и проверки его свойств с различными соотношениями ингредиентов были приготовлены и испытаны три состава:
I состав, мас. Абразивный порошок 65 (карбид кремния зе- леный зернистостью 100 мкм) Эмульсол (ЭГТ) 25 Жидкое стекло 10 II состав, мас. Абразивный порошок (карбид кремния зеле- ный зернистостью 100 мкм) 55 Эмульсол (ЭГТ) 30 Жидкое стекло 15 III состав, мас. Абразивный порошок (карбид кремния зе- леный зернистостью 100 мкм) 60 Эмульсол (ЭГТ) 27,5 Жидкое стекло 12,5
Результаты испытаний по взаимной притирке уплотнений из стальных и чугунных деталей с припуском 200мкм при усилии прижима деталей 600 Н приведены в таблице.
Абразивно-притирочный материал готовят следующим образом.
Смешивают эмульсол в заданной пропорции с жидким стеклом, в полученную смесь всыпают заданное количество абразивного порошка и перемешивают ее до образования однородной массы.
В готовом виде абразивно-притирочный материал представляет собой мазеобразную массу, которая хорошо намазывается на притираемые поверхности, обладает стабильностью и повышенной стойкостью к высыханию. Остатки притирочного материала с обработанных деталей хорошо удаляются промывкой в моечной машине.
Предлагаемый состав абразивно-притирочного материала может использоваться при притирке или взаимной притирке металлических деталей в условиях, требующих съема повышенных припусков до 150-200 мкм.
П р и м е р реализации. Бортовой редуктор тракторов Т-170-01 содержит торцовые многоконтурные гребенчатые уплотнения, служащие для предохранения утечки масла. Уплотнение состоит из двух дисков: стального и чугунного, на торцах которых выполнены концентрические конические кольцевые канавки. При монтаже уплотнений выступы одного диска входят во впадины второго, образуя лабиринт.
Для надежности работы уплотнения окончательную обработку профиля кольцевых канавок выполняют путем взаимной механизированной притирки обоих дисков.
После окончательной обработки уплотнения проходят проверку на герметичность с помощью дизельного топлива на специальном стенде.
Особенностью операции взаимной притирки гребенчатых дисков является необходимость снятия увеличенных припусков металла из-за сложности изготовления одинаковых по размерам и круглости концентричных канавок на сопрягаемых дисках при токарной обработке.
Для снятия увеличенных припусков до 150-200 мкм при взаимной притирке дисков необходимо использовать абразивный порошок из карбида кремния зеленого зернистостью не менее 5-10 с размерами зерен 63-125 мкм. Для притирки использовалась смесь указанного абразивного порошка с индустриальным маслом в пропорции соответственно 60 и 40%
После притирки с обеспечением шероховатости поверхностей Ra=2,5-5 мкм уплотнения проходили промывку в керосине и моечной машине, а затем проверку на герметичность. При этом возврат деталей пос ле проверки на герметичность составлял 20-30%
При использовании предлагаемого абразивно-притирочного материала время взаимной притирки дисков сократилось в 1,6 раза с 8 до 5 мин, шероховатость притертых поверхностей уменьшилась до Ra=1-2 мкм.
После притирки отпала необходимость промывки деталей в керосине. Возврат деталей после проверки на герметичность не превышает 0,5-1% Наблюдения, проводившиеся за предлагаемым абразивно-притирочным материалом в течение 15 рабочих смен, показали, что он обладает стабильностью, не расслаивается и не высыхает.
Использование предложенного абразивно-притирочного материала дает возможность повысить производительность и качество притирки, облегчить последующую промывку деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОВОДОЧНО-ПРИТИРОЧНЫЙ КОНЦЕНТРАТ С МОДИФИЦИРУЮЩИМИ МИНЕРАЛЬНЫМИ НАПОЛНИТЕЛЯМИ | 2006 |
|
RU2309968C1 |
| ДОВОДОЧНО-ПРИТИРОЧНАЯ ПАСТА С МИНЕРАЛЬНЫМИ НАПОЛНИТЕЛЯМИ | 2010 |
|
RU2441048C1 |
| АБРАЗИВНО-ПРИТИРОЧНАЯ ПАСТА | 2011 |
|
RU2467047C1 |
| ПОЛИРОВАЛЬНАЯ ПАСТА | 1993 |
|
RU2079532C1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| Состав для притирки | 1979 |
|
SU929680A1 |
| ПАСТА ДЛЯ ДОВОДКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2196157C2 |
| ДОВОДОЧНО-ПРИТИРОЧНАЯ ПАСТА | 2000 |
|
RU2167902C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| ПНЕВМАТИЧЕСКАЯ ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 2004 |
|
RU2252127C1 |
Сущность изобретения: состав содержит карбид кремния зеленый зернистостью 63 - 125 мкм 55 - 65 мас.%, эмульсол 25 - 30 мас.%, жидкое стекло 10 - 15 мас. %. Состав готовят смешением компонентов. Обрабатывают стальные и чугунные изделия с припуском 200 мкм при условии прижима деталей 600 Н. Характеристики: время притирки дисков 5 мин, шероховатость притертых поверхностей Ra = 1 - 2 мкм. 1 табл.
АБРАЗИВНО-ПРИТИРОЧНЫЙ СОСТАВ для обработки металлических деталей, содержащий абразивный порошок и жидкую основу, отличающийся тем, что в качестве абразивного порошка он содержит зеленый карбид кремния зернистостью 63 125 мкм и в качестве жидкой основы эмульсол и жидкое стекло при следующем соотношении компонентов, мас.
Зеленый карбид кремния 55 65
Эмульсол 25 30
Жидкое стекло 10 15
| 0 |
|
SU339568A1 | |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

