Изобретение относится к области механической обработки поверхности деталей, в частности к составам доводочно-притирочных концентратов и паст комплексного обрабатывающего-упрочняющего воздействия на поверхность деталей.
Процессы резания и трения взаимосвязаны: при резании абразивные частицы, находящиеся в пасте, удаляют припуск на обработку за счет микрорезания. При последующей обработке поверхности детали трением, например чугунным притиром, из микропорошка гидросиликатов образуются вторичные наноразмерные абразивные частицы и керамическая составляющая в виде двуокиси кремния. Наноразмерные абразивные частицы производят весьма тонкую финишную обработку поверхности детали до шероховатости Ra=0,1-0,3 мкм. (Ra - среднее арифметическое отклонение профиля по ГОСТ 2789-73). Изобретение может быть использовано для притирки и упрочнения-восстановления клапанных устройств и деталей топливной аппаратуры двигателей внутреннего сгорания, плунжерных пар и других деталей.
При использовании в качестве абразивных наполнителей в концентратах и притирочных пастах порошкообразных материалов с необычными свойствами и поведением в процессе финишных операций обработки деталей представляется возможным изменить традиционную технологию доводки-притирки, объединив грубую и тонкую обработку в одну операцию, и кроме этого - реализовать ремонтно-восстановительную способность новых абразивных наполнителей, содержащих слоистые полисиликаты.
Известна абразивная паста для притирки клапанов автомобилей (а.с. СССР N1691380 от 25.04.89), содержащая электрокорунд М5-М10; жидкое стекло; треххлористое железо; глицерин и воду. Паста содержит дорогой микропорошок и предназначена только для тонкой притирки неизношенных (новых) клапанов до Ra≈0,32 мкм. Для притирки изношенных клапанных механизмов паста указанного состава не пригодна. Добавление в пасту водного раствора хлористого железа нежелательно из-за повышенного коррозионного воздействия пасты на металлические детали, что требует пассивации клапанов после притирки. При длительном хранении паста расслаивается на отдельные фракции. Отсутствие в пасте эффективных окислителей поверхности металлов снижает производительность притирки. Паста имеет недостаточную адгезию к деталям.
Известна доводочно-притирочная паста «ДИЗЕЛЬ-2», предназначенная для обработки легированных сталей (а.с. СССР N583150, МКИ С09G 1/02, 15.09.75 // БИ N45-77). Паста содержит, мас.%: порошок электрокорунда 30-40; полимеросодержащий продукт - полиизобутилен, растворенный сначала в бензине, а затем в масле 0,5-0,75; олеиновую кислоту 2,5-4,5; стеарин 20-25; парафин 5-10; керосин 0,5-5,0; минеральное масло - остальное. Паста имеет несбалансированный состав. Она содержит примерно 30% минерального масла, поэтому не является ни мазью, ни твердым материалом. Поэтому в пасту «ДИЗЕЛЬ-2» парафин добавлен необоснованно. Это относится также и к полиизобутилену (ПИБ-118). Если ПИБ-118 добавлен в пасту для снижения трения, то это совсем необязательно для доводочно-притирочных паст, так как при этом будет снижаться производительность съема припуска на обработку. Коэффициент трения и без полимера хорошо снижает поверхностно-активное вещество (ПАВ - олеиновая кислота). Учитывая к тому же сложную процедуру введения в пасту раствора ПИБ-118, использование жидкого полимера при доводке-притирке нецелесообразно.
Наиболее близким к заявляемому является состав доводочно-притирочной пасты, принятой за прототип [патент РФ 2167902 от 27.05.2001]. Паста содержит, мас.%: абразив 40-55; олеиновую кислоту 1-5; пластичную смазку 7-12; ПАВ, содержащее органическое соединение с серой и хлором 5-18; минеральное масло - остальное. В качестве возможного абразивного наполнителя перечисляются: электрокорунд, карбид кремния, эльбор, синтетический алмаз и т.д. Для примера приведен состав пасты, содержащей: карбид кремния зеленый; олеиновую кислоту; Литол-24 (ГОСТ 21150-75); добавку Л3-26МО (ТУ 38.1011157-88 завода им. Шаумяна, г. Санкт-Петербург); минеральное масло МС-20.
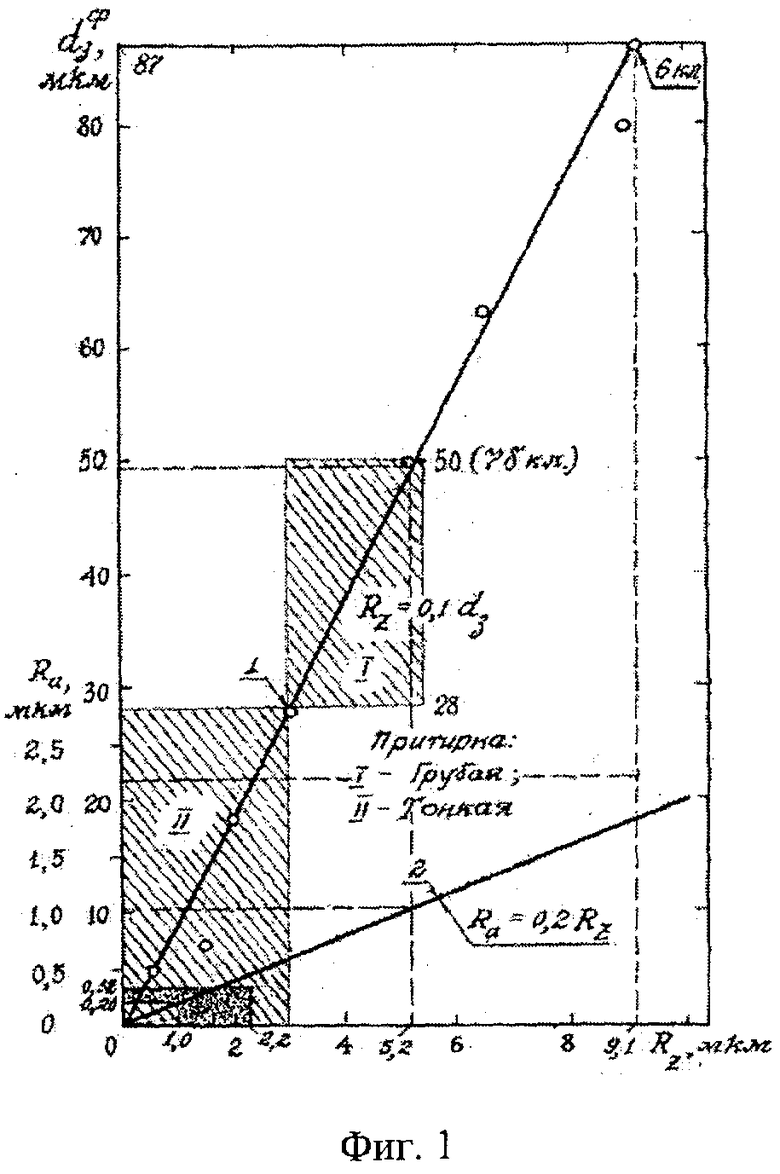
При ручной притирке клапанов автомобильного двигателя с помощью простого приспособления был рекомендован (оптимальный) состав пасты, содержащей, мас.%: карбид кремния зеленый 55; олеиновая кислота 5; Литол-24 12; Л3-26МО 18; масло МС-20 10. Фаска клапана из сильхрома, обработанная пастой указанного состава, имела шероховатость:
Rz=9,1 мкм и Ra=2,2 мкм, при dз ср 80-87 мкм (6 кл. шероховатости) и
Rz=5,2 мкм и Ra=1,0 мкм, при dз ср=50 мкм (76 кл. шероховатости).
где
Ra - среднее арифметическое отклонение профиля,
Rz - высота неровностей профиля по десяти точкам, dз ср - крупность частиц карбида кремния
Авторами был проведен ряд экспериментов.
В результате притирки клапана более крупным абразивом была достигнута шероховатость, соответствующая 6 кл., при меньшей зернистости частиц обработанная поверхность соответствовала 76 кл. шероховатости. В обоих случаях качество притирки до требуемой шероховатости обработанной поверхности, а именно: Ra≤0,2 мкм - для клапанов дизельных двигателей и Ra≤0,32 мкм - для клапанов бензиновых двигателей, что соответствует 10-9 классам шероховатости, не было достигнуто. Результаты дальнейших опытов, выполненных авторами данного изобретения показали, что для притирки клапанов до Rz=1,6-2,2 мкм и Ra=0,32 мкм необходимо использовать абразивный микропорошок М20, а для получения Rz=1,0-1,8 мкм и Ra=0,20 мкм - микропорошок М7, то есть после грубой (предварительной) притирки клапанов абразивом зернистостью 50 мкм следует произвести тонкую притирку микропорошками М20-М7. Такая двухступенчатая технология притирки деталей является традиционной. В связи с этим основным недостатком патента 2167902 является то, что он предусматривает только грубую притирку деталей, исключая тонкую обработку.
В основу изобретения поставлена задача создания концентрата для доводочно-притирочной пасты, состав которого позволил бы вместо традиционной двухступенчатой технологии доводки-притирки, предполагающей сначала выполнить предварительную (грубую) обработку, а затем произвести окончательную (тонкую) обработку абразивом зернистостью <28 мкм, реализовать одноступенчатую обработку.
Доводочно-притирочный концентрат включает своем составе абразивный порошок, поверхностно-активные вещества, загуститель и минеральное масло. От прототипа решение отличается тем, что дополнительно содержит порошкообразную серу и минералы- абразивоподобные силикаты, зернистостью М10-М5. При этом в качестве абразивного порошка используют порошок окиси хрома зернистость М40-М28. Соотношение компонентов следующее, мас. %:
В качестве поверхностно-активных веществ используются: олеиновая кислота и диизопропилксантогенат.
В качестве загустителя используют стеараты, выбранные из ряда стеаратов: лития, натрия, калия, кальция, бария, алюминия, цинка или свинца.
В качестве абразивоподобных силикатов зернистостью М10-М5 используют железо-магниевые, магниевые и алюминиевые силикаты, выбранные из ряда: природный серпентинит, каолинит, форстерит, фаялит, муллит, или их сочетание.
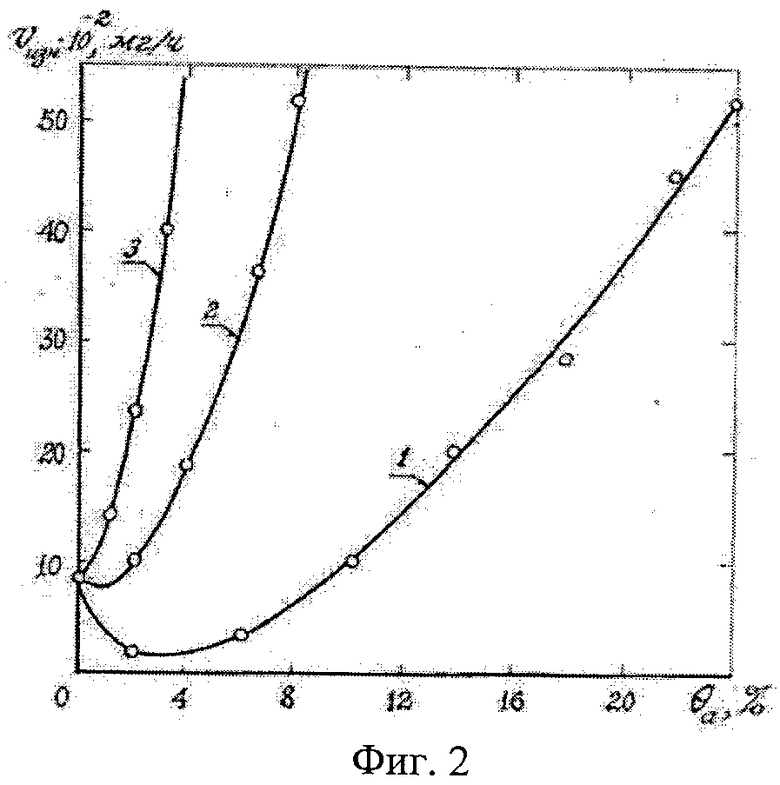
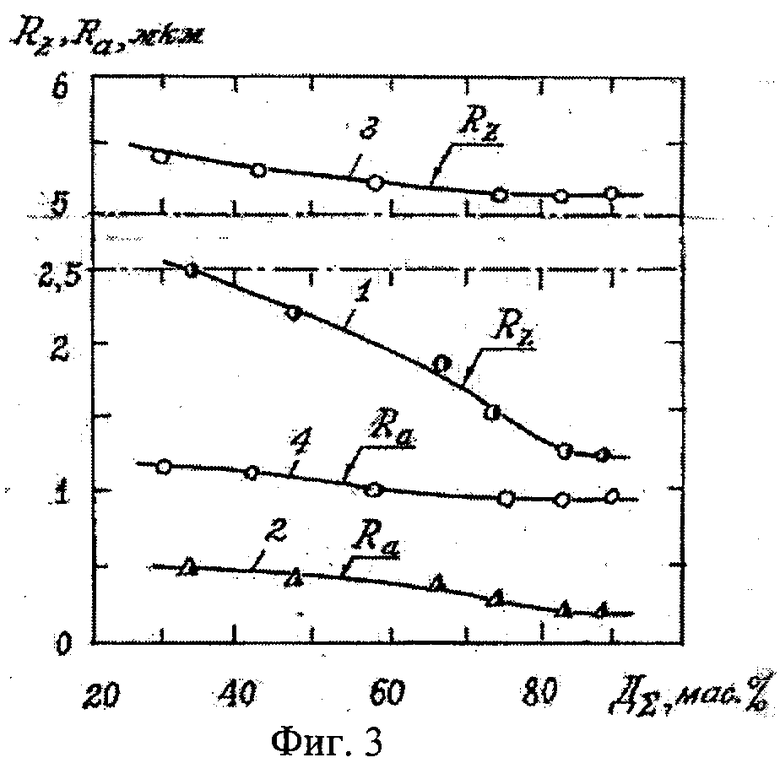
Сущность изобретения более подробно раскрывается в приведенных ниже примерах реализации и иллюстрируется Фигурами, на которых представлено: Фиг.1 - график, отражающий влияние крупности частиц (dз ср) SiC на шероховатость поверхности Rz при доводке Ст.40 (55HRC) (линия 1); соотношение между Rz и Ra по ГОСТ 2789-73 (линия 2); Rz и Ra поверхности чугуна при трении со смазкой по гальваническому хрому, Фиг.2 - влияние концентрации абразивных частиц Θа в пластичной смазке Литол-24 на скорость изнашивания vизн Ст.40 при испытании образцов на машине трения по схеме диск-колодка, Фиг.3 - зависимость шероховатости Rz и Rа фаски клапана из сильхрома от общего количества компонентов ДΣ, где кривые 1, 2 - в пасте с заявляемым концентратом заявляемого состава; 3, 4 - в пасте по патенту-прототипу
Для обоснования более высокой эффективности предлагаемого состава концентрата и технологии выполнения финишных операций обработки был составлен план экспериментальных исследований, целью которых должно стать выявление следующих четырех условий:
I - протекания процессов диссоциации слоистых гидросиликатов при трении с образованием высокотвердых (вторичных) абразивных частиц наномасштабного уровня;
II - образования защитной металлокерамической пленки, снижающей износ притертых поверхностей и потери на трение;
III - управления скоростью снятия припуска на притирку детали за счет оптимизации состава гетерогенного абразивного наполнителя в доводочно-притирочной пасте;
IV - установление оптимального состава доводочно-притирочной пасты, обеспечивающего выполнение финишных операций обработки деталей с требуемой шероховатостью поверхности и макрогеометрическими характеристиками полноты и качества обработки.
Сравнительные испытания для оценки первого условия проводили на четырехшариковой машине трения по ГОСТ 9490-75: диаметр шариков из стали ШХ 15-12,7 мм; нагрузка - 196 Н; скорость скольжения около 1,0 м/с; продолжительность опыта 60 мин; смазка маслом Shell X 100 без добавок и с добавлением 0,5% серпентинита.
Второе и третье условия проверяли путем испытания образцов из нормализованной стали Ст40 на машине трения СМЦ-2 по схеме ролик (Ст.40) - колодка (СЧ20) при скорости скольжения 5 м/с, давлении 5 МПа и продолжительности опыта 2 ч.
В качестве смазки использовали пластичный смазочный материал с добавлением:
- природного серпентинита в количестве до 30 мас.% (кривая 1 на Фиг.2);
- смеси природного серпентинита с частицами окиси хрома в равной пропорции (кривая 2 на Фиг.2);
- смеси серпентинита (dз=5-10 мкм), окиси хрома (≤30 мкм) и кварца (≤50 мкм) в равных соотношениях, т.е. в общей смеси по 1/3 абразива каждого вида (кривая 3 на Фиг.2).
Четвертое условие, т.е. установление оптимального состава предлагаемого концентрата для абразивной пасты, обеспечивающего необходимое качество притирки деталей в сравнении с качеством притирки абразивной пастой по патенту-прототипу.
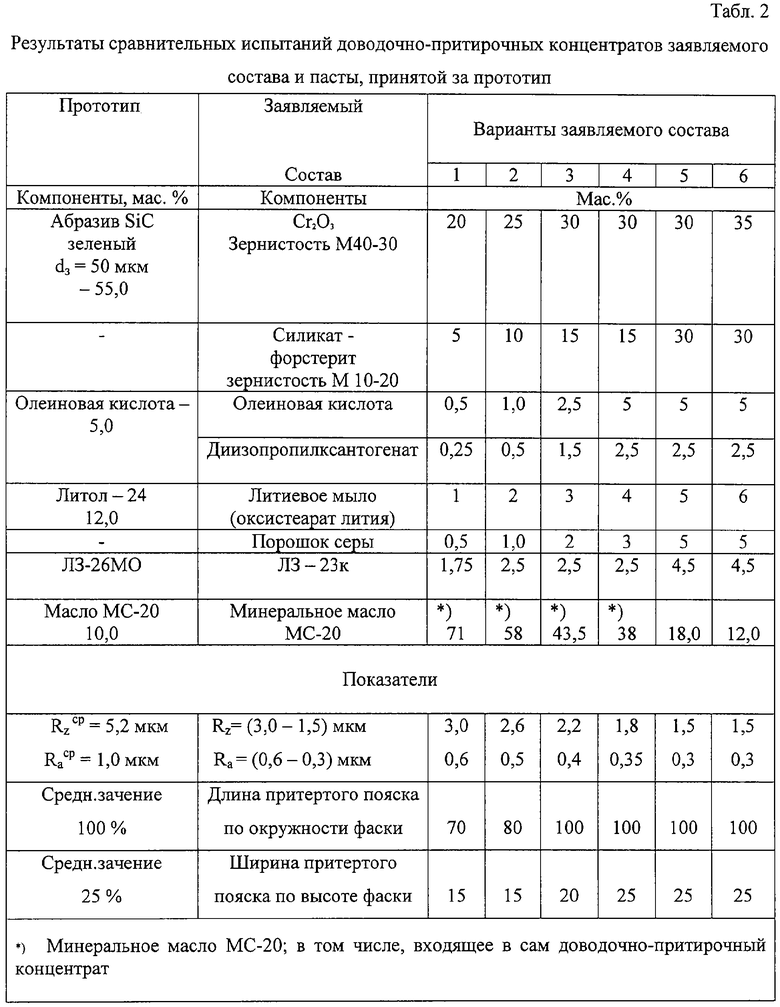
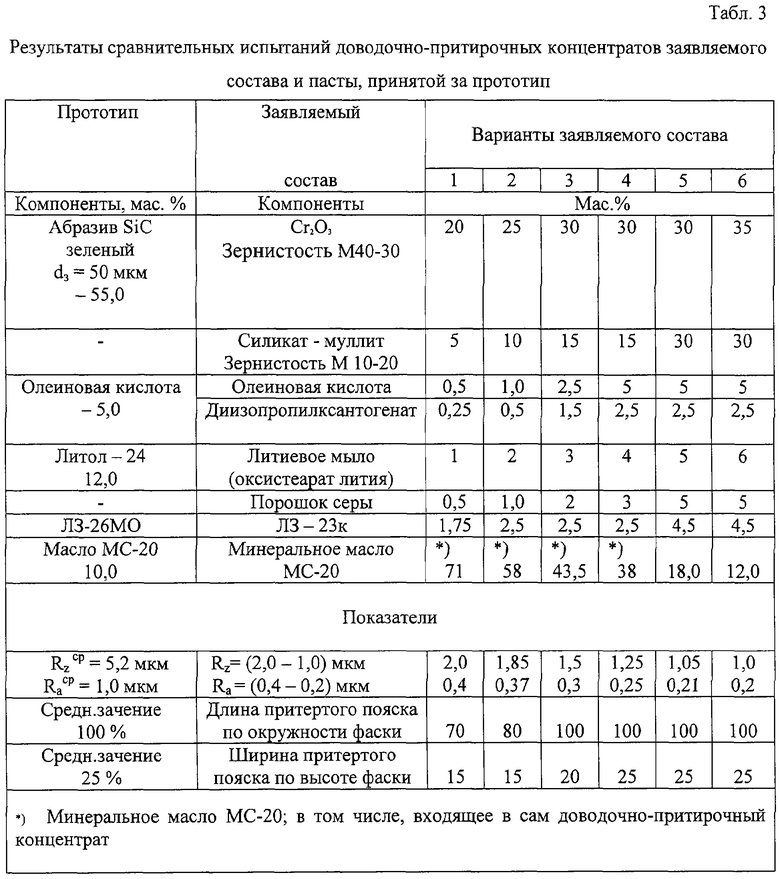
Испытания шести вариантов пасты заявляемого состава проводились для клапанного устройства (клапан-седло) двигателя автомобиля ВАЗ. При этом седла устанавливали в головку блока двигателя, а для притирки использовали простое пружинное приспособление, которое обычно используют при ремонтно-восстановительных работах двигателей. На фаску клапана наносили слой притирочной пасты (0,4-0,5 г). Клапан устанавливали в направляющую втулку головки блока и закрепляли приспособление. Продолжительность каждой операции притирки составляла 10 минут. Эффективность притирки деталей пастами сравниваемых составов оценивали по шероховатости обработанных поверхностей, а также по длине притертого пояска по образующей фаски седла клапана в %. За 100% принимали развернутую длину фаски клапана. Ширину притертого пояска принимали за 100%, если она оказывалась равной геометрической ширине фаски клапана. Более детальная отработка режимных параметров доводки-притирки подвижных сопряжений для предварительно выбранного варианта заявляемого состава производили на торцовой машине трения в условиях, близких к натурным. Финишная обработка деталей пастой с концентратом заявляемого состава может выполняться как вручную, так и на станочном оборудовании в более жестких условиях при температуре в зонах притирки 250-300°С и давлении не менее 10 МПа.
Результаты испытаний представлены в Табл.1-Табл.3

Доводочно-притирочный концентрат заявляемого состава изготавливают следующим образом. В емкость заливают минеральные масло МС-20 - масло базовое, моторное нефтяное сернистое вязкостью 20 сСт; [Дерябин А.А. Смазка и износ дизелей. Л.: «Машиностроение», 1974, стр.16-51], добавляют поочередно олеиновую кислоту, присадку Л3-23к и порошок серы, перемешивая до получения однородной смеси. Затем добавляют загуститель, снова тщательно гомогенизируют смесь и, наконец, в состав добавляют смесь абразивных порошков и окончательно перемешивают его до получения вязкой тягучей массы.
В готовом доводочно-притирочном концентрате количество базового масла не меньше 10% от общей массы, что обеспечивает его текучесть и однородность. Концентрат сохраняет однородность, режущие и плакирующие свойства без расслоения в течение неограниченного периода времени. Может быть расфасован в емкости, удобные при выполнении операций финишной обработки деталей на ремонтных предприятиях.
Добавляя концентрат в минеральные масла, можно получать доводочно-притирочные среды оптимального состава с комплексом свойств, наиболее полно удовлетворяющим конкретным технологическим условиям (требованиям) финишной обработки деталей.
При использовании абразивных паст, содержащих доводочно-притирочный концентрат для финишной обработки деталей, сначала происходит предварительная обработка, например притирка поверхностей частицами окиси хрома зернистостью 40-28 мкм. Притирка стальных деталей при этом обеспечивает шероховатость поверхности Rz≈4,2 мкм и Ra≈0,8 мкм. На стадии предварительной притирки малопрочные (хрупкие) частицы окиси хрома дробятся на фрагменты, крупность которых становится сопоставимой с зернистостью абразивоподобных слоистых полисиликатов - серпентинита и каолинита зернистостью М5-М10. Поэтому в тонкой финишной обработке деталей сначала принимают участие фрагменты окиси хрома и частицы силикатов, а затем - вторичные абразивные частицы наноразмерной крупности, образующиеся в результате диссоциации серпентинита и каолинита при повышенном механическом и тепловом воздействии. Вторичные абразивные частицы, имеющие твердость, превышающую твердость закаленной стали, можно идентифицировать как форстерит, фаялит и муллит. В результате тонкой притирки характеристики шероховатости поверхности стальных деталей снижаются до Rz≈1,0-1,5 мкм и Ra≈0,2-0,3 мм (на Фиг.1 - эта зона выделена точками). Такие значения шероховатости соответствуют качественной финишной обработке поверхности стальных деталей, например притирке выпускных клапанов судовых и автомобильных ДВС.
Дополнительная обработка тонкопритертых сопряжений трением в присутствии между притиром и поверхностью детали абразивоподобных частиц гидросиликатов крупностью, не превышающей 5 мкм при концентрации в масле (воде) не более 3-5 мас.%, позволяет получить на поверхностях трения защитную металлокерамическую пленку толщиной от 1,0 до 15 мкм. Защитная пленка имеет высокую микротвердость (около 7000 МПа) и пористую маслоудерживающую структуру, повышающую износостойкость деталей при работе в трибосопряжениях. Однако указанную пленку в процессе притирки из-за высокой концентрации абразивных частиц получить не представляется возможным.
Использование в качестве поверхностно-активного вещества олеиновой кислоты обусловлено необходимостью повышения производительности финишной обработки деталей. Олеиновая кислота за счет адсорбционного и разрыхляющего (расклинивающего) эффекта существенно снижает прочность тонких поверхностных слоев металлических деталей и тем самым облегчает абразивным частицам снятие припуска на притирку. Кроме этого ПАВ снижает потери на трение при финишных операциях и предотвращает расслоение концентрата на отдельные фракции при его длительном хранении за счет плакирования твердых частиц смеси.
ПАВ в виде диизопропилксантогената марки Л3-23к синтезирован на основе изопропилового спирта и ксантагеновой кислоты [Демченко B.C. Защитные свойства моторных масел. Л.: Акад. тыла и транспорта, 1971, стр.92 и 142]. ПАВ содержит соединения серы и хлора, которые в процессе притирки активно взаимодействуют с ювенильными поверхностями обрабатываемых деталей, образуя рыхлые и непрочные пленки сульфидов и хлоридов металлов, которые легко разрушаются абразивными частицами, что в итоге увеличивает скорость снятия припуска на притирку, т.е. повышает производительность обработки поверхностей. В добавке Л3-23к серы содержится не более 10%, поэтому для усиления совместного влияния сульфидов и хлоридов металлов на производительность обработки деталей в доводочно-притирочный концентрат добавляется порошкообразная самородная сера в количестве 0,5-5 мас. %. В среде влажного воздуха частицы серы образуют коррозионно-активные сернистые соединения, которые по упомянутому выше механизму окисляют и разрушают поверхность деталей и еще больше увеличивают производительность притирки.
Использование мыльного загустителя связано с необходимостью обеспечения повышенной адгезии абразивной пасты к обрабатываемой поверхности, что уменьшает ее расход и позволяет обрабатывать наклонные поверхности без отекания с них рабочего слоя.
Экспериментальная проверка сформулированного выше первого условия из четырех показала, что при испытании пар трения из стали ШХ15 на четырехшариковой машине трения добавление в базовое масло Shell X 100 всего 0,5 мас.% серпентинита увеличивает износ шариков из закаленной стали более чем в 2 раза (Табл. 4).
Двукратное увеличение абразивного износа стали в присутствии частиц гидросиликата-серпентинита Mg6 [Si4О10](OH)8 связано с диссоциацией последнего при трении с образованием вторичных высокотвердых частиц форстерита (Mg2SiO4) и фаялита (Fe2SiO4) в соответствии с реакцией
Mg6[Si4О10](OH)8+Fe2О3→2Mg2SiO4+2Fe2xSiO4+2MgO+4H2O.
При повышенных температурах в зоне трения серпентинита и его модификации могут разлагаться на форстерит, двуокись кремния и воду. В обоих случаях вторичные абразивные частицы наноразмеров (0,02-0,05 мкм) принимают участие в финишной обработке поверхности деталей до 9-10 кл. шероховатости
Во втором случае размягченные повышенной температурой частицы двуокиси кремния (SiO2) совместно с продуктами финишной обработки поверхностей способны при определенных условиях приводить к образованию металлокерамической пленки, повышающей износостойкость детали в результате заполнения повреждений на ее рабочей поверхности. За счет этого реализуется II-е условие возможного повышения эффективности использования доводочно-притирочного концентрата, содержащего абразивоподобные частицы слоистых силикатов (Табл.5, кривая 1 на Фиг.2).
Аналогичные результаты получены при использовании форстерита - силиката магния Mg2SiO4 и муллита - 3Al2O3·2SiO2 [Шведков Е.Л. Словарь-справочник по трению, износу и смазке деталей машин. Киев: Наукова думка, 1979, стр.92].
50%
≤30
34%
33%
≤30
≤50
Характер кривой 1 на Фиг.2 указывает на увеличение износостойкости стали при добавлении в смазочный материал до 4 мас.% серпентинита. Снижение скорости изнашивания на начальном участке кривой 1 примерно в 4,5 раза происходит за счет образования металлокерамической защитной пленки. При содержании серпентинита в смазочном материале свыше 4 мас.% процесс абразивного изнашивания начинает преобладать над процессом образования защитной пленки, фрагменты которой разрушаются вторичными абразивными частицами после разложения серпентинита. При концентрации серпентинита в смазке, превышающей 9 мас.%, защитная пленка не образуется т.к. скорость абразивного изнашивания стали при этом превышает скорость образования защитной металлокерамической пленки. Таким образом, реализация II-го условия (притирка - упрочнение) нереальна.
Практическая реализация III-го условия эффективности доводочно-притирочных операций наглядно демонстрируется кривыми 2 и 3 на Фиг.2. Последовательное добавление более жестких абразивных частиц в смазочный материал, сначала окиси хрома, а затем окиси хрома и кварца, увеличило скорость изнашивания стали, что тождественно увеличению скорости съема припуска при доводке-притирке соответственно в 6 раз (кривая 2) и в 20 раз (кривая 3). Сопоставление vизн справедливо при Θа=4,0 мас.%. Таким образом, влияние на производительность финишных операций возможно за счет изменения концентрации и жесткости комбинированного абразивного наполнителя.
Таким образом, использование в качестве абразивных наполнителей в концентрате порошкообразных материалов с необычными свойствами и поведением в процессе финишных операций обработки деталей представляет возможность изменить традиционную технологию доводки-притирки, объединив грубую и тонкую обработку в одну операцию и, кроме того, реализовать ремонтно-восстановительную способность новых абразивных наполнителей, содержащих слоистые силикаты.
Результаты практической реализации IV условия эффективности доводочно-притирочного концентрата заявляемого состава и соответствующих абразивных паст в сравнении с эффективностью абразивной смеси, принятой за прототип, приведены на Фиг.3 и в Табл. 1-3.
Для шести вариантов абразивных паст с доводочно-притирочным концентратом заявляемого состава с различным содержанием компонентов, изменяющимся в пределах от 34 до 80 мас.%, и для притирочной пасты по прототипу была определена шероховатость обработанной поверхности (Фиг.3), а также длина и ширина пятна притирки на фаске клапана (Табл.1-Табл.3). Длина и ширина пятна притирки пастой заявляемого состава и пастой прототипа оказались одинаковыми. В то же время средние значения шероховатости фаски клапанов, притертых пастой заявляемого состава, оказались примерно в 3 раза меньше значений шероховатости, измеренных профилометром фирмы Hommel (Германия), после притирки пастой прототипа. В обоих случаях меньшие значения параметров шероховатости Rz и Ra соответствовали повышенному содержанию компонентов в пастах 88 и 90% соответственно, т.е. составу доводочно-притирочных концентратов (Фиг.3).
Зависимости Rz и Ra от суммарного количества компонентов ДΣ в сравниваемых пастах, показанные на Фиг.3 и в Табл.1-Табл.3, наглядно демонстрируют преимущество заявляемой пасты над пастой прототипа. Притирка клапанов пастой заявляемого состава обеспечивает 9-10 классы шероховатости, что и требуется для клапанов ДВС, тогда как паста прототипа дает только 6 кл. шероховатости, т.е. получистовую обработку деталей режущими инструментами, что недопустимо для микрорельефа ответственных и точных деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОВОДОЧНО-ПРИТИРОЧНАЯ ПАСТА С МИНЕРАЛЬНЫМИ НАПОЛНИТЕЛЯМИ | 2010 |
|
RU2441048C1 |
| АБРАЗИВНО-ПРИТИРОЧНЫЙ СОСТАВ | 1991 |
|
RU2034005C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| АБРАЗИВНО-ПРИТИРОЧНАЯ ПАСТА | 2011 |
|
RU2467047C1 |
| Абразивная паста | 1979 |
|
SU834081A1 |
| НАНОТЕХНОЛОГИЧЕСКАЯ АНТИФРИКЦИОННАЯ ПОРОШКОВАЯ КОМПОЗИЦИЯ (ВАРИАНТЫ), НАНОТЕХНОЛОГИЧЕСКАЯ СМАЗОЧНАЯ КОМПОЗИЦИЯ И СПОСОБ НАНОТЕХНОЛОГИЧЕСКОЙ СМАЗКИ | 2009 |
|
RU2415176C2 |
| ПАСТА ДЛЯ ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1996 |
|
RU2112000C1 |
| ПАСТА ДЛЯ ДОВОДКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2196157C2 |
| ПОЛИРОВАЛЬНАЯ ПАСТА | 1993 |
|
RU2079532C1 |
| Паста для притирки и доводки деталей из алюминиевого сплава | 1987 |
|
SU1527242A1 |
Изобретение относится к области механической обработки поверхности деталей, в частности к составам доводочно-притирочных концентратов и паст комплексного обрабатывающего-упрочняющего воздействия на поверхность деталей. Изобретение может быть использовано для притирки и упрочнения-восстановления клапанных устройств и деталей топливной аппаратуры двигателей внутреннего сгорания, плунжерных пар и других деталей. Технической задачей изобретения является создание концентрата для доводочно-притирочной пасты для одноступенчатой обработки, предполагающей сначала выполнить предварительную грубую обработку, а затем произвести окончательную тонкую обработку абразивом зернистостью <28 мкм. Задача решается тем, что доводочно-притирочный концентрат включает в свой состав абразивный порошок, поверхностно-активные вещества, загуститель и минеральное масло, отличающийся тем, что дополнительно содержит порошкообразную серу и абразивоподобные силикаты зернистостью М10-М5, при этом в качестве абразивного порошка используют порошок окиси хрома зернистостью М40-М28. 4 з.п. ф-лы, 5 табл., 3 ил.
| ДОВОДОЧНО-ПРИТИРОЧНАЯ ПАСТА | 2000 |
|
RU2167902C1 |
| Доводочно-притирочная паста "дизель-2" | 1975 |
|
SU583150A1 |
| Абразивная паста для притирки клапанов автомобильных двигателей | 1989 |
|
SU1691380A1 |
| WO 2004101695, 25.11.2004. | |||

