Изобретение относится к машиностроению и может быть использовано, например, при нагреве пресс-форм, жидких и газовых сред в промышленных и бытовых установках.
Известно устройство для нагрева жидких сред в емкостях, включающее трубчатый электронагреватель, состоящий из трубы с расположенной в ней засыпкой с электроспиралью. При его изготовлении производят намотку спирали, помещение ее внутрь трубы, засыпку электроизоляционного наполнителя и уплотнение наполнителя.
Основными недостатками известного устройства и способа его изготовления являются невысокая надежность, повышенная неравномерность температуры на поверхности, низкая электрическая прочность.
Данные недостатки обусловлены тем, что не удается обеспечить соосность нагревательного узла относительно трубы при ее наполнении электроизоляционным материалом. При наружном диаметре 5,0-8,5 мм номинальная толщина изоляционного слоя (между спиралью и трубкой нагревателя) составляет 0,9-1,5 мм, а осевое отклонение спирали может доходить до 1 мм.
Известно устройство для заполнения наполнителем, которое содержит трубчатую направляющую, привод для придания движения направляющей, фиксатор, бункер для накопителя, питатель для подачи наполнителя в зазор между направляющей и оболочкой и вибраторы для уплотнения наполнителя.
Недостатками известного устройства являются сложная настройка и недостаточная скорость наполнения (до 250 мм/мин), кроме того, наполнитель после набивки имеет относительно низкую плотность (до 70% от теоретической плотности). Для получения более высокой плотности наполнителя оболочки обжимают до меньшего диаметра и получают плотность до 87% от теоретической плотности.
Наиболее близким к заявляемому в части способа изготовления является способ изготовления устройства для нагрева, который включает установку нагревательного узла внутрь оболочки трубчатый элемент, засыпку электроизоляционного материала, опрессовку, калибровку наружной поверхности оболочки и закрепление донышка. К нагревателям предъявляются жесткие требования по точности изготовления их по длине, наружной поверхности, а также предъявляются требования к герметичности оболочки.
Однако при вышеуказанном способе изготовления устройства для нагрева недостатком является то, что уплотнение электроизоляционного наполнителя ведут за счет пластической деформации оболочки, например, на многовалковых вальцах, ротационно-ковочной машине или прокатном стане, и при плотности утряски от 2100 до 2500 кг˙м разброс удлинения после обжатия составляет 30-35% Кроме того, при подобной опрессовке ТЭНов происходит изменение сопротивления нагревательной проволоки, а это в свою очередь приводит к разбросу электрических параметров ТЭНов. Известная технология предполагает закрепление (приварку, припайку) донышка после засыпки электроизоляционным наполнителем и обжима оболочки. Такая последовательность операций не позволяет выполнить качественный сварной шов и с достаточной надежностью осуществить его контроль.
Наиболее близким к заявляемому в части устройства для наполнения является устройство для наполнения, которое состоит из бункера для накопителя, неподвижно закрепленного на станине, стопора для фиксации оболочки, а также привода вращения полого шнека, установленного на подвижной платформе, связанной с механизмом нагружения. Устройство обладает высокой производительностью, позволяет исключить такую операцию, как обжатие оболочки до меньшего диаметра, и хорошо зарекомендовало себя при изготовлении двухконцевых ТЭНов. Однако применение устройства для изготовления нагревателей патронного типа затруднительно. Это связано с тем, что не удается зафиксировать нагревательный элемент внутри оболочки с установленным на ней донышком. В результате этого в процессе засыпки и уплотнения наполнителя происходит "выжимание" нагревательного элемента из оболочки.
Задачей изобретения является повышение надежности и качества нагревателей (стабильность электрических параметров и размеров, герметичность).
Для достижения указанного результата предлагается при изготовлении устройства для нагрева, включающем установку нагревательного узла внутрь оболочки трубчатый элемент, засыпку электроизоляционного материала, опрессовку, калибровку наружной поверхности оболочки и закрепление донышка, проводить калибровку наружной поверхности оболочки после закрепления донышка, но до засыпки, а уплотнение вести одновременно с засыпкой, при этом устройство для заполнения наполнителем трубчатого нагревателя, состоящее из неподвижно закрепленных на станине бункера для наполнителя и стопора для фиксации оболочки, а также из привода вращения полого шнека, установленного на подвижной платформе, связанной с механизмом нагружения, оснастить съемным фиксатором нагревательного узла, размещенным внутри полого шнека и жестко связанным со станиной. Устройство может быть дополнительно оснащено охранной трубой, расположенной между полым шнеком и фиксатором нагревательного узла, один конец которой закреплен на подвижной платформе.
Техническим результатом данного изобретения является возможность качественного изготовления чехла (присоединение донышка, калибровка оболочки) до заполнения его начинкой.
Способ осуществляют следующим образом.
Изготавливают оболочку, донышко и соединяют их, например, сваркой. Производят калибровку оболочки на бесцентрошлифовальном станке, удаляя одновременно при этом прилив сварного шва. Далее при необходимости контролируют сварной шов на герметичность, устанавливают в чехол нагревательный узел, а затем осуществляют засыпку наполнителя с одновременным уплотнением.
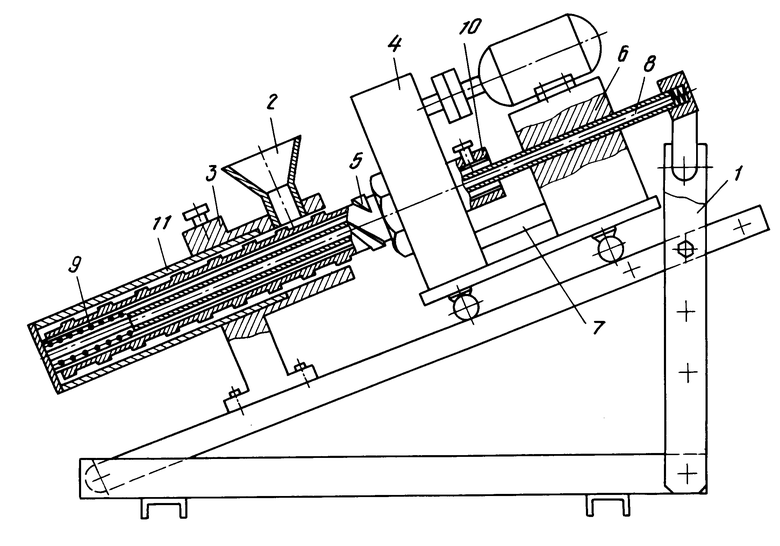
На чертеже представлено заявляемое устройство для заполнения наполнителем.
Оно состоит из станины 1 с неподвижно закрепленными на ней бункером 2 для наполнителя и стопором 3 для фиксации чехла, привода 4 вращения полого шнека 5, установленного на подвижной платформе 6, связанной с механизмом 7 нагружения, а также съемного фиксатора 8 нагревательного узла 9, размещенного внутри полого шнека и жестко связанного со станиной. Между полым шнеком и фиксатором расположена охранная труба 10, консольно закрепленная на подвижной платформе (корпусе привода).
Устройство работает следующим образом.
Чехол ТЭНа 11 (оболочку с закрепленным на ней донышком) фиксируют стопором 3, внутрь чехла помещают нагревательный узел 9. В зазор между чехлом и нагревательным узлом устанавливают полый шнек 5 и охранную трубу 10. Шнек проходит через бункер 2 и свободным концом прикрепляется к приводу 4 для его вращения. Охранная труба проходит через привод и закрепляется на его корпусе. Свободные торцы шнека и охранной трубы должны находиться в одной плоскости. От осевого перемещения нагревательный узел предохраняют фиксатором 8, который пропускают через привод и охранную трубу до контакта с нагревательным узлом и закрепляют на станине. Длина фиксатора должна быть достаточной для перемещения подвижной платформы на начальном этапе заполнения и уплотнения. Наполнитель засыпают в бункер и включают привод. Шнек захватывает наполнитель и подает его внутрь заготовки ТЭН, где крайний виток шнека уплотняет наполнитель до тех пор, пока не будет преодолено усилие, создаваемое грузом. После преодоления усилия груза начинается взаимное перемещение шнека и заготовки ТЭН. Охранная труба, не вращаясь, перемещается вместе со шнеком, предохраняя нагревательный узел от повреждений. После заполнения и уплотнения определенной части заготовки фиксатор 8 может быть снят, и дальнейшая работа может идти без него.
Предложенные способ и устройство позволяют изготавливать герметичные патронные ТЭНы с высокой стабильностью электрических параметров и размеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ТРУБ | 1992 |
|
RU2015854C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2008 |
|
RU2371887C1 |
| Устройство для заполнения наполнителем оболочек группы трубчатых электронагревателей | 1979 |
|
SU864595A1 |
| НАГРЕВАТЕЛЬНЫЙ БЛОК ДЛЯ ТРАНСПОРТНОГО ЭЛЕКТРОКАЛОРИФЕРА (ВАРИАНТЫ) | 2013 |
|
RU2514523C1 |
| Способ изготовления трубчатого электронагревателя | 1980 |
|
SU944167A1 |
| БЛОК ПЕРЕЗАРЯДКИ ПНЕВМОДРОБЕСТРУЙНЫХ КАМЕР | 1993 |
|
RU2066618C1 |
| ПЛАВКИЙ ПРЕДОХРАНИТЕЛЬ | 1993 |
|
RU2050619C1 |
| ТЭН С ЗАЩИТОЙ ОТ ПЕРВИЧНОЙ НАКИПИ (ВАРИАНТЫ) | 2008 |
|
RU2385552C1 |
| ТРУБЧАТЫЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ | 2002 |
|
RU2239958C2 |
| Способ изготовления трубчатого электронагревателя | 1984 |
|
SU1246418A1 |
Использование: изобретение относится к машиностроению и может быть использовано, в частности, при нагреве пресс-форм, жидких и газовых сред в промышленных и бытовых установках. Сущность изобретения: донышко приваривают к оболочке, оболочку калибруют, нагревательный узел устанавливают внутри оболочки, после чего осуществляют засыпку с одновременным уплотнением ее. Устройство для заполнения наполнителя содержит неподвижно закрепленные на станине бункер для наполнителя и стопор для фиксации оболочки, привод вращения полого шнека, размещенный на подвижной платформе, кинематически связанной с механизмом нагружения. Устройство дополнительно оснащено съемным фиксатором нагревательного узла, размещенным внутри полого шнека и жестко связанным со станиной. 2 с. и 1 з.п. ф-лы, 1 ил.
| Устройство для заполнения наполнителем трубчатого электронагревателя | 1981 |
|
SU1028230A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
