Изобретение относится к порошковой металлургии, в частности к устройствам для нанесения покрытий из металлических порошков на внутреннюю поверхность изделий.
Известно устройство для нанесения покрытий из металлических порошков, включающее электромагнит с сердечником, выполненный в виде диска, источника тока и привода, причем электромагнит установлен внутри изделия [1].
Однако такое устройство пригодно только для нанесения покрытий из ферромагнитных порошков.
Известно также устройство для нанесения покрытий из металлических порошков, содержащее емкость для порошка и привод. При этом емкость и покрываемое изделие установлены на приводе, а устройство в сборе размещено внутри высокочастотного индуктора [2].
Это устройство не позволяет наносить покрытия на внутреннюю поверхность длинномерных изделий, что обусловлено ограниченными размерами емкости для порошка и ее стационарным размещением относительно изделия.
Известно "Устройство для нанесения покрытий из порошков на внутреннюю поверхность изделий, содержащее узел нагрева, зажимное приспособление, узел вращения с приводом. Однако это устройство из-за относительно больших габаритов непригодно для нанесения внутренних покрытий на длинномерные малого диаметра трубы.
В известном устройстве описан механизм принудительного перемещения порошка вдоль трубы за счет силового взаимодействия между шнеком и транспортируемым порошком. Причем оно предусматривает наличие шнека от начала трубы до места, в которое транспортируется порошок, т.е. вдоль всей трубы. Такое устройство, обеспечивая транспорт порошка, не может решить задачу нанесения слоя из-за отсутствия условий фиксации порошка на внутренней поверхности трубы. Кроме того, необходимость соответствия размеров шнека размерам трубы, т.е. большой длине при малом диаметре, неизбежно ведет к значительным, и, как правило, непреодолимым трудностям создания необходимой жесткости шнека. Нежесткий шнек из-за возможных прогибов не может обеспечить нанесение равнотолщинного, бездефектного, сплошного слоя на внутреннюю поверхность трубы.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является выбранное в качестве прототипа "Устройство для нанесения покрытий из металлических порошков, содержащее емкость для порошка, емкость для клеющего вещества, обечайкой которой служат стенки обрабатываемой трубы, и привод поступательного движения с тягой.
Это устройство обладает следующими недостатками.
Во-первых, при невертикальной ориентации обрабатываемой трубы отсутствует гарантия 100% заполнения объема камеры, образованной самой трубой и крышками (заглушкой и пробкой), клеющим веществом и, следовательно, гарантия сплошного нанесения последнего на всю обрабатываемую поверхность, что ведет к появлению несплошностей в наносимом слое.
Во-вторых, при превышении усилия тяги и износа трущейся поверхности подвижной крышки возможно перетекание клеющего вещества из емкости для него на уже нанесенный слой, что приведет к смыванию порошка из этого слоя и разрушению последнего.
В-третьих, из-за отсутствия гарантированного центрирования подвижной крышки относительно трубы возможны перекосы этой крышки относительно оси трубы, что приведет к неравнотолщинности наносимого слоя клеющего вещества, а в итоге самого покрытия.
В-четвертых, наличие трения между обрабатываемой поверхностью трубы и порошком в бункере, движущемся вдоль трубы, неизбежно вызывает скольжение одной или группы частиц вдоль обрабатываемой поверхности. Такое скольжение определяет дефекты в наносимом слое в виде царапин, непокрытых порошком участков и других видов несплошности.
Все перечисленные недостатки в значительной степени усиливаются при невертикальной ориентации обрабатываемой трубы, а при достаточно большой длине этой трубы делают рассматриваемой устройство непригодным к реализации.
Указанные недостатки прототипа сводятся в итоге к невозможности получения качественного, равнотолщинного внутреннего покрытия по всей поверхности невертикально ориентированных длинномерных труб.
Предлагаемое изобретение направлено на обеспечение возможности нанесения на внутреннюю поверхность длинномерных труб малого диаметра качественного, равнотолщинного покрытия при любой ориентации этих труб путем автономного выполнения емкости для клеющего вещества посредством жесткого крепления обеих ее крышек с помещенной между ними перфорированной жесткой обечайкой, облицованной мягкой упругой оболочкой с капиллярно-пористой структурой по всему объему на полом стержне с перегородкой в его внутренней полости, разделяющей эту полость на зоны клеющего вещества и порошка и имеющем в зоне емкости для клеющего вещества сквозные отверстия перпендикулярные оси стержня, а в зоне подачи порошка непосредственно за перегородкой в нижней части сквозной паз, за которым к стержню крепится соединенный с механизмом принудительной подачи порошка и проходящий сквозь укрепленную на торце трубы центрирующую втулку, желоб, имеющий в верхней части вдоль образующей по всей длине разрез, в который перед обрабатываемой трубой заглублен расширитель, образующий отверстие в этом желобе для подачи в него порошка.
Центрирование стержня с емкостями по обрабатываемой поверхности трубы осуществляется направляющей, расположенной на этом стержне со стороны емкости для клеющего вещества соосно с трубой. Сама труба кинематически связана с механизмом, сообщающим ей вращение.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемое устройство отличается от прототипа конструкцией емкости для клеющего вещества, обеспечивающей ее автономность и возможность принудительной подачи клеющего вещества в зону нанесения слоя и состоящей из стержня, крышек, обечайки с оболочкой, описанных выше, а также конструкцией емкости для порошка, расположенной во внутренней полости стержня, наличием подсоединяемого к этой емкости трубчатого, гибкого упругого желоба для транспортировки порошка к емкости для порошка, имеющего в верхней части сквозной разрез вдоль образующей по всей длине этого желоба и заглубленного внутрь него расширителя, образующего отверстие для загрузки порошка в желоб.
Таким образом, заявляемое "Устройство для нанесения покрытий на внутреннюю поверхность длинномерных труб" соответствует критерию "новизна".
Сравнение заявляемого решения с прототипом и другими техническими решениями показало, что сами механизмы принудительной подачи порошка и клеющего вещества и сообщающие поступательное движение камеры вдоль трубы и вращение самой трубе, а также применение их в устройствах для нанесения слоев порошка на поверхность труб известны.
Однако, то же сравнение заявляемого решения с прототипом и другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "изобретательский уровень".
Металлические трубы с внутренним покрытием из металлических порошков, нанесенным с помощью данного устройства по сравнению с такими же трубами без покрытий характеризуются повышенными в 2-4 раза коэффициентами теплоотдачи и теплопередачи, возможностью работать без пережогов при повышенных мощностях тепловых потоков, большей равномерностью распределения тепловой нагрузки по поверхности трубы и т.д., что резко повышает эффективность теплообменных процессов, в которых они используются.
Существующие в настоящее время устройства для нанесения внутренних покрытий или вообще неприменимы для труб с малым диаметром отверстий, или не создают капиллярно-пористой по всему объему покрытия структуры, обеспечивающей перечисленные выше преимущества. Следовательно, рассматриваемое устройство эффективно использовать, например, для нанесения внутренних пористых покрытий на поверхностях труб, входящих в состав различной теплообменной аппаратуры.
Таким образом, предлагаемое изобретение соответствует также и критерию "промышленная применимость".
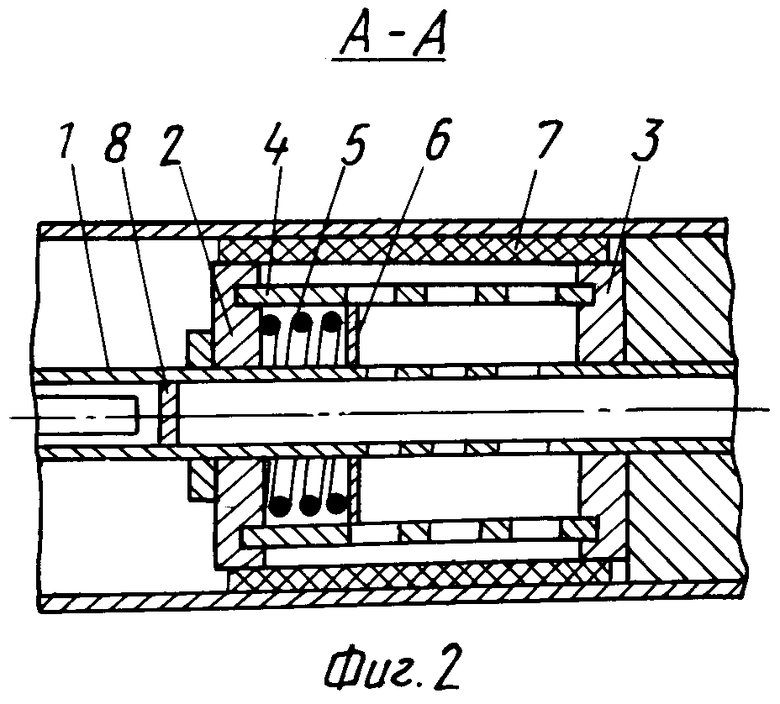
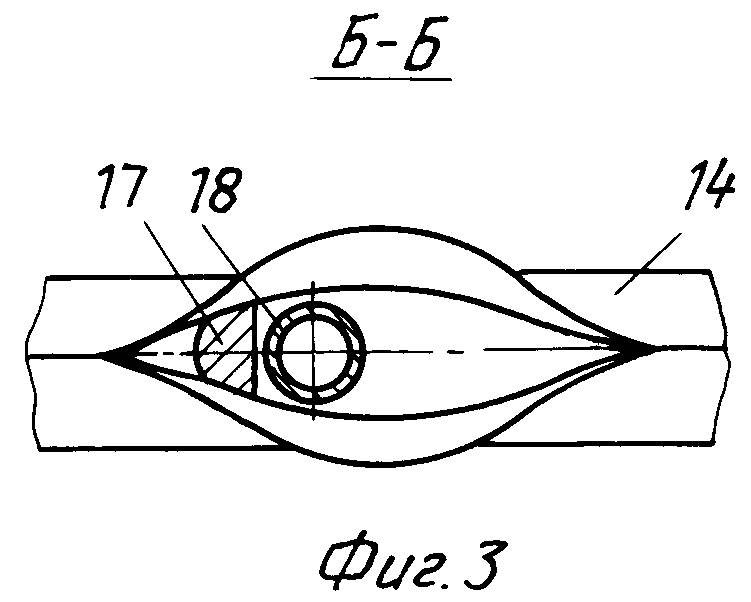
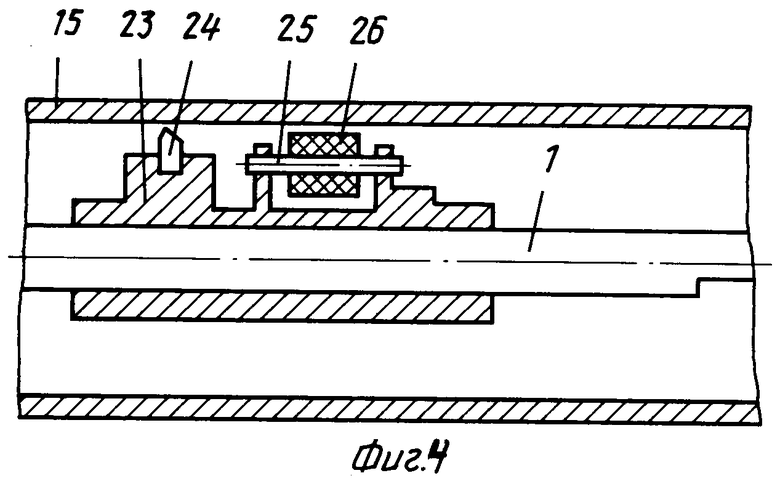
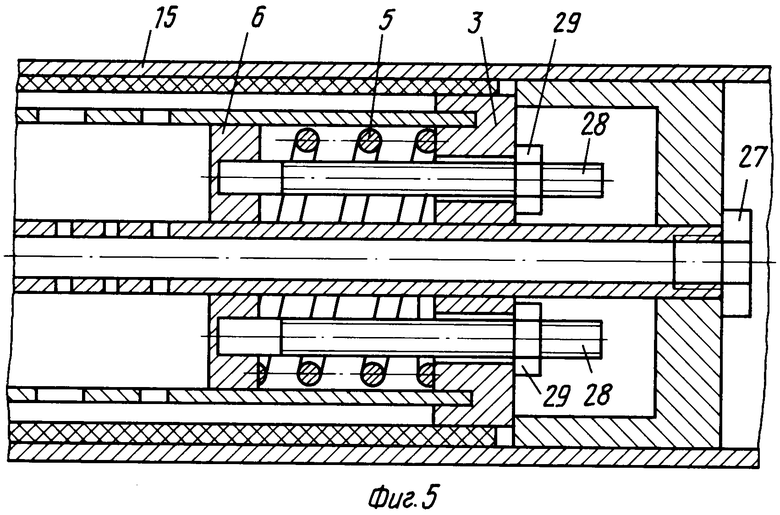
На фиг.1 показан продольный разрез устройства для нанесения покрытий из порошковых материалов на внутреннюю поверхность длинномерных труб; на фиг.2 - емкость для клеющего вещества, разрез; на фиг.3 - отверстие в желобе, образуемое расширителем для загрузки наносимого порошкового материала в желоб; на фиг.4 - разрез узла механической обработки нанесенного покрытия; на фиг.5 - разрез емкости для клеющего вещества с разовой загрузкой.
Устройство состоит (фиг.1) из емкости для клеющего вещества, разрез которой приведен на фиг.2, включающей в себя стержень 1 с жестко укрепленными на нем левой 2 и правой 3 крышками, между которыми расположена перфорированная обечайка 4, с помещенными внутрь нее компенсирующей пружиной 5, стабилизирующей давление клеющего вещества в емкости, и подвижным днищем 6. С внешней стороны эта емкость ограничена мягкой упругой с капиллярно-пористой структурой оболочкой 7, укрепленной на крышках 2 и 3. Стержень 1 разделен перегородкой 8 на правую и левую части. Правая часть относится к емкости для клеющего вещества и служит для заполнения этой емкости самим клеющим веществом. Левая часть стержня 1 является емкостью для наносимого порошкообразного материала. На стержне 1 (фиг.1) справа за емкостью для клеющего вещества расположена направляющая 9, к которой прикреплены тяги 10, соединенные с приводом (на чертеже не показан) перемещения стержня вдоль трубы и с той же стороны на стержень укреплен шланг 11, по которому в емкость для клеющего вещества из бака 12 с помощью механизма принудительной подачи 13 поступает само клеющее вещество.
Левая часть стержня, являющаяся емкостью для наносимого порошкового материала, соединена с желобом 14, входящим внутрь обрабатываемой трубы 15 сквозь центрирующую втулку 16 и имеющим вдоль всей длины по образующей разрез, в который перед входом в обрабатываемую трубу 15 заглублен расширитель 17, образующий в желобе 14 отверстие (фиг.3) для входа в него питателя 18, соединенного через механизм 19 принудительной подачи порошка с бункером 20. Сама обрабатываемая труба 15 укреплена в опорах 21 и соединена через промежуточное звено 22 с механизмом, сообщающим ей вращение (на чертеже не показан).
Описываемое устройство может включать в себя узел механической обработки нанесенного покрытия (фиг.4), состоящий из жестко укрепленного на стержне 1 держателя 23, в котором укреплены резец 24 и расположенный на оси 25 уплотняющий ролик 26.
Устройство работает следующим образом.
Обрабатываемую трубу 15 устанавливают в неподвижных опорах 21 и подсоединяют ее к приводу вращения, закреплением на нее промежуточного звена 22. Затем на стержне 1 монтируют в соответствии с фиг.2 емкость для клеющего вещества, направляющую 9 с прикрепленными к ней тягами 10, шланг 11 для подачи клеющего вещества, уже подсоединенный через механизм 13 к баку 12, а с противоположной от шланга 11 стороны закрепляют желоб 14. Далее свободный конец желоба 14 вводят со стороны окончания процесса нанесения покрытия внутрь трубы 15 и перемещают его вдоль всей трубы 15 сквозь центрирующую втулку 16 вплоть до расположения емкости для клеющего вещества (или узла механической обработки покрытия, если он используется) у противоположного торца трубы 15. Соединяют желоб 14 с механизмом 19 подачи порошка.
После проведения описанных операций устройство к работе готово. Для проведения процесса нанесения включают механизм 13 принудительной подачи клеющего вещества. Через некоторое время (определяется предварительно экспериментально по состоянию внешней поверхности выдвинутой наружу оболочки 7 визуально) клеющее вещество, нагнетаемое механизмом 13 из бака 12 по шлангу 11 во внутреннюю полость стержня 1, через радиальные отверстия в нем заполняет внутренний объем обечайки 4 и сквозь отверстия в ней по порам в оболочке 7 переходит на внешнюю поверхность этой оболочки. После этого включают механизм подачи порошка 19 и по достижению порошком паза в стержне 1 (определяется просыпанием порошка из паза) включают механизм перемещения стержня 1 вдоль трубы и механизм вращения последней. Начался непосредственно процесс нанесения покрытия.
Клеющее вещество в процессе нанесения покрытия при поступательном движении стержня 1 с емкостью для клеющего вещества вдоль обрабатываемой трубы 15 переносится с внешней поверхности оболочки 7 на внутреннюю поверхность трубы 15 и сразу же вслед за этим в соответствии с конструкцией из паза в стержне 1 на нанесенное клеющее вещество просыпается принудительно транспортируемый к пазу порошок, который там и фиксируется за счет приклеивания. Вращение трубы 15 и поступательное перемещение стержня 1 обеспечивает равномерное в течение всего процесса нанесение слоя клеющего вещества и на него слоя порошка.
Далее, в случае использования узла механической обработки покрытия, на уже нанесенное покрытие перемещается уплотняющий ролик 26 и за ним режущая кромка резца 24. В результате совмещения вращательного движения трубы 15 и поступательного движения ролика 26 и резца 24 происходит сначала уплотнение слоя и затем нарезание заданного профиля по всей поверхности нанесенного покрытия.
Транспортировка порошка из бункера 20 к пазу в стержне 1 происходит в соответствии с фиг.1 путем загрузки его в желоб 14 через отверстие, образуемое в желобе расширителем 17. Расширитель 17 заглублен в разрез желоба 14 и благодаря своей конфигурации (сечение Б-Б на фиг.3) при надвигании на него движущегося поступательно за стержнем 1 желоба 14 раскрывает его по имеющемуся в нем разрезу, в результате чего образуется отверстие, в которое помещается питатель 18, соединенный с механизмом 19 принудительной подачи порошка в желоб и дальнейшего перемещения его по желобу к месту нанесения покрытия.
Возможны и другие варианты. Например, в указанное отверстие из бункера самотеком засыпается порошок, а рабочий орган (шнек, колесо с лопастями, поршень и т.п.) механизма подачи порошка, уже расположенный в месте образования этого отверстия, продвигает порошок вдоль желоба 14 к пазу в стержне 1, т.е. к месту нанесения покрытия. За расширителем благодаря своей упругости и втулке 16 желоб закрывается.
Загрузку порошка в желоб рационально производить в непосредственной близости от обрабатываемой трубы, тогда оставшуюся незадействованную часть желоба благодаря его гибкости в целях экономии площадей можно поместить в любом не занятом месте и не обязательно по прямой линии. То же относится и к шлангу 11 с клеющим веществом. Желоб и шланг могут выполняться мягкими или из жесткой трубы. В последнем случае загрузка производится со свободного конца.
После нанесения покрытия на всей длине трубы отключаются все механизмы, желоб со стержнем извлекаются из трубы.
Обработанная труба отсоединяется от привода вращения, вынимается из опор и подвергается термообработке, в результате которой клеющее вещество выгорает, а порошок припекается к трубе.
Как видно из выше сказанного, устройство обеспечивает нанесение покрытия при любой ориентации трубы. Конструкция емкости для клеющего вещества исключает возможность протекания из него клеющего вещества на уже нанесенный слой. При нанесении самого порошка отсутствуют какие-либо факторы, вызывающие появление механических повреждений нанесенного покрытия.
При использовании узла механической обработки нанесенного покрытия для устранения возможности повреждения последнего при его уплотнении вследствие скольжения по нему уплотняющего ролика 26 и обеспечения только качения последнего по слою ось 25 ролика 26 расположена перпендикулярно винтовой линии, по которой ролик движется относительно внутренней поверхности трубы.
Для обеспечения уплотнения всего нанесенного слоя порошка длина ролика должна быть больше длины паза в стержне 1.
Профиль, образуемый на нанесенном слое резцом 24, определяется заточкой режущей кромки последнего и может выбираться в соответствии с предъявляемыми требованиями. Для увеличения получаемой свободной поверхности и технологического упрощения нанесения сложного профиля возможна установка в держателе 23 двух и более резцов одновременно.
Длина L сквозного паза в стержне 1 для подачи порошка в место наносимого покрытия для нанесения сплошного слоя должна быть не меньше шага винтовой линии относительно движения паза по поверхности трубы, т.е. L >  , где v - скорость перемещения стержня 1, n - скорость вращения трубы 15. Варьируя величинами L, v, n, можно наносить как сплошной слой, так и в форме винтовой линии.
, где v - скорость перемещения стержня 1, n - скорость вращения трубы 15. Варьируя величинами L, v, n, можно наносить как сплошной слой, так и в форме винтовой линии.
Скорость фиксации нанесенного порошка на поверхности трубы можно изменить, или варьируя составом клеющего вещества, определяющим клеющие свойства последнего, или подвергая трубу в требуемых местах обогреву известными способами и известными устройствами, например, помещением внутрь индуктора установки ТВЧ, что может потребоваться при использовании узла механической обработки нанесенного покрытия.
Если в рассматриваемом устройстве емкость для клеющего вещества вмещает все количество клеющего вещества, требуемого для нанесения пористого покрытия, то она не нуждается в постоянной подпитке клеющим веществом и, следовательно, отпадает необходимость в использовании шланга 11, механизма 13 и бака 12.
В этом случае (фиг.5) стержень 1 со стороны емкости для клеющего вещества снабжен резьбовой пробкой 27, а на подвижном днище 6 перпендикулярно ему жестко укреплены штоки 28, проходящие сквозь отверстия в крышке 2 и имеющие возможность перемещаться в осевом направлении в этих отверстиях. Свободные концы этих штоков снабжены приспособлением, например резьба на штоке - гайка 29, способным фиксировать положение подвижного днища 6 в крайнем правом положении при максимально сжатой пружине 5.
Клеющее вещество заливается в емкость через отверстие в стержне 1 со стороны резьбовой пробки 27, при этом пружина 5 сжата, подвижное днище 6 зафиксировано в положении, максимально близком к крышке 3.
После заполнения емкости клеющим веществом завинчивается пробка 27, штоки 28 освобождаются от фиксирующего приспособления, например, свинчиванием гаек - 29 со штоков 28, в результате чего пружина 5 получает возможность свободно воздействовать на подвижное днище 6.
Нанесение клеющего вещества во внутреннюю поверхность трубы осуществляется по описанной выше схеме.
По мере уменьшения клеющего вещества в емкости подвижное днище 6 под действием пружины 5 постоянно поджимает оставшееся в емкости клеющее вещество, обеспечивая сплошность его по внутренней, а следовательно, за счет пористой структуры и внешней поверхностях оболочки 7.
Описанное устройство было опробовано, использовано и дало положительные результаты при изготовлении опытной партии теплообменных труб диаметром 14 мм и длиной 2 м.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ КАПИЛЛЯРНО-ПОРИСТЫХ ПОКРЫТИЙ ИЗ РАЗЛИЧНЫХ В КАЖДОМ СЛОЕ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2027551C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ВНУТРЕННЕЙ ПОЛОСТИ ТРУБОПРОВОДА | 1998 |
|
RU2187744C2 |
| УСТАНОВКА ДЛЯ СУШКИ СЫПУЧИХ МАТЕРИАЛОВ | 1993 |
|
RU2043588C1 |
| Устройство для нанесения покрытий из металлических порошков | 1980 |
|
SU956150A1 |
| ПНЕВМАТИЧЕСКИЙ АЭРАТОР | 1992 |
|
RU2071955C1 |
| АЭРАЦИОННАЯ СИСТЕМА | 2001 |
|
RU2196742C1 |
| УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 2004 |
|
RU2278904C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ТРУЩИХСЯ ПОВЕРХНОСТЯХ | 1994 |
|
RU2057257C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННОГО ТЭНА ДЛЯ НАГРЕВА ЖИДКОЙ ИЛИ ГАЗОВОЙ СРЕДЫ И УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ НАПОЛНИТЕЛЕМ ТРУБЧАТОГО ЭЛЕМЕНТА ПАТРОННОГО ТЭНА | 1992 |
|
RU2035364C1 |
| СПОСОБ ПОСЛОЙНОГО ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2032535C1 |
Сущность изобретения: нанесение покрытий на внутренние поверхности труб осуществляют с помощью устройства, включающего стержень 1 с жестко закрепленными на нем левой 2 и правой 3 крышками, между которыми расположена перфорированная обечайка 4 с размещенной внутри нее компенсирующей пружиной 5. Обрабатываемую трубу 15 устанавливают в неподвижных опорах 21 и подсоединяют к приводу вращения закреплением на ней промежуточного звена 22. Затем на стержне 1 монтируют емкость для клеящего вещества, направляющую 9 с прикрепленными к ней тягами 10, шланг 11 для подачи клеящего вещества, подсоединенный через механизм 13 к баку 12, а с противоположной от шланга 11 стороны закрепляют желоб 14. Для проведения процесса нанесения покрытия включают механизм 13 принудительной подачи клеящего вещества. Клеящее вещество, нагнетаемое во внутреннюю полость стержня 1, через радиальные отверстия в нем заполняет внутренний объем обечайки 4 и сквозь отверстия в ней по порам в оболочке 7 переходит на внешнюю поверхность этой оболочки. Затем включают механизм подачи порошка 19 и по достижению порошком паза в стержне 1 включают механизм перемещения стержня вдоль трубы и механизм вращения последней. Устройство обеспечивает равномерное в течение всего процесса нанесение слоя клеящего вещества и на него слоя порошка. Устройство предусматривает уплотнение нанесенного покрытия роликом 26 и резцом 24. 2 з. п. ф-лы, 5 ил.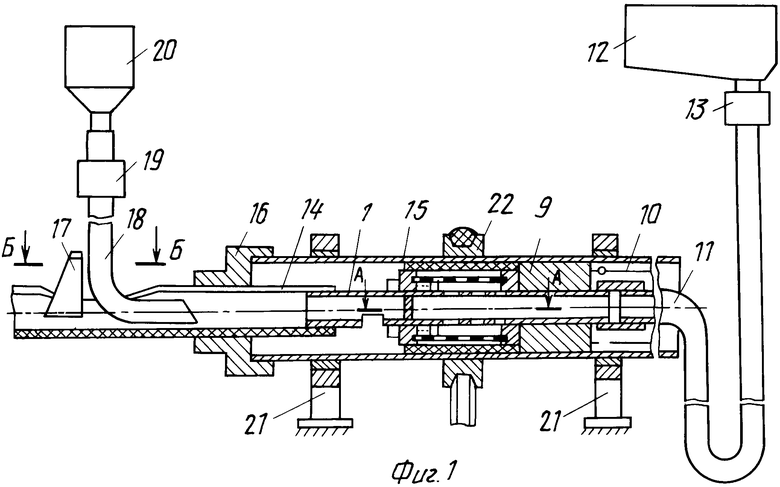
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для нанесения покрытий из металлических порошков | 1980 |
|
SU956150A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
