Изобретение относится к электроехнике, в частности к способам изготовления трубчатых электронагреателей (ТЭН), предназначенных для нагрева различных сред в промьшшен- j ности, сельском хозяйстве и других отраслях народного хозяйства.
Цель изобретения - снижение материалоемкости и повышение качества ТЭН путем снижения величины колеба- ю НИН электросопротивления резистив- ного элемента.
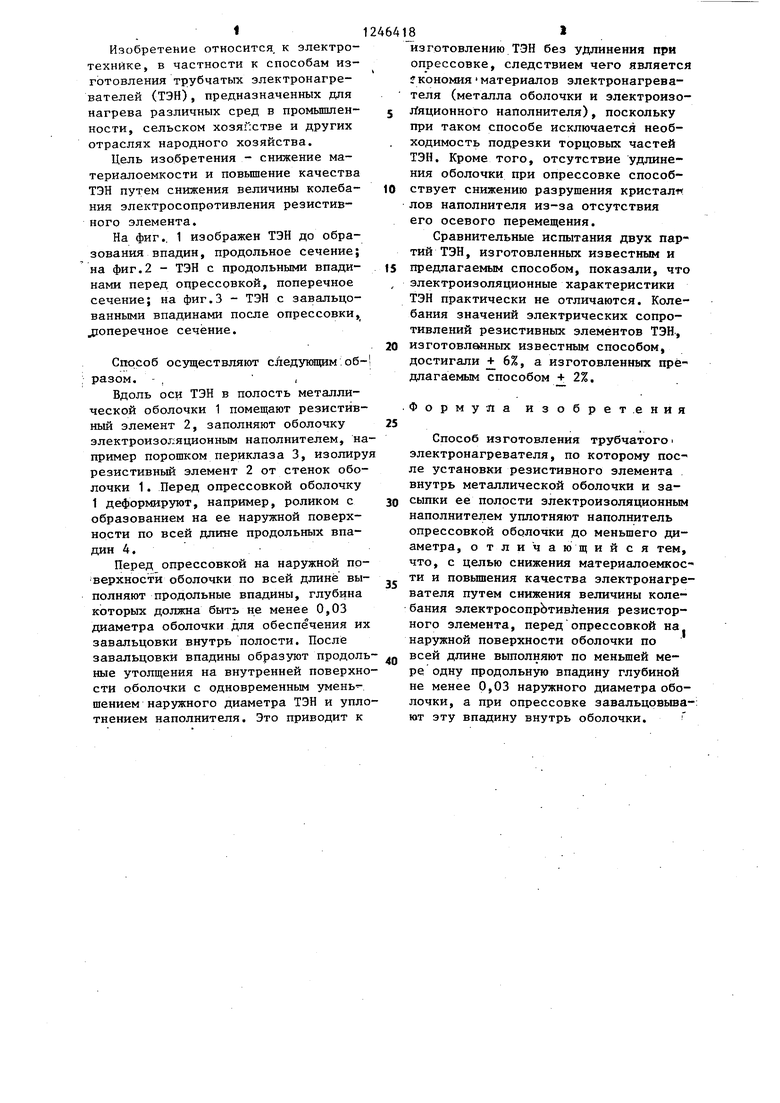
На фиг.. 1 изображен ТЭН до образования впадин, продольное сечение; на фиг.2 - ТЭН с продольными впади- |5 нами перед одрессовкой, поперечное сечение; на фиг.З - ТЭН с завальцо- ванными впадинами после опрессовки, jonepe4Hoe сечение.
20
Способ осуществляют следукнцим;об- разом. - , ,
Вдоль оси ТЭН в полость металлической оболочки 1 помещают резистив- ный элемент 2, заполняют оболочку 25 электроизоляционным наполнителем, например порошком периклаза 3, изолируя резистивный элемент 2 от стенок оболочки 1. Перед опрессовкой оболочку 1 деформируют, например, роликом с зо образованием на ее наружной поверхности по всей длине продольных впадин 4.
Перед опрессовкой на наружной поверхности оболочки по всей длине вы- , полняют продольные впадины, глубина которых должна быть не менее 0,03 диаметра оболочки для обеспечения их завальцовки внутрь полости. После завальцовки впадины образуют продоль- .« ные утолщения на внутренней поверхности оболочки с одновременным умень шением наружного диаметра ТЭН и уплотнением наполнителя. Это приводит к
изготовлению ТЭН без удлинения при опрессовке, следствием чего является кономия материалов электронагревателя (металла оболочки и электроизоляционного наполнителя), поскольку при таком способе исключается необходимость подрезки торцовых частей ТЭН. Кроме того, отсутствие удлинения оболочки при опрессовке способствует снижению разрушения кристалт лов наполнителя из-за отсутствия его осевого перемещения.
Сравнительные испытания двух партий ТЭН, изготовленных известным и предлагаемым способом, показали, что электроизоляционные характеристики ТЭН практически не отличаются. Колебания значений электрических сопротивлений резистивных элементов ТЭН, изготовленных известным способом, достигали + 6%, а изготовленных предлагаемым способом j-H 2%.
Формула изобрет.ения
Способ изготовления трубчатого электронагревателя, по которому после установки резистивного элемента внутрь металлической оболочки и засыпки ее полости электроизоляционным наполнителем уплотняют наполнитель опрессовкой оболочки до меньшего диаметра, о тли чающийся тем, что, с целью снижения материалоемкости и повьш1ения качества электронагревателя путем снижения величины коле- бания электросопрЬтивйения резистор- ного элемента, перед опрессовкой на наружной поверхности оболочки по всей длине выполняют по меньшей мере одну продольную впадину глубиной не менее наружного диаметра оболочки, а при опрессовке завальцовыва- ют эту впадину внутрь оболочки.
,
...
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ | 2002 |
|
RU2274962C2 |
| Способ изготовления трубчатого электронагревателя | 1980 |
|
SU944167A1 |
| Способ изготовления трубчатого электронагревателя | 1987 |
|
SU1522431A1 |
| Способ изготовления трубчатого электронагревателя | 1982 |
|
SU1069196A1 |
| Способ изготовления трубчатого электронагревателя @ -образной формы | 1980 |
|
SU930755A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ЭЛЕКТРОНАГРЕВАТЕЛЕЙ | 1995 |
|
RU2096929C1 |
| Способ определения долговечностиРЕзиСТиВНОгО элЕМЕНТА ТРубчАТОгОэлЕКТРОНАгРЕВАТЕля | 1979 |
|
SU830665A1 |
| Способ изготовления герметичного трубчатого электронагревателя | 1980 |
|
SU965028A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРОННОГО ТЭНА ДЛЯ НАГРЕВА ЖИДКОЙ ИЛИ ГАЗОВОЙ СРЕДЫ И УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ НАПОЛНИТЕЛЕМ ТРУБЧАТОГО ЭЛЕМЕНТА ПАТРОННОГО ТЭНА | 1992 |
|
RU2035364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ С ТЕРМОВЫКЛЮЧАТЕЛЕМ РАЗОВОГО ДЕЙСТВИЯ | 2000 |
|
RU2187859C2 |
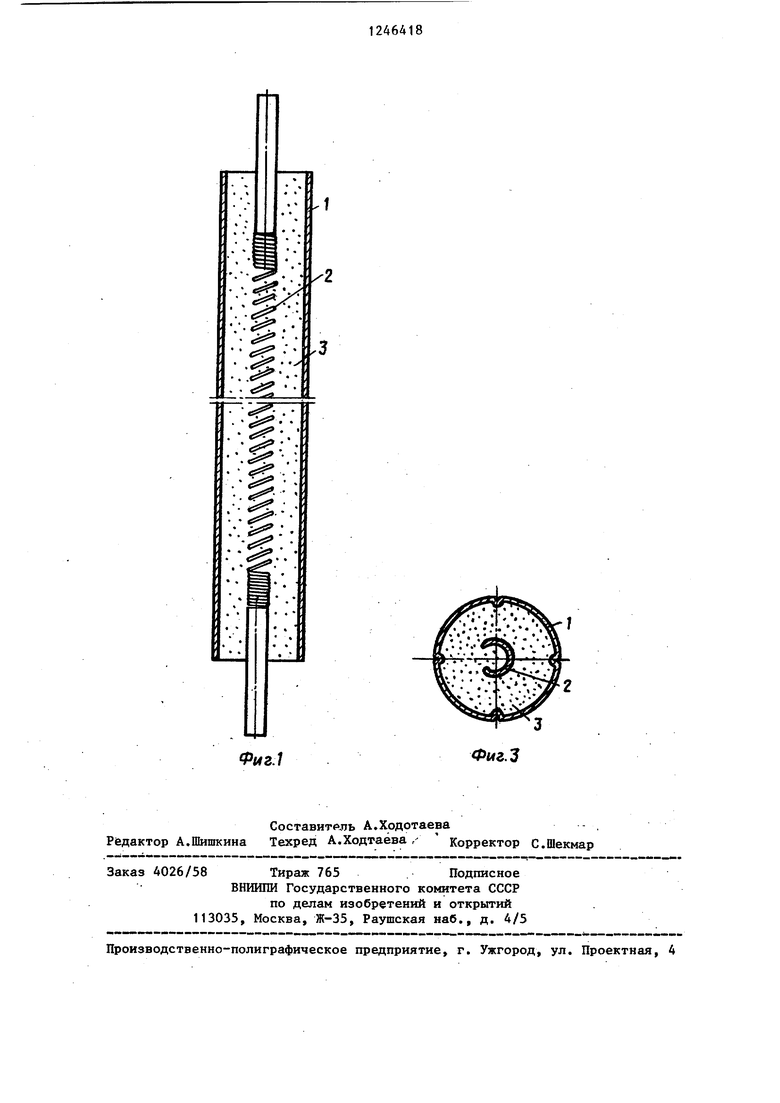
Изобретение относится к электротехнике, в частности к способам из- г отовления трубчатых электронагревателей (ТЭН). Цель изобретения - снижение материалоемкости и повышение качества ТЭН путем снижения величины колебания электросопротивления резистивного элемента 2. Она достигается выполнением на наружной поверхности металлической оболочки 1 по всей длине по меньшей мере одной продольной впадины 4 глубиной не менее 0,03 наружного диаметра оболочки 1, В процессе изготовления ТЭН устанавливают резистивный элемент 2 внутрь оболочки 1, засыпают в ее полость электроизоляционный наполнитель 3, затем уплотняют наполнитель 3 и опрессовывают оболочку 1 до меньшего диаметра. Впадину 4 выполняют перед опрессовкой, а при опрессовке завальцовывают ее внутрь оболочки 1. 3 ил. g (Л to 4i Oi 4ib 00 Фиг. 2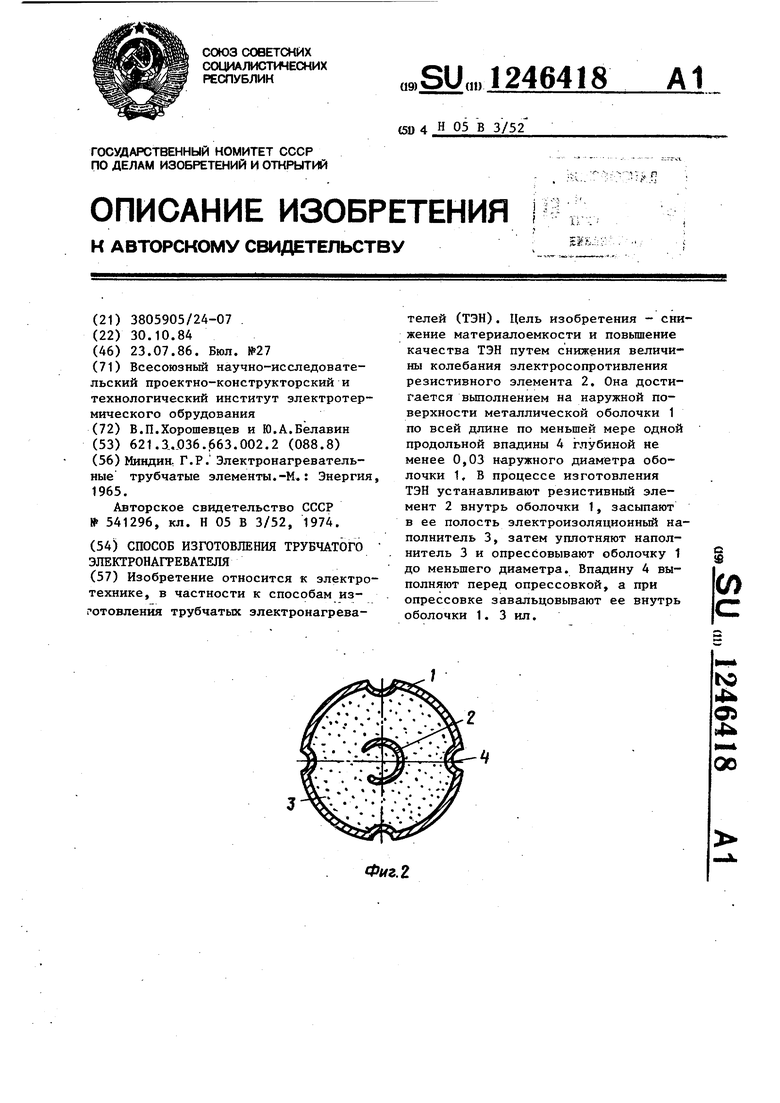
Фиг.1
Составитель А.Ходотаева- .
Редактор А.Шишкина Техред А.Ходтаёва / Корректор С.Шекмар
Заказ 4026/58 Тираж 765Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З
| Миндин, Г.Р | |||
| Электронагревательные трубчатые элементы.-М.: Энергия, 1965 | |||
| Способ изготовления трубчатого электронагревателя | 1974 |
|
SU541296A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
