Изобретение относится к производству многослойных металлических труб высокого давления и может быть использовано для металлургической, нефтегазовой и химической промышленности.
Известен способ изготовления многослойных металлических труб из стальных листов толщиной 4-5 мм путем резки металлической полосы на мерные заготовки, навивки мерной заготовки в несколько слоев на форматный барабан, сварки внутренних и наружных швов, сварки обечаек с получением трубы. Чтобы устранить зазоры между слоями (4-7 слоев) обечайку надевают после сварки наружного нахлесточного шва на экспандер, разжимающий ее с необходимым для этого усилием. После этого производится сварка внутреннего нахлесточного шва.
Однако указанный способ изготовления многослойных стальных труб не обеспечивает равномерную передачу усилий внутреннего давления газообразной или жидкой среды ввиду проскальзывания отдельных участков непрерывно навитого листа при изменении температуры наружных и внутренних слоев.
Технический эффект состоит в повышении плотности, прочности и ударной вязкости многослойных металлических труб.
Это достигается тем, что металлическую полосу получают горячей прокаткой, резку ее на мерные заготовки осуществляют непосредственно после прокатки, а в процессе намотки мерной заготовки на форматный барабан осуществляют нанесение на нее легкоплавкого металла в виде порошка или листа с температурой плавления, не превышающей 1100оС, при температуре стального листа не менее температуры плавления легкоплавкого металла.
Для облегчения процесса сборки, изоляции трубы от действия жидкостей и газов, а также от коррозии навивку металлического листа осуществляют на полый металлический сердечник, выполненный цельнолитым или из листа, на наружной стороне которого выполняют уступ высотой, равной толщине металлического листа, и длиной, равной ширине мерной заготовки, располагая торец наматываемого материала встык с уступом.
Наружная поверхность сердечника выполнена по спирали соответственно навитым слоям высокопрочного металлического листа. Полый сердечник изготовляется из тугоплавких и нержавеющих металлов в зависимости от условий использования труб, а также из прокатанного металлического листа. Он является составным элементом готовой многослойной трубы.
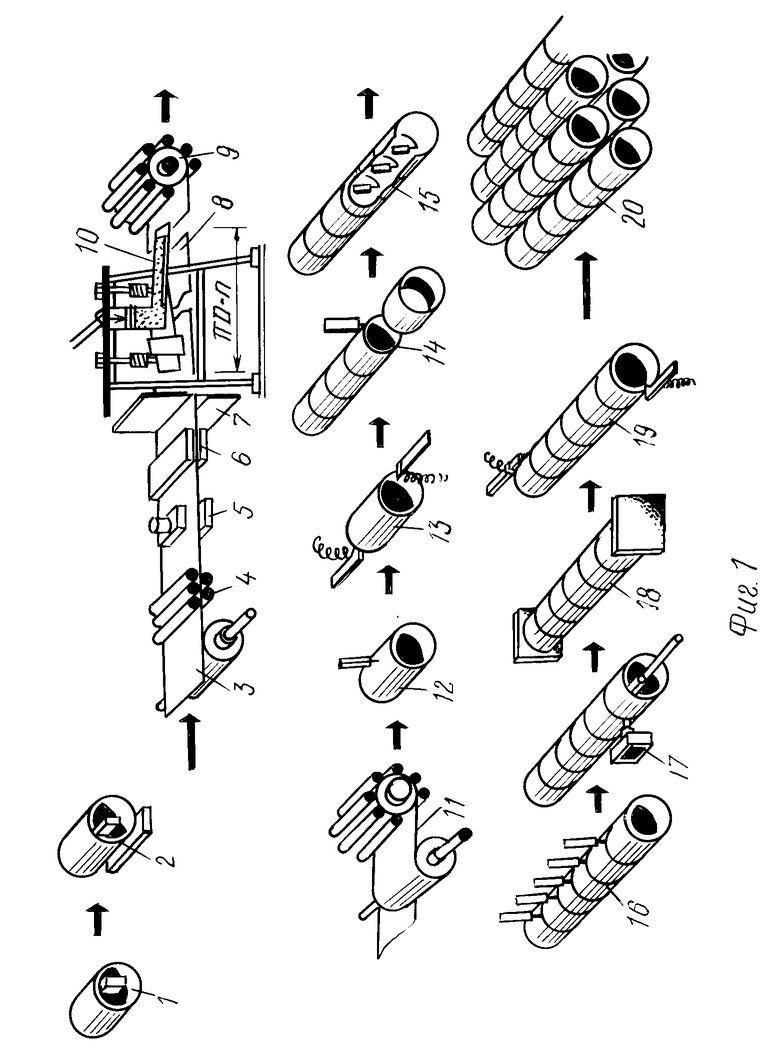
На фиг.1 представлена схема процесса; на фиг.2 и 3 изделие.
Производство многослойных металлических труб (фиг.1) начинается с заготовки металлической полосы и сварки внутреннего нахлесточного шва металлического сердечника 1, а затем производится ультразвуковой контроль внутреннего сварного шва 2. После прокатки на стане 3 производится правка металлической полосы 4 и контроль полосы 5. В случае необходимости производится дополнительный электродуговой нагрев 6 и металлическую полосу разрезают на мерные длины 7. Нагретая мерная заготовка 8 подается к форматному барабану 9 для навивки обечаек.
До начала навивки обечаек на форматный барабан 9 надевается металлический сердечник с уступом на наружной поверхности, расположенным на уровне металлической полосы. Горячая мерная заготовка автоматически стыкуется с наружным уступом металлического сердечника и на мерную заготовку наносится тонкий равномерный слой легкоплавкого металлического порошка из электровибропитателя 10 или укладывается тонкий лист из легкоплавкого металла 11.
После окончания навивки металлической полосы со слоем легкоплавкого металлического порошка или с тонким листом из легкоплавкого металла производилась сварка наружного нахлесточного шва 12. Вместо наружного сварного нахлесточного шва на горячей обечайке выполнялась прикатка наружного шва под давлением.
Готовая металлическая многослойная обечайка подавалась к месту механической обработки торцов 13 и далее на сборку обечаек 14 со сваркой внутренних кольцевых 15 и наружных кольцевых швов 16. После ренген-телевизионного контроля кольцевых швов 17 производилось гидроиспытание трубы 18 и обработка торцов трубы 19. После окончания работ по сборке многослойные металлические трубы передавались на склад готовых труб 20.
Для обечайки с внутренним диаметром 1380 мм с учетом внутреннего металлического сердечника число витков 4 штуки, толщина одного витка 5,4 мм. Периметр витков обечайки после навивки: для внутреннего металлического сердечника 4311 мм без учета нахлестки, для первого внутреннего витка 4345 мм, для второго внутреннего витка 4379 мм и для третьего наружного витка 4413 мм.
При остывании многослойной металлической трубы наружные слои за счет их линейного сужения с большой силой сдавливали внутренние слои, что увеличивало диффузию легкоплавкого металла в слои прокатанного металлического листа с предварительным напряжением слоев трубы.
Температура мерной заготовки принималась не менее температуры плавления легкоплавкого металлического порошка 1000оС. при использовании тонких листов из алюминиево-марганцевых и алюминиево-магниевых сплавов с температурой плавления 658оС мерная заготовка перед навивкой имела температуру 660оС. Величина нагрева металлической полосы при использовании фольги из сплава олова и свинца принималась 240оС. Использовалась стальная полоса шириной 1700 мм из низколегированной горячекатанной стали (марка 09Г2СФ).
Благодаря цанговой конструкции форматного барабана готовая многослойная обечайка с металлическим сердечником легко снималась с него и транспортером доставлялась на установку, где окончательно обрабатывался наружный конец прокатанного металлического листа. Торцы обечаек длиной 1700 мм перед сборкой в трубы длиной по 12 м (7 шт х 1,7 м) обрабатывали на металлорежущем станке для последующей сварки. Сварка стыков обечаек производилась внутри трубы, а затем снаружи.
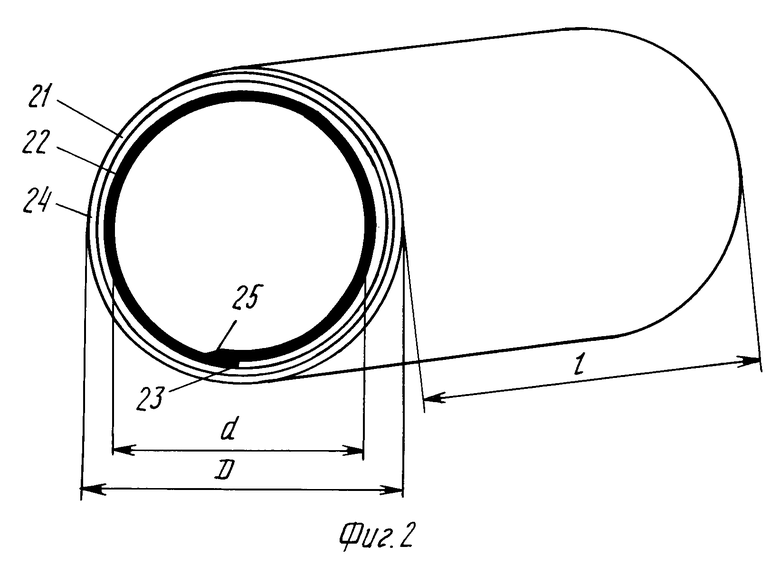
Готовая многослойная металлическая труба большого диаметра (фиг.2) состоит из металлического листа 21, полого металлического серебpа 22 с уступом на сердечнике 23 и слоем легкоплавкого металлического порошка или тонкого листа из легкоплавкого металла 24 и имеет внутренний сварной шов 25.
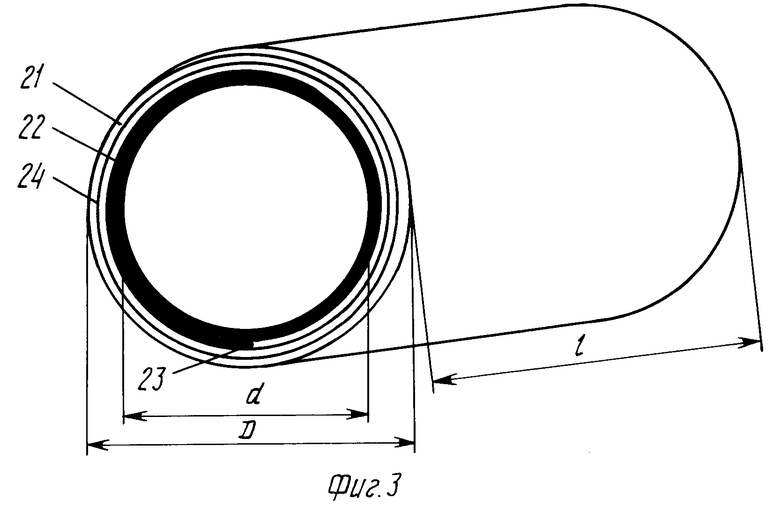
Многослойные металлические трубы малого диаметра изготовлялись с цельнолитым полым внутренним сердечником и защитным кожухом из тугоплавких и нержавеющих металлов (фиг.3) в зависимости от условий применения труб.
Готовый защитный кожух нагревался до температуры менее температуры плавления легкоплавкого листа и в нагретом состоянии надевался на многослойную металлическую трубу после ее остывания до температуры в цехе сборки. При остывании защитный кожух сдавливал многослойную металлическую трубу за счет линейного сужения, повышая ее плотность, прочность и ударную вязкость.
Использование легкоплавкого металла для соединения между собой слоев прокатанных на стане навитых стальных листов позволило соединить тонкие листы, чтобы они не теряли устойчивости в элементах конструкций труб, что гарантирует их высокую надежность и экономичность. Получен новый материал, в котором соединяются преимущества многослойного и монолитного материала в одном изделии. При этом необходимая прочность достигнута при меньшей толщине, что в случае монолитного металла из дорогой ниобиевой стали. Окисленная повеpхность металлов при нагреве без доступа воздуха самопроизвольно очищалась. Расплав металлического порошка или листа из легкоплавкого металла съедал окисленную пленку прокатанного стального листа, что обеспечивало прочность соединения всех слоев многослойной трубы. При этом расплавленные частицы легкоплавкого металла проникают в поры нагретого после прокатки металлического листа за счет диффузии металлов в приграничных поверхностях их соприкосновения под давлением.
Кроме труб для строительства многослойные высокопрочные металлические трубы с полым металлическим сердечником могут быть использованы в военном деле для стволов орудий и пусковых устройств, в авиастроении и в космонавтике для ракет и сопл, а также для трубопроводов в других отраслях промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1993 |
|
RU2068326C1 |
| СПОСОБ В.С. ЮРКИНА ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ С ПРОСЛОЙКАМИ ИЗ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ | 2005 |
|
RU2291771C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЛИСТОВ И ПЛИТ | 1992 |
|
RU2040370C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2625372C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ И КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2610653C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ИЛИ КОМПОЗИЦИОННЫХ ЗАГОТОВОК ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 2017 |
|
RU2662910C1 |
| СПОСОБ В.С.ЮРКИНА ПРОИЗВОДСТВА ВОЛОКНИСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2005597C1 |
| ТРУБА ДЛЯ ТРАНСПОРТИРОВКИ НЕФТЕПРОДУКТА | 2009 |
|
RU2453758C2 |
| Способ производства многослойных труб и сосудов | 1987 |
|
SU1447497A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБЕЧАЕК | 1991 |
|
RU2009747C1 |
Использование: для изготовления труб, используемых в металлургической, нефтегазовой и химической промышленности. Существо: металлическую полосу получают горячей прокаткой, резку ее на мерные заготовки осуществляют непосредственно после прокатки, а в процессе намотки мерной заготовки на форматный барабан осуществляют нанесение на нее легкоплавкого металла в виде порошка или листа с температурой плавления не превышающей 1100°С, при температуре стального листа менее температуры плавления легкоплавкого металла. Для облегчения процесса сборки, изоляции трубы от действия жидкостей и газов, а также от коррозии навивку металлического листа осуществляют на полый металлический сердечник, выполненный цельнолитым или из листа, на наружной стороне которого выполняют уступ высотой, равной толщине металлического листа, и длиной, равной ширине мерной заготовки, распологая торец наматываемого материала встык с уступом. Наружная поверхность сердечника выполнена по спирали соответственно навитым слоям высокопрочного металлического листа. При остывании многослойной металлической трубы наружные слои за счет их линейного сужения с большой силой сдавливают внутренние слои, что увеличивает диффузию легкоплавкого металла в слои прокатанного металлического листа с предварительным напряжением слоев трубы. 1 з.п. ф-лы, 3 ил.
| СЧЕТЧИК | 0 |
|
SU409387A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
