Изобретение относится к производству металлических труб из тонких высокопрочных листов. Более тонкий стальной лист более прочный, чем толстый монолитный при заданной толщине трубы. По себестоимости многослойная труба будет примерно на 20% дешевле трубы со сплошной стенкой того же диаметра и назначения. Идет поиск технологий, которые бы позволили так соединить между собою тонкие листы, чтобы они не теряли устойчивости в элементах конструкций и в то же время, скрепленные вместе, исключали опасность лавинообразных хрупких разрушений трубоприводов.
Известен способ производства многослойных металлических труб с прослойками из легкоплавких металлов (RU 2068326 C1, B 23 K 20/04, 27.10.1996), при котором из нагревательной камеры после горячей прокатки под прижимные валы подают стальную заготовку, на форматный барабан наматывают лист легкоплавкого металла длиной, превышающей длину горячего стального листа, с получением внутреннего защитного слоя обечайки трубы, на стальной лист наносят лист легкоплавкого металла при температуре стального листа, менее температуры плавления легкоплавкого металла, осуществляют горячее деформирование в процессе совместной формовки посредством давления пресс-валов с получением биметаллических полос, подают полученные биметаллические полосы под прижимные валы форматного барабана с последующей их намоткой для получения обечайки трубы с заданной толщиной стенки, наматывают на форматный барабан лист легкоплавкого металла длиной, превышающей длину всех биметаллических полос с образованием наружного защитного слоя обечайки трубы, сваривают биметаллические полосы между собой и с внутренним и наружным защитными слоями в готовые обечайки труб под давлением прижимных валов на форматном барабане при его оборотах при температуре плавления легкоплавкого металла, а затем соединяют полученные обечайки в трубу.
Однако при изготовлении многослойных труб указанным способ не учитывался коэффициент линейного расширения стали при изменении температуры окружающей среды - летом до +70°С, а зимой - до -70°С. Вследствие разрыва сварных швов при изменении температуры наружных и внутренних слоев часто случались аварии в трубопроводах.
Задачей изобретения является разработка способа получения многослойных металлических труб с прослойками из легкоплавких металлов не подверженных хрупким разрушениям.
Техническим результатом изобретения является повышение прочности и плотности металлических труб с нерасслаивающимися слоями, без продольных макротрещин и без разрывов сварных швов при изменении температуры окружающей среды, а также снижение себестоимости труб.
Указанный технический результат достигается тем, что в способе производства многослойных металлических труб с прослойками из легкоплавких металлов (RU 2068326 C1, B 23 K 20/04, 27.10.1996), при котором из нагревательной камеры после горячей прокатки под прижимные валы подают стальную заготовку, на форматный барабан наматывают лист легкоплавкого металла длиной, превышающей длину горячего стального листа, с получением внутреннего защитного слоя обечайки трубы, на стальной лист наносят лист легкоплавкого металла при температуре стального листа, менее температуры плавления легкоплавкого металла, осуществляют горячее деформирование в процессе совместной формовки посредством давления пресс-валов с получением биметаллических полос, подают полученные биметаллические полосы под прижимные валы форматного барабана с последующей их намоткой для получения обечайки трубы с заданной толщиной стенки, наматывают на форматный барабан лист легкоплавкого металла длиной, превышающей длину всех биметаллических полос с образованием наружного защитного слоя обечайки трубы, сваривают биметаллические полосы между собой и с внутренним и наружным защитными слоями в готовые обечайки труб под давлением прижимных валов на форматном барабане при его оборотах при температуре плавления легкоплавкого металла, а затем соединяют полученные обечайки в трубу, согласно изобретению сварку биметаллических полос между собой и с наружным и внутренним защитными слоями в готовые обечайки труб при температуре плавления легкоплавкого металла осуществляют за пять оборотов форматного барабана, а соединение обечаек в трубу осуществляют внутренней и наружной кольцевой сваркой с последующей окончательной стыковкой посредством приварки стальных кольцевых элементов с наружной поверхности обечаек и стыковой сварки стальными электродами и наплавлением на сварной шов легкоплавкого металла.
Многослойные металлические трубы с прослойками из легкоплавких металлов /алюминиевых сплавов АМГ-2 и АМГ-6/ не трещат и не лопаются, так как прочность сцепления слоев составляет σв≥98 МПа и τср≥49 МПа. Биметаллические листы выдерживают многократный нагрев до 500°С без снижения прочности сцепления слоев. После прокатки прочность сцепления между холодным листом из сплава алюминия АМГ-2 и нагретым до 650°С стальным листом 12Х17 и стали 45 на стане "КВАРТО-260" на двух, трех и пятислойных образцах за пять проходов с разными степенями обжатия доказано - СВАРКА ЕСТЬ!!!!
В основу разработки технологического процесса изготовления слоистых листов и труб на основе высокопрочных сталей с легкоплавкими прослойкам заложено использование тепла горячей прокатки, что обеспечивает разрушение окисных плен, их растворение в алюминиевых слоях и надежное соединение слоев. При этом слоистость обеспечивает торможение роста трещин. Использование при прокатке слоистых листов тепла, сохраненного полосой после горячей прокатки, позволит сэкономить энергоресурсы и электроэнергию. Дополнительно используются высокопрочные стали в 2-8 раз дешевле, чем стали Х18Н10Т на ВИЛСе, которые привозят с других металлургических заводов в холодном виде и с накладными расходами при перевозке.
Заявленное изобретение поясняется следующими графическими изображениями, где на фиг.1 показана технологическая схема производства металлических обечаек многослойных труб с внутренней и наружной металлоизоляцией легкоплавким металлом на действующем технологическом оборудовании металлургического завода с использованием форматных барабанов с прижимными валами, а на фиг.2 показана сварка стыков обечаек в многослойную металлическую трубу с прослойками из легкоплавких металлов.
Из нагревательной камеры (1) стальная заготовка толщиной 20 мм с температурой 1100°С подается под прижимные валы (2). После прокатки на стане полосы шириной, равной ширине обечайки трубы, и толщиной 2-5 мм (3) она по роликовому конвейеру (4) подается под прижимные пресс-валы (5) с приводом. При этом температура стальной полосы на 10-50°С меньше температуры плавления листа легкоплавкого металла толщиной 1-2 мм, накладываемого на стальной лист из вертушки (6). Для листа из сплава алюминия эта температура составляет 610-650°С. При обжатии на прижимных пресс-валах (5) температура в месте контакта стальной горячей полосы и листа легкоплавкого металла поднимается до температуры плавления сплава алюминия, и две полосы свариваются в биметаллическую полосу (7), которая наматывается на форматный барабан (8) с четырьмя прижимными валами (9). Для получения внутренней изоляции первый слой наматывают из легкоплавкого металла, а затем наматывают слои биметаллической полосы. Для получения наружной изоляции из легкоплавкого металла последний оборот форматного барабана производят без биметаллической полосы. Под давлением прижимных валов (9) горячая биметаллическая полоса, состоящая из 4-6 слоев, за пять оборотов форматного барабана сваривается в готовую обечайку трубы. В процессе остывания происходит предварительное напряжение слоев за счет разности длин наружных и внутренних слоев при одинаковом коэффициенте линейного расширения и многослойная обечайка трубы упрочняется. Повторная прокатка многослойного листа и обечайки трубы еще более увеличивает его прочность. Многие стали и сплавы /сталь - титан, сталь - алюминиевые сплавы и т.д./ проявляют склонность к самопроизвольной очистке от поверхностных окисных плен при высокотемпературном нагреве и прокатке.
Прижимные валы (9) обеспечивают обечайке трубы прочное соединение биметаллических полос при температуре плавления прослоек алюминиевого сплава за пять и более оборотов форматного барабана после нанесения всех биметаллических полос. После соединения полученных обечаек многослойной металлической трубы выполняют внутреннюю и наружную кольцевую сварку и осуществляют окончательную стыковку обечаек в трубу посредством приварки стальных кольцевых элементов (В) с обеих сторон наружной поверхности обечаек многослойных металлических труб (С) с прослойками из легкоплавких металлов, при этом (Д) - внутренний диаметр трубы, (А) - толщина стенки обечайки. Стыковую сварку обечаек трубы осуществляют стальными электродами с последующим наплавлением на сварные швы легкоплавкого металла.
Высокопрочные многослойные металлические трубы с прослойками из легкоплавких металлов, изготовленные заявленным способом, не будут трещать по швам и не будут лопаться в северных районах России при изменении температуры окружающей среды, и сотни тысяч тонн нефти из нефтепроводов не попадут в Байкал, а миллиарды кубометров газа из газопроводов не будут отравлять воздух и тысячи человек ежегодно не будут погибать при авариях.
Это позволит создать металлопродукцию, конкурентноспособную не только в масштабах России, но также и по мировым меркам.
Миллиарды рублей в год прибыли принесут экономике России предприятия с прокатными станами "2000", выпускающими горячекатанные листы и трубы из стали 09Г2С с прослойками из легкоплавких металлов.

Изобретение относится к области производства высокопрочных многослойных металлических труб с прослойками из легкоплавких металлов. Стальную заготовку из нагревательной камеры после горячей прокатки подают под прижимные валы. На форматный барабан наматывают лист легкоплавкого металла длиной, превышающей длину горячего стального листа, для получения внутреннего защитного слоя обечайки трубы. На стальной лист наносят лист легкоплавкого металла при температуре стального листа, менее температуры плавления легкоплавкого металла. Осуществляют горячее деформирование в процессе совместной формовки посредством давления пресс-валов с получением биметаллических полос. Подают полученные биметаллические полосы под прижимные валы форматного барабана с последующей их намоткой для получения обечайки трубы с заданной толщиной стенки. Наматывают на форматный барабан лист легкоплавкого металла длиной, превышающей длину всех биметаллических полос с образованием наружного защитного слоя обечайки трубы. Выполняют сварку биметаллических полос между собой и с внутренним и наружным защитными слоями в готовые обечайки труб под давлением прижимных валов на форматном барабане при его оборотах при температуре плавления легкоплавкого металла. Соединяют полученные обечайки в трубу. Сварку биметаллических полос между собой и с наружным и внутренним защитными слоями в готовые обечайки труб при температуре плавления легкоплавкого металла осуществляют за пять оборотов форматного барабана. Соединение обечаек в трубу осуществляют внутренней и наружной кольцевой сваркой с последующей окончательной стыковкой посредством приварки стальных кольцевых элементов с наружной поверхности обечаек и стыковой сварки стальными электродами и наплавлением на сварной шов легкоплавкого металла. Это позволит повысить прочность и плотность металлических труб с нерасслаивающимися слоями, без продольных макротрещин и без разрывов сварных швов при изменении температуры окружающей среды. 2 ил.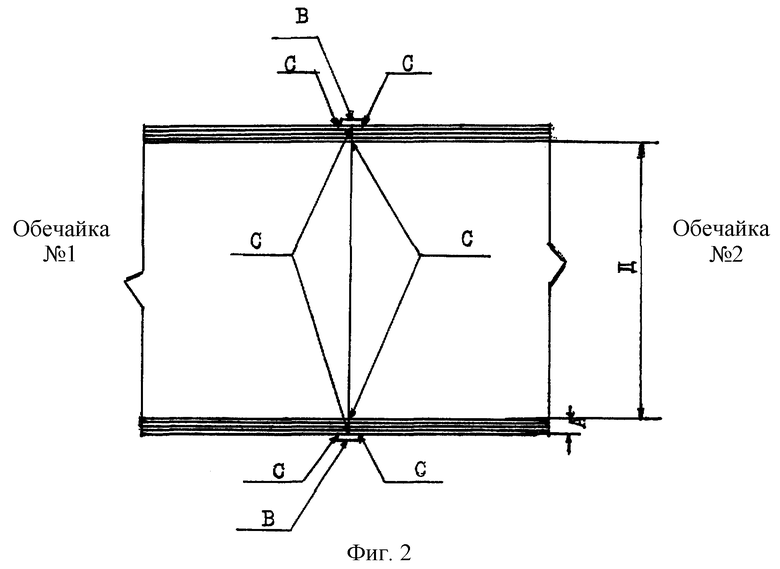
Способ производства высокопрочных многослойных металлических труб с прослойками из легкоплавких металлов, включающий подачу стальной заготовки из нагревательной камеры после горячей прокатки под прижимные валы, намотку на форматный барабан листа легкоплавкого металла длиной, превышающей длину горячего стального листа, с получением внутреннего защитного слоя обечайки трубы, нанесение на стальной лист листа легкоплавкого металла при температуре стального листа менее температуры плавления легкоплавкого металла, горячее деформирование в процессе совместной формовки посредством давления пресс-валов с получением биметаллических полос, подачу полученных биметаллических полос под прижимные валы форматного барабана с последующей их намоткой для получения обечайки трубы с заданной толщиной стенки, намотку на форматный барабан листа легкоплавкого металла длиной, превышающей длину всех биметаллических полос, с образованием наружного защитного слоя обечайки трубы, сварку биметаллических полос между собой и с внутренним и наружным защитными слоями в готовые обечайки труб под давлением прижимных валов на форматном барабане при его оборотах при температуре плавления легкоплавкого металла и последующее соединение обечаек в трубу, отличающийся тем, что сварку биметаллических полос между собой и с наружным и внутренним защитными слоями в готовые обечайки труб при температуре плавления легкоплавкого металла осуществляют за пять оборотов форматного барабана, а соединение обечаек в трубу осуществляют внутренней и наружной кольцевой сваркой с последующей окончательной стыковкой посредством приварки стальных кольцевых элементов с наружной поверхности обечаек и стыковой сварки стальными электродами и наплавлением на сварной шов легкоплавкого металла.
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1993 |
|
RU2068326C1 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2036063C1 |
| RU 92003137 A, 27.05.1995 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ | 0 |
|
SU388865A1 |
| Способ изготовления многослойных труб | 1975 |
|
SU588707A1 |
| JP 10277752 A, 20.10.1998 | |||
| US 2002092891 A, 18.07.2002 | |||
| JP 5185140 A, 27.07.1993 | |||
| JP 8127095 A, 21.05.1996. | |||

