Изобретение относится к машиностроению и предназначено для затяжки резьбовых соединений типа "болт (винт) гайка", "болт (винт) корпус", "шпилька гайка" и может быть использовано в любой отрасли промышленности для осуществления сборки резьбовых соединений и определения необходимого усилия затяжки.
Известно устройство контроля усилия затяжки резьбовых соединений, содержащее корпус, размещенные в нем привод, шпиндель, электромагнитную муфту, датчики для измерения усилия затяжки и измерительную систему [1] Однако это устройство не обеспечивает необходимой точности измерения усилия затяжки.
Наиболее близким к предлагаемому по технической сущности является пневматический гайковерт, содержащий отсечной клапан, корпус, размещенные в нем пневмодвигатель с редуктором, торсионный вал с шестернями, датчики момента и угла поворота, рабочую головку. При этом датчики момента и угла поворота установлены на корпусе и связаны с электронной системой управления, содержащей логический блок, который состоит из усилителей, преобразователей сигналов, счетчиков импульсов и блока выделения предельных значений [2]
Устройство работает следующим образом. При включении силового привода происходит включение электронной системы управления, связанной с отсечным клапаном и датчиками момента и угла поворота. Отсечной клапан подает воздух в пневмодвигатель, приводя в движение его и резьбозавертывающую рабочую головку инструмента. При этом датчики момента и угла поворота измеряют крутящий момент и угол поворота, а через них усилие затяжки.
Однако в процессе сборки не достигается требуемая точность и стабильность контроля усилия затяжки в резьбовом соединении из-за отсутствия в системе устройства средства, обеспечивающего начало отсчета, и средства, следящего за состоянием резьбового соединения.
Задачей предлагаемого изобретения является создание гайковерта для сборки резьбовых соединений с автоматическим управлением контроля усилия затяжки, который обеспечивает повышение точности и качества завинчивания путем повышения стабильности контроля усилия затяжки.
Сущность изобретения заключается в следующем. В гайковерте для сборки резьбовых соединений с автоматическим управлением контроля усилия затяжки, содержащем основание и плиту, установленный на них корпус, размещенные в нем привод, редуктор, электромагнитную муфту, шпиндель, датчик и рабочую головку, датчик выполнен в виде размещенного в рабочей головке пьезопреобразователя, шпиндель выполнен полым, а гайковерт снабжен блоком шестерен, взаимодействующих с одной стороны с электромагнитной муфтой, а с другой с полым шпинделем, размещенным в рабочей головке упорным подшипником, приемопередающим устройством, выполненным в виде генератора импульсов и усилителя и через полый шпиндель связанным с пьезопреобразователем, блоками начала и конца временного интервала, входами соответственно соединенными с двумя выходами приемопередающего устройства, и последовательно соединенными блоком преобразования информации, входами соединенным соответственно с выходами блоков начала и конца временного интервала, счетчиком информации системы автоматического управления контроля усилия затяжки и ключом, выходы которого связаны с электродвигателем, электромагнитной муфтой и приемопередающим устройством.
Технический результат изобретения заключается в повышении точности и качества завинчивания резьбового соединения путем повышения стабильности контроля усилия затяжки в процессе сборки резьбового соединения.
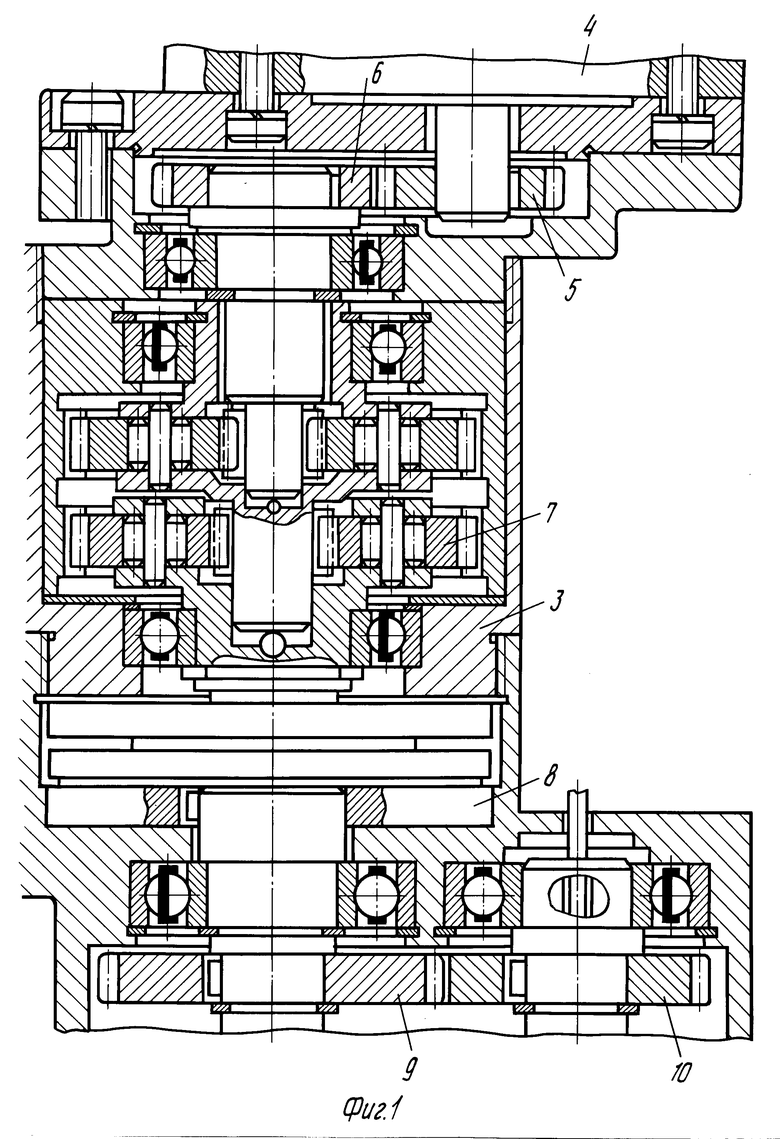
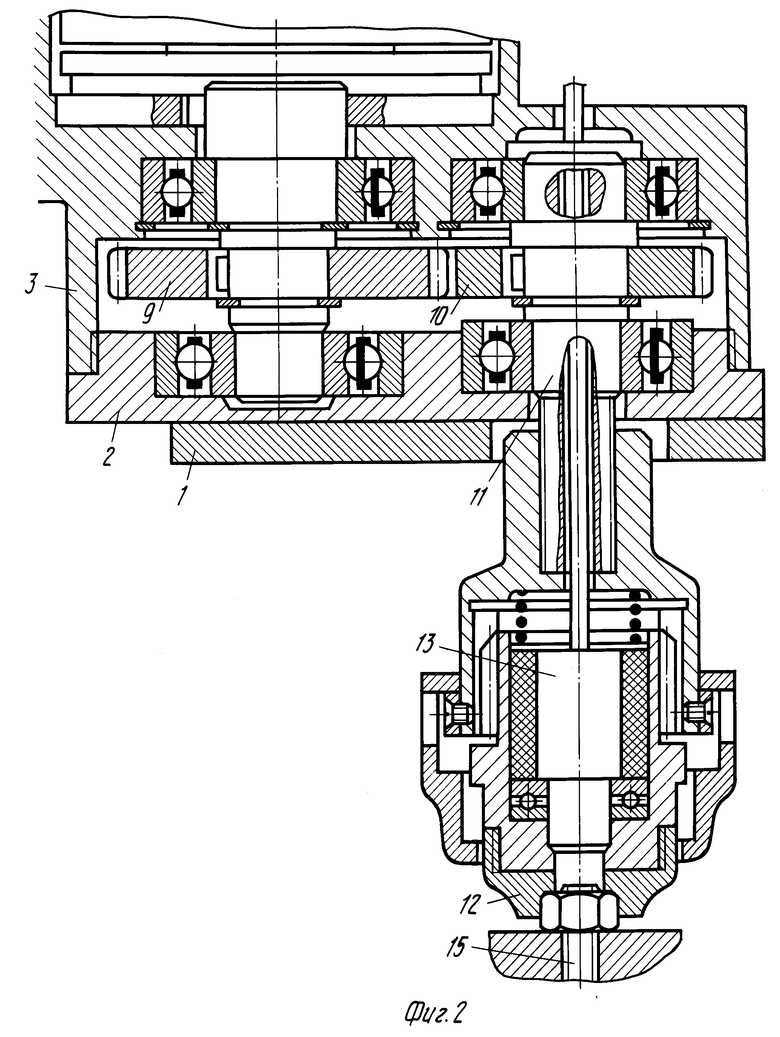
На фиг. 1 и 2 показаны привод и резьбозавертывающая головка; на фиг. 3 схема устройства с контрольно-измерительной системой.
Гайковерт для сборки резьбовых соединений с автоматическим управлением контроля усилия затяжки содержит плиту 1, основание 2, корпус 3, к которому прикреплен электродвигатель 4, а внутри корпуса 3 размещены шестерни 5 и 6, редуктор 7, электромагнитная муфта 8, блок шестерен 9 и 10, полый шпиндель 11. К последнему прикреплена головка ключа 12, внутри которого установлен датчик 13, выполненный в виде пьезопреобразователя и связанный с приемопередающим устройством 14, состоящим из генератора, возбуждающего пьезопреобразователя и усилителя, усиливающего импульсы, несущие информацию об удлинении и измерении напряженного состояния резьбового соединения 15. Устройство 14 связано с блоками 16 и 17 отсчета временного интервала, блоком 18 преобразования информации, счетчиком 19, кнопкой 20 "Пуск". Упорный подшипник (фиг. 2) предназначен для установки датчика 13.
Устройство работает следующим образом.
При нажатии кнопки 20 "Пуск" вступает в работу электродвигатель 4, который прикреплен к корпусу 3 и через систему шестерен 5 и 6 передает вращение редуктору 7, размещенному в корпусе 3, установленном на основании 2 и плите 1. Одновременно с включением электродвигателя 4 включается электромагнитная муфта 8, которая передает вращение от редуктора 7 через блок шестерен 9 и 10 полому шпинделю 11 и головке ключа 21 с датчиком 13. Одновременно с включением электродвигателя 4, электромагнитной муфты 8 включается приемопередающее устройство 14, состоящее из генератора и усилителя. При этом приемопередающее устройство 14 с одной стороны связано с ключом 12 и датчиком 13, выполненным в виде пьезопреобразователя, а с другой стороны с контрольно-измерительной системой. Приемопередающее устройство 14 при помощи генератора импульсов возбуждает пьезопреобразователь и через усилитель, усиливающий импульсы, несущие информацию об усилении и измерении напряженного состояния резьбового соединения (болта) 15, вырабатывает на одном из своих выходов импульсы начала отсчета временного интервала, на другом импульсы конца отсчета. Эти импульсы поступают и запускают пороговые блоки 16 и 17 отсчета соответственно начала и конца временного интервала. Информация с выходов блоков 16 и 17 поступает в блок 18 преобразования информации, а от него на цифровой счетчик 19. После получения значения усилия затяжки сигнал со счетчика 19 передается на ключ (кнопка "Пуск") 20, который вначале включает электромагнитную муфту 8, а затем электродвигатель 4 и всю систему в целом.
Датчик 13 (фиг.2) выполнен в виде пьезопреобразователя, который состоит из расположенных в нем пьезоэлементов, установленных на призме под углом. При этом один из пьезоэлементов используется для передачи сигнала-импульса (волны) при помощи генератора, который возбуждает излучающий пьезоэлемент, другой пьезоэлемент используется для восприятия сигнала-импульса (волны). Каждый из пьезоэлементов связан с усилителем, который предназначен для усиления сигнала-импульса. Приемопередающее устройство 14 состоит из генератора и усилителей. Сигналы-импульсы (волны), излучаемые пьезоэлементом, при помощи генератора и усилителя поступают в блок 16 начала отсчета временного интервала (фиг.3), который фиксирует начало отсчета подачи сигнала-импульса. После прохождения сигнала-импульса (волны) по телу винта (болта) происходят его отражение и возврат. При этом сигнал-импульс (волна) принимает другой пьезоэлемент и через усилитель направляет сигналы в блок 17 конца отсчета временного интервала, который фиксирует конец отсчета. Использование блоков 16 и 17 отсчета временного интервала позволяет запустить пороговые схемы отсчета начала и конца временного интервала.
Для контроля предварительной затяжки резьбового соединения можно использовать в качестве параметра изменение напряженного состояния винта (болта), иными словами, нагружение винта (болта) вследствие затяжки приводит к увеличению времени прохождения импульса. В таком случае время опаздывания импульсов в материале винта (болта) определяется как
Δ l 2L (l1 + l2), где l2 скорость импульса в материале до затяжки;
l1 скорость импульса после затяжки;
L длина винта (болта).
Полное время прохождения импульса в материале винта (болта) при определении напряженного состояния винта (болта) равно
t1 t + Δ t 2Ll1.
В случае, когда при контроле усилия затяжки при растяжении винта (болта) критерием оценки является удлинение, то при удлинении болта на величину Δλб происходит сужение стержня, что и используется для определения момента при наступлении конца затяжки. При затяжке до предварительного усилия резьбовое соединение удлиняется на Δλб, что фиксируется устройством при прохождении импульса в материале винта (болта) Δ t 2c ˙ Δλб.
Полное время прохождения импульса через материал винта (болта) после затяжки равно
t1 t + Δ t 2С (L + Δλб).
Величина t время прохождения по контролируемому изделию от внешней его поверхности до внутренней (по отношению к пьезопреобразователю и обратно), t 2СL, где L длина болта (винта) до затяжки;
С скорость ультразвука в материале болта.
L  C (t1 t2 t3)
C (t1 t2 t3)  Ct, где t1 временный интервал между моментом измерения ультразвукового импульса пьезоэлемента и приемом его пьезоэлементом складывается из интервалов времени t2 и t3 прохождения его соответственно по одной и по другой призме, которые изготавливают разновысокими, и удвоенного времени t прохождения по контролируемому изделию от внешней его поверхности до внутренней (по отношению к пьезопреобразователю и обратно).
Ct, где t1 временный интервал между моментом измерения ультразвукового импульса пьезоэлемента и приемом его пьезоэлементом складывается из интервалов времени t2 и t3 прохождения его соответственно по одной и по другой призме, которые изготавливают разновысокими, и удвоенного времени t прохождения по контролируемому изделию от внешней его поверхности до внутренней (по отношению к пьезопреобразователю и обратно).
Предлагаемый гайковерт обеспечивает повышение точности и качества завинчивания резьбового соединения, так как усилие затяжки определяют по удлинению болта (винта).

Изобретение относится к резьбозавертывающему инструменту и может использоваться в любой отрасли промышленности, где используются резьбовые соединения, к которым предъявляются высокие требования по контролю крепежа. Технический результат заключается в повышении точности и качества завинчивания резьбового соединения путем повышения стабильности контроля затяжки в процессе сборки резьбового соединения с использованием ультразвуковой системы. Для этого гайковерт снабжен блоком шестерен, взаимодействующих с одной стороны с электромагнитной муфтой, а с другой со шпинделем, упорным подшипником и пьезопреобразователем, размещенным внутри головки ключа, а шпиндель выполнен полым. При этом пьезопреобразователь через шпиндель связан с приемопередающим устройством, содержащим генератор импульсов и усилитель и связанным с блоками начала и конца временного интервала, блоком преобразования информации, счетчиком информации системы автоматического управления контроля усилия затяжки и ключом. 3 ил.
ГАЙКОВЕРТ ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ С АВТОМАТИЧЕСКИМ УПРАВЛЕНИЕМ КОНТРОЛЯ УСИЛИЯ ЗАТЯЖКИ, содержащий основание и плиту, установленный на них корпус, размещенные в нем привод, редуктор, электромагнитную муфту, шпиндель, датчик и рабочую головку, отличающийся тем, что датчик выполнен в виде размещенного в рабочей головке пьезопреобразователя, шпиндель выполнен полым, а гайковерт снабжен блоком шестерен, взаимодействующих с одной стороны с электромагнитной муфтой, а с другой с полым шпинделем, размещенным в рабочей головке упорным подшипником, приемно-передающим устройством, выполненным в виде генератора импульсов и усилителя и через полый шпиндель связанным с пьезопреобразователем, блоками начала и конца временного интервала, входами соответственно соединенными с двумя выходами приемно-передающего устройства, и последовательно соединенными блоком преобразования информации, входами соединенными соответственно с выходами блоков начала и конца временного интервала, счетчиком информации системы автоматического управления контроля усилия затяжки и ключом, выходы которого связаны с электродвигателем, электромагнитной муфтой и приемно-передающим устройством.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4223555, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
