Изобретение относится к коксохимической промышленности, в частности к способам чистки боковых вертикальных поверхностей дверей коксовых печей.
Известен способ чистки самоуплотняющихся дверей и рам коксовых печей, включающий разогрев смолы до жидкого состояния, помещение очищаемых поверхностей дверей и рам в поле токов высокой частоты или перемещение индуктора, а затем сдувание ее сжатым воздухом [1]
Однако такой способ чистки самоуплотняющихся дверей и рам коксовых печей не обеспечивает удаление с их поверхностей нагара.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ чистки дверей коксовых печей, включающий прижатие очистных элементов и врезание их в слой нагара при принудительном круговом и возвратно-поступательном перемещении вдоль боковых поверхностей дверей, образованных плоскостями огнеупорных элементов и металлических держателей [2]
Однако использование данного способа очистки приводит к разрушению огнеупорной кладки дверей коксовых печей.
Цель изобретения повышение эффективности чистки при сохранении плоскостей огнеупорных элементов.
Для этого в способе чистки дверей коксовых печей, заключающемся в том, что их боковые вертикальные поверхности, образованные плоскостями огнеупорных элементов и металлических держателей, чистят очистными элементами, прижатыми к боковым поверхностям дверей, с последующим врезанием их в слой нагара при принудительном круговом и возвратно-поступательном перемещении вдоль очищаемых поверхностей, согласно изобретению боковую вертикальную поверхность дверей чистят очистными элементами, выполненными в виде диска с отверстиями и круговой фаской по краю со стороны его рабочей плоскости, зацепляя отверстиями диска за отложения нагара на очищаемой поверхности с возможностью автоматического выбора направления полноповоротного вращения диска вокруг своей оси, перпендикулярной к очищаемой плоскости, при площади рабочей плоскости диска, равной 450-26,8 высоты его круговой фаски.
Сопоставительный анализ предлагаемого способа с прототипом позволяет установить соответствие его критерию изобретения "новизна".
Проводились испытания по очистке боковой вертикальной поверхности дверей коксовых печей очистными элементами в виде диска с отверстиями и круговой фаской по краю со стороны его рабочей плоскости, площадь которой принималась равной в пределах 523-8776 мм2, а высота круговой фаски 19,5 мм, так как перепад плоскостей очищаемой поверхности по высоте составляет до 20 мм. Рабочая плоскость диска 423 мм2 ограничена минимальным его конструктивным исполнением, а рабочая плоскость диска 8776 мм2 ограничена конструкцией дверей коксовых печей. Отношение 8776 к 19,5 и 523 к 19,5 составляет относительную 450-26,8 зависимость площади рабочей плоскости диска к высоте его круговой фаски. В прототипе очистной элемент выполнен в виде шнека, который при перемещении по очищаемой поверхности на стыках огнеупорных элементов и металлических держателей возбуждает удары, вызывающие разрушение поверхности огнеупорных элементов дверей, что не происходит в предложенном способе чистки дверей диском с отверстиями и фаской, позволяющей плавно проходить стыки очищаемой поверхности, а рабочая плоскость диска с отверстиями способствует заполнению и заглаживанию стыков смолистыми компонентами нагара, что исключает удары при чистке и обеспечивает сохранение плоскостей огнеупорных элементов дверей. Все это позволяет сделать вывод о соответствии предложенного способа критерию изобретения "существенные отличия".
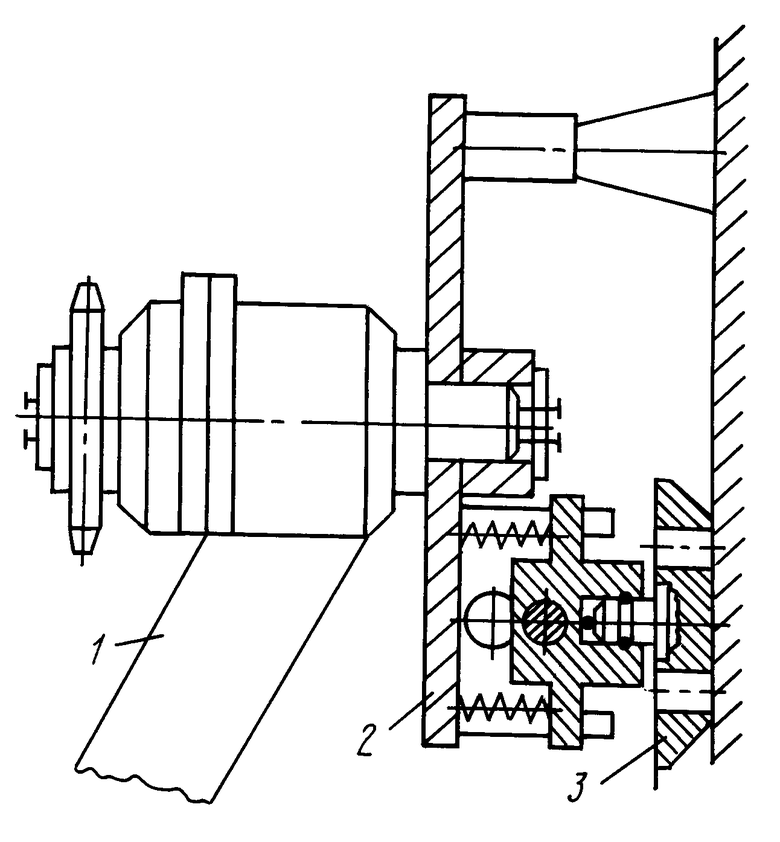
На чертеже представлено устройство для реализации способа чистки дверей коксовых печей.
Способ чистки осуществляется следующим образом.
Дверь коксовой печи устанавливают в каретку 1 со смонтированными на ней принудительно вращающимися держателями 2, снабженными очистными элементами 3, выполненными в виде диска с отверстиями и круговой фаской по краю со стороны его рабочей плоскости и закрепленными шарнирно, подпружиненно и с возможностью произвольного вращения относительно держателя 2. Каретке 1 сообщают возвратно-поступательное перемещение. При этом за счет зацепления отверстиями диска за неровности нагара происходит его вращение с автоматическим выбором направления и чистка боковой вертикальной поверхности дверей коксовой печи. После нескольких возвратно-поступательных перемещений каретки 1 чистку двери заканчивают и ее выводят из каретки.
Использование способа чистки дверей коксовых печей по сравнению с прототипом позволит повысить эффективность чистки боковых вертикальных поверхностей за счет удаления нагара без разрушения огнеупорных элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЧИСТКИ ДВЕРЕЙ КОКСОВЫХ ПЕЧЕЙ | 1994 |
|
RU2087517C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТКИ СТОЯКОВ КОКСОВОЙ ПЕЧИ | 1991 |
|
RU2045566C1 |
| Механизм для очистки дверей коксовых печей | 1990 |
|
SU1744092A1 |
| Устройство для чистки уплотнительныхпОВЕРХНОСТЕй дВЕРЕй или PAM КОКСОВыХпЕчЕй | 1979 |
|
SU817047A1 |
| Устройство для чистки рам и броней коксовых печей | 1989 |
|
SU1693023A1 |
| Устройство для очистки уплотнительных поверхностей дверей коксовых печей | 1983 |
|
SU1286610A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТКИ ДВЕРЕЙ КОКСОВЫХ ПЕЧЕЙ | 2004 |
|
RU2255954C1 |
| Устройство для чистки уплотнительных поверхностей дверей или рам коксовых печей | 1980 |
|
SU986918A2 |
| Устройство для чистки дверей коксовых печей | 1989 |
|
SU1680756A1 |
| Механизм для чистки рам и броней коксовых печей | 1978 |
|
SU768798A1 |
Использование: чистка боковых вертикальных поверхностей дверей коксовых печей. Сущность изобретения: дверь коксовой печи устанавливают в каретку со смонтированными на ней принудительно вращающимися держателями, снабженными очистными элементами, выполненными в виде диска с отверстиями и круговой фаской по краю со стороны его рабочей плоскости и закрепленными шарнирно, подвижно и с возможностью произвольного вращения относительно держателя. При возвратно-поступательном перемещении каретки вдоль боковых вертикальных поверхностей двери происходит зацепление отверстиями диска за неровности нагара и чистка этих поверхностей. 1 ил.
СПОСОБ ЧИСТКИ ДВЕРЕЙ КОКСОВЫХ ПЕЧЕЙ, заключающийся в том, что очистные элементы прижимают к боковым вертикальным поверхностям дверей, образованным плоскостями огнеупорных элементов и металлических держателей, врезают их в слой нагара при принудительном круговом и возвратно-поступательном перемещении, отличающийся тем, что, с целью повышения эффективности чистки при сохранении плоскостей огнеупорных элементов, используют очистные элементы, выполненные в виде диска с отверстиями и круговой фаской по краю со стороны его рабочей плоскости, при этом производят зацепление отверстиями диска за отложения нагара на очищаемой поверхности с возможностью автоматического выбора направления полноповоротного вращения диска вокруг своей оси, установленной перпендикулярно к очищаемой плоскости, а площадь рабочей плоскости диска выполняют равной 450 26,8 высоты его круговой фаски.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для чистки уплотнительных поверхностей дверей коксовых печей | 1982 |
|
SU1214714A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
