Изобретение относится к машиностроению и может быть использовано для изготовления шарнирных соединений деталей машин.
Цель изобретения повышение долговечности шарнирного соединения и упрощение технологии его изготовления.
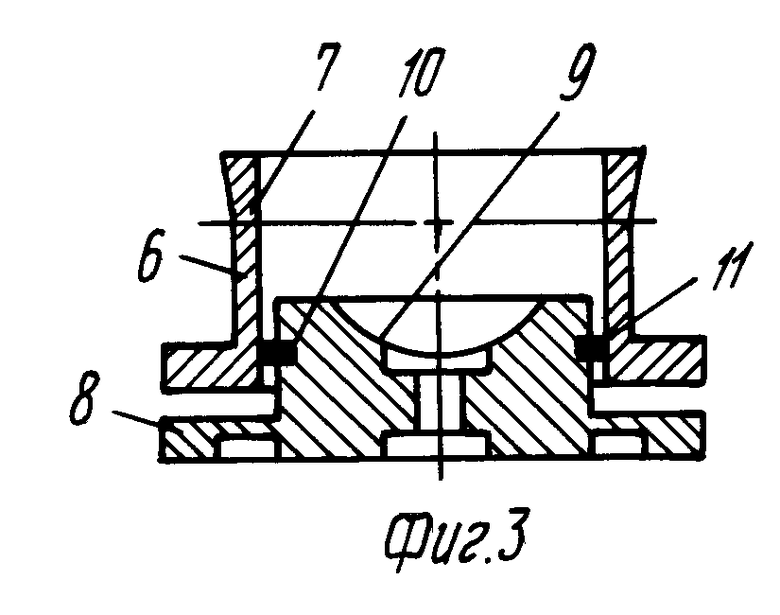
На фиг. 1 изображено закрепление шарнирного соединения в фильере, установленной в приспособлении; на фиг.2 обжатое шарнирное соединение; на фиг.3 исходное положение корпуса-вставки перед закреплением в фильере.
Способ осуществляют с помощью приспособления, которое устанавливают на гидравлический пресс. В состав приспособления 1 входит прижимное устройство 2 и направляющая матрица 3 с конусным отверстием, в которую ответной конусной наружной частью входит фильера 4, имеющая сферическую рабочую часть 5. Фильера 4 выполнена из двух половин с продольным симметричным разрезом. Собранное соединение, состоящее из корпуса 6, внутренняя поверхность которого выполнена в виде полой цилиндрической части, сопрягающееся со вставкой 8, имеющее в центральной части дна сферическую поверхность 9, а на цилиндрической направляющей выполнена кольцевая канавка 10 под уплотнительный элемент 11 и палец 12 с шаровой головкой 13, между фланцами корпуса 6 и вставки 8 устанавливают технологическую прокладку 14, размещают в фильере 4 с упором торца пальца 12 в прижимное устройство 2, с установлением плиты 15 на торец вставки 8 и в направлении Р обжимают шарнирное соединение.
Способ осуществляется следующим образом.
Предварительно изготавливают корпус 6 из стали 20ХЗМВФ путем механической обработки, внутренняя поверхность 7 выполняется полой цилиндрической с чистотой равной  Изготовляют вставку 8 из бронзы Бр0Ф7-0,2 путем механической обработки с образованием в центральной части дна сферической поверхностью 9, а на цилиндрической направляющей выполняют кольцевую канавку 10 для уплотнительного элемента 11, сферическую поверхность 9 и цилиндрическую направляющую выполняют с чистотой
Изготовляют вставку 8 из бронзы Бр0Ф7-0,2 путем механической обработки с образованием в центральной части дна сферической поверхностью 9, а на цилиндрической направляющей выполняют кольцевую канавку 10 для уплотнительного элемента 11, сферическую поверхность 9 и цилиндрическую направляющую выполняют с чистотой  Сочленение корпуса 6 со вставкой 8 обеспечивается по скользящей посадке второго класса точности
Сочленение корпуса 6 со вставкой 8 обеспечивается по скользящей посадке второго класса точности  После изготовления корпуса 6 и вставки 8 собирают шарнирное соединение для завальцовки замковой части корпуса 6 на шаровую головку 13 пальца 12, причем между фланцами корпуса 6 и вставки 8 устанавливают технологическую прокладку 14 для обеспечения требуемого зазора А, который постоянно компенсирует износ трущихся поверхностей корпуса 6 шаровой головки 14 вставки 8. Собранное соединение закрепляют в приспособление 1 и с усилием Р производят обжатие замковой части корпуса 6 на шаровую головку 13 путем продавливания через сферическую рабочую часть 5 фильеры 4.
После изготовления корпуса 6 и вставки 8 собирают шарнирное соединение для завальцовки замковой части корпуса 6 на шаровую головку 13 пальца 12, причем между фланцами корпуса 6 и вставки 8 устанавливают технологическую прокладку 14 для обеспечения требуемого зазора А, который постоянно компенсирует износ трущихся поверхностей корпуса 6 шаровой головки 14 вставки 8. Собранное соединение закрепляют в приспособление 1 и с усилием Р производят обжатие замковой части корпуса 6 на шаровую головку 13 путем продавливания через сферическую рабочую часть 5 фильеры 4.
Способ изготовления шарнирного соединения позволяет повысить долговечность и упростить технологию его изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛЯТОР ПОВОРОТА ЛОПАТОК ЗАВИХРИТЕЛЯ ФРОНТОВОГО УСТРОЙСТВА | 1990 |
|
RU2030688C1 |
| УПЛОТНЕНИЕ ПОРШНЯ | 1991 |
|
RU2018748C1 |
| Способ изготовления сферического шарнира | 1990 |
|
SU1726143A1 |
| ТРУБКА ХОЛОДНОЙ ПРИСТРЕЛКИ | 1991 |
|
RU2064646C1 |
| СЕЛЕКТОР ИМПУЛЬСОВ ЗАДАННОЙ ДЛИТЕЛЬНОСТИ | 1992 |
|
RU2020735C1 |
| Устройство для измерения параметров удара | 1983 |
|
SU1136041A1 |
| Поршневая группа аксиальноплунжерной гидромашины | 1990 |
|
SU1788316A1 |
| Устройство для моделирования квазистационарных однородных магнитных потоков | 1987 |
|
SU1446633A1 |
| Способ определения деформации конструкций | 1991 |
|
SU1820200A1 |
| Заклепка для односторонней клепки | 1986 |
|
SU1317195A1 |


Сущность изобретения: при осуществлении способа изготавливают шаровую головку с пальцем и корпус со сферической поверхностью в основании, выполняя его в виде вставки, являющейся основанием размещенной в полом цилиндре и сопряженной с последним по его внутренней цилиндрической поверхности, затем устанавливают шаровую головку в корпус, закрепляют корпус в приспособлении и обжимают его путем продавливания. При осуществлении способа на внутренней поверхности цилиндра могут выполнять кольцевую канавку под уплотнительный элемент. Вставку и цилиндр в основании можно выполнять с наружными фланцами, при этом перед обжатием между ними устанавливают технологическую прокладку, для обеспечения требуемого зазора после продавливания. Обжатие может быть осуществлено в фильере. 3 з.п. ф-лы, 3 ил.
| Способ сборки шарового шарнира | 1981 |
|
SU969994A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
