Фиг.З
Изобретение относится к машиностроению и может быть использовано для изготовления шарнирных соединений деталей машин, например для изготовления подпятника с плунжером в аксиально-плунжерных гидромашинах.
Цель изобретения - повышение надежности и долговечности.
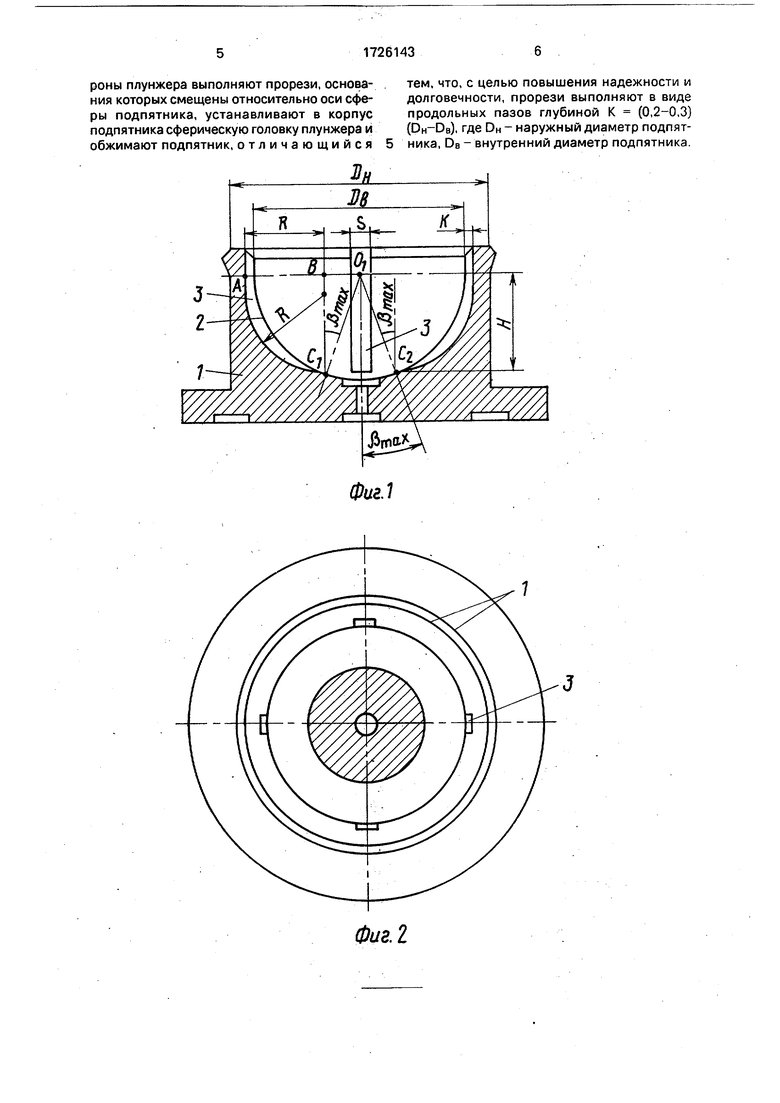
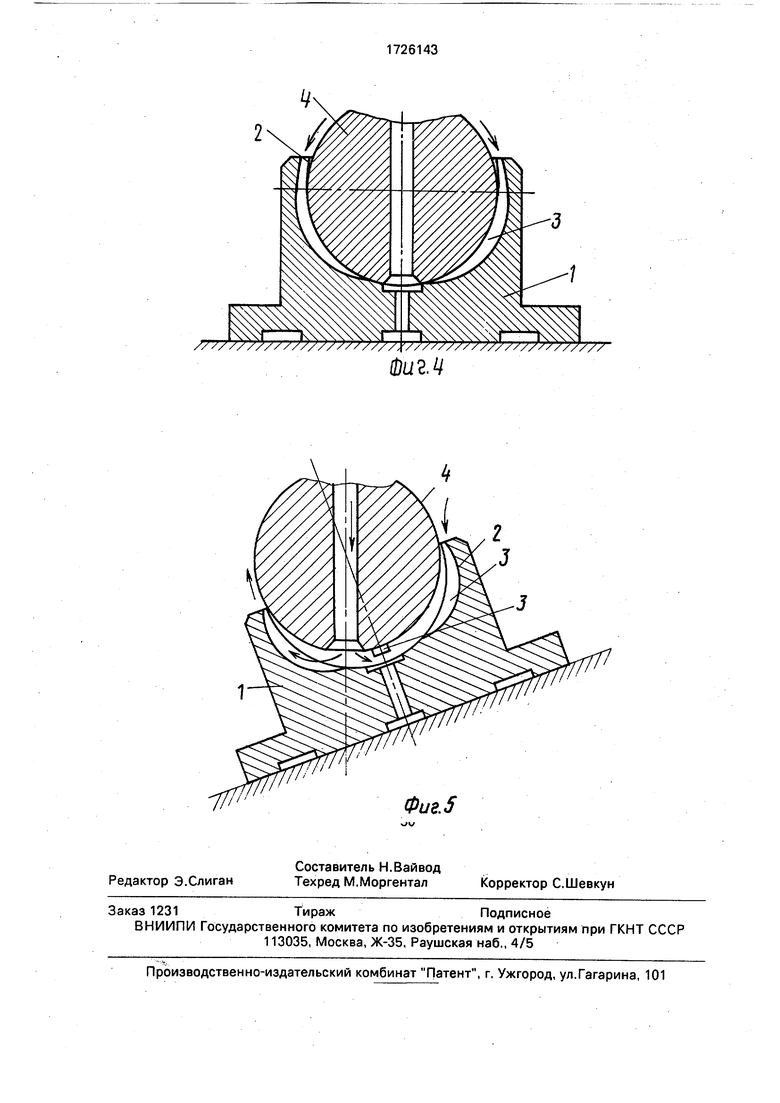
На фиг.1 изображен подпятник до за- вальцовки со схемой основных размеров элементов подпятника; на фиг.2 - сферический шарнир после завальцовки , вид со стороны шейки плунжера; на фиг.З - сферический шарнир, рабочее положение (когда плунжер прижат к замковой части сферы подпятника); на фиг.4 - сферический шарнир, рабочее положение (когда плунжер прижат к опорной части сферы подпятника); на фиг.5 - то же, при отклонении оси плунжера относительно оси подпятника на максимальный угол.
Сферический шарнир состоит из подпятника 1, имеющего сферу 2 и продольные пазы 3, и плунжера 4.
Способ осуществляют следующим образом.
Перед завальцовкой на подпятнике 1 выполняются продольные пазы 3 в количестве п от 2 до 4 в зависимости от диаметра сферы 2 подпятника 1. Пазы выполняются дисковой фрезой или электрохимическим способом. Пазы выполняются шириной S
(0,08-0,1) - и глубиной К (0,2-0,3) (DH
- DB), где DH - наружный диаметр подпятника; DB - внутренний диаметр подпятника. Глубина паза К определяется из условия оптимального подвода жидкости для смазки и возможности уносе продуктов износа трущихся поверхностей. Учитывая, что толщина стенки замковой части корпуса
подпятника 1, определяемая какDH -Ов
реально существующих аксиально-плунжерных гидромашинах равна 1,2-2,0 мм, практически выполнить пазы глубиной более половины толщины стенки не представляется возможным. Поэтому К
(0,4-0,6) Рн Рв или К (0,2-0,3) (Он DB). Чем больше толщина стенки, тем больший из пределов (0,2-0,3) выбирается, а потом определяется число пазов п. Ширина пазов S определяется по вышеуказанной формуле из условий сохранения площади сопряженных рабочих поверхностей.
Заднюю стенку у основания пазов 3 выполняют закругленной с радиусом R, Величина R выбирается такой, чтобы у основания паза 3 не образовался колодец, в котором будут скапливаться продукты износа (при малом R), и чтобы прямая задняя стенка паза 3 переходит в закругленное основание без перелома. Оптимальная величина R определяется из схемы (фиг.1):
R AOi-BOi(% + K)АВ
10
DB . а -2 81Прмакс
5
0
5
откуда R
DB
r-(1 -sirv3MaKc) + K.
Величина смещения оснований пазов 3 относительно оси сферы подпятника 1 определяют из условия совмещения оси плунжера 4 при его отклонении на максимальный угол Диакс относительно оси подпятника 1 с нижней частью оснований пазов (фиг.1 и 5). Это необходимо для увеличения протока жидкости при отклонениях плунжера 4, близких к максимальному, с целью повышения эффективности уноса продуктов износа. Величина смещения Н определяется как DB
Н -
30
35
40
45
50
55
После выполнения пазов 3 на подпятнике 1 последний завальцовывается на сферу плунжера 4 путем протягивания через фильеру с последующим дожатием замковой части в спрофилированной матрице. При этом происходит уменьшение DH и DB подпятника 1 в замковой части. Происходит некоторое уменьшение проходного сечения выходных отверстий пазов 3 (фиг.2). Это учитывается при выборе величин К и S.
При работе сферического шарнира в составе качающего узла аксиально-плунжерной гидромашины происходит следующее: когда плунжер 4 прижат к замковой части подпятника 1 (фиг.З), рабочая жидкость через осевое отверстие в плунжере 4 поступает во внутреннюю полость подпятника 1 и через пазы 3 уносит продукты износа трущихся поверхностей; когда плунжер 4 прижат к нижней части сферы подпятника 1 (фиг.4), рабочая жидкость смазывает замковую часть подпятника 1 и контактирующую с ней сферическую часть плунжера 4; когда плунжер 4 отклонен на максимальный угол Диакс (фиг.5), рабочая жидкость циркулирует через отверстие в плунжере 4 и пазы 3, унося продукты износа трущихся поверхностей.
Формула изобретения Способ изготовления сферического шарнира, при котором в подпятнике со стоФиг. 2
Фиг Ц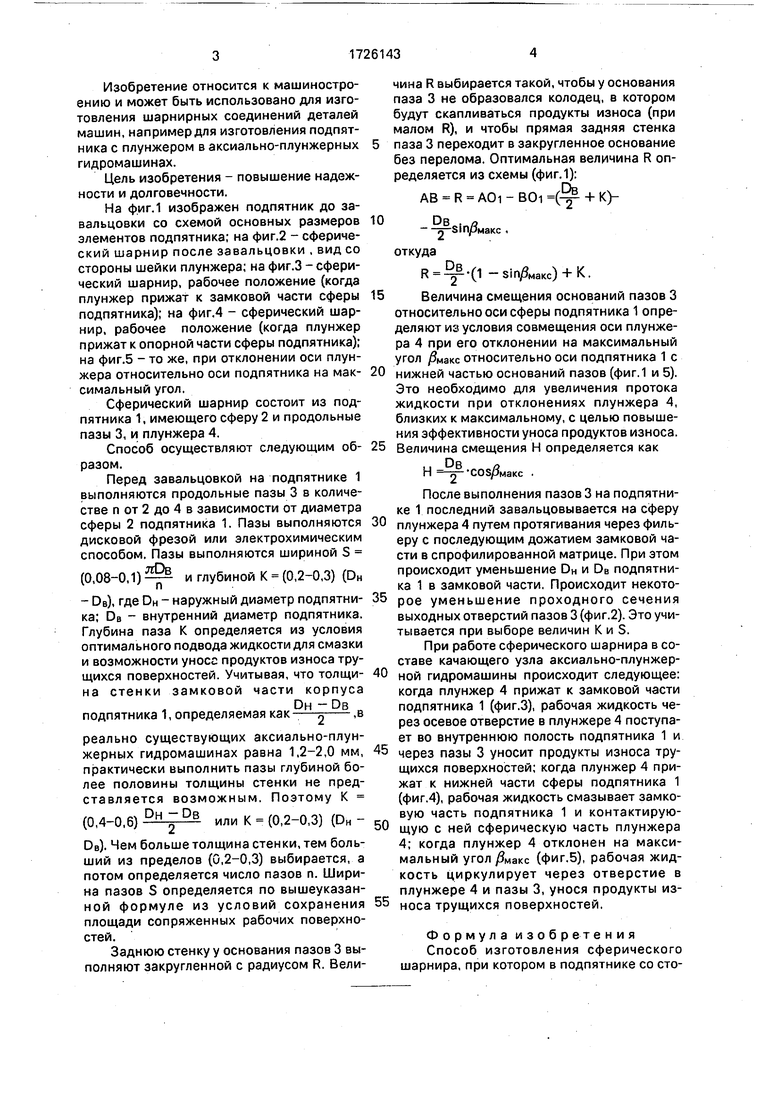
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сферического шарнира | 1987 |
|
SU1433583A1 |
| Поршневая группа аксиальноплунжерной гидромашины | 1990 |
|
SU1788316A1 |
| АКСИАЛЬНО-ПЛУНЖЕРНАЯ ГИДРОМАШИНА | 1991 |
|
RU2109983C1 |
| АКСИАЛЬНО-ПЛУНЖЕРНЫЙ НАСОС | 1990 |
|
RU2030631C1 |
| АКСИАЛЬНО-ПЛУНЖЕРНЫЙ НАСОС | 2000 |
|
RU2190125C2 |
| Аксиально-плунжерный насос | 1987 |
|
SU1421895A1 |
| Аксиально-плунжерная гидромашина | 1982 |
|
SU1138534A1 |
| ОБЪЕМНАЯ РОТОРНАЯ ГИДРОМАШИНА | 1991 |
|
RU2012823C1 |
| ПЛУНЖЕР АКСИАЛЬНО-ПЛУНЖЕРНОЙ ГИДРОМАШИНЫ | 2020 |
|
RU2755015C1 |
| ГИДРОДИФФЕРЕНЦИАЛЬНАЯ ПЕРЕДАЧА | 1995 |
|
RU2099615C1 |
Изобретение относится к машиностроению и может быть использовано для изготовления шарнирных соединений деталей машин. Цель изобретения - повышение надежности и долговечности шарнира. Перед завальцовкой подпятника (П) 1 по сферической головке плунжера 4 в П 1 выполняют продольные пазы (ПП) 3 с закруглением в нижней части. ПП 3 предназначены для выноса продуктов износа трущихся поверхностей и для смазки. 5 ил.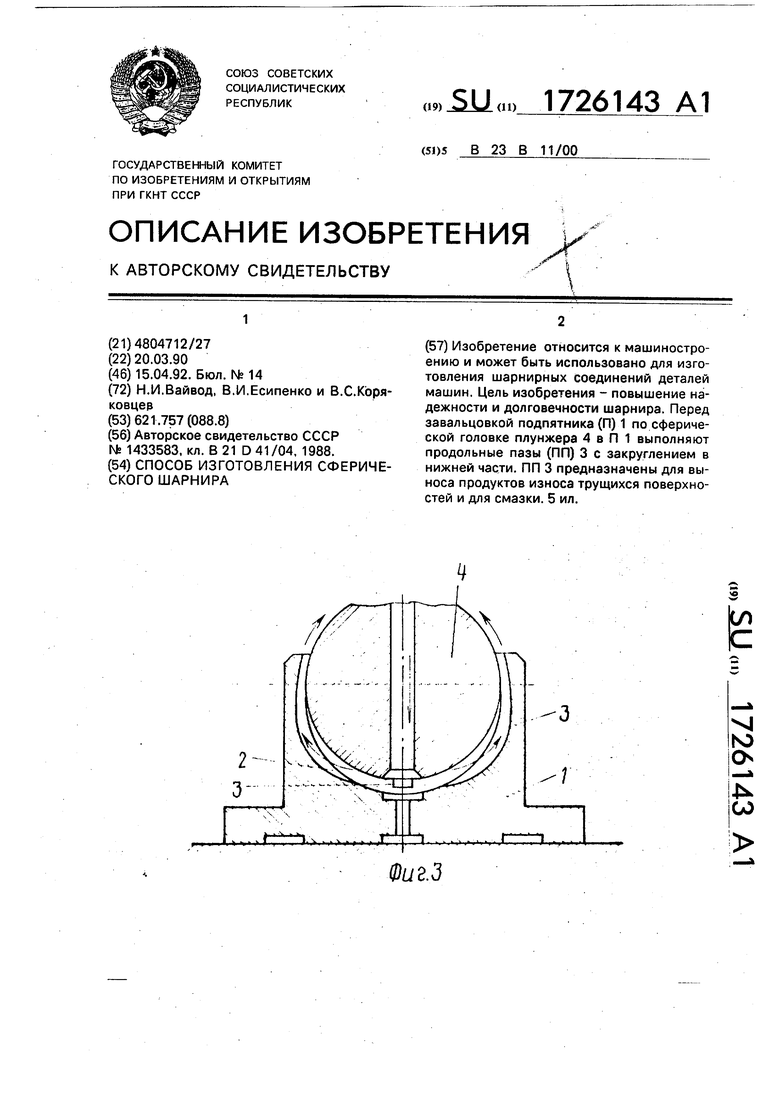
| Способ изготовления сферического шарнира | 1987 |
|
SU1433583A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
