Изобретение относится к технологии изготовления шкал магнитоэлектрических приборов, а именно к технологии нанесения на шкалу рисок, цифр и обозначений, и найдет применение в приборостроении, где без предварительной градуировки наносят риски, цифры, знаки и обозначения на шкалу. Способ предназначен для изготовления приборов, имеющих линейную характеристику шкалы.
Известен механизированный способ изготовления шкал с помощью графопостроителя на ватмане по заранее составленной программе (см. Обмен производственно-техническим опытом, 1989, N 3, с.28 и 1989, N 7, с.34 и Львов Ю. Т. Полуавтоматизированные методы изготовления фотооригиналов и фотошаблонов печатных схем. -Л. ЛДНТП, 1979).
Недостатком способа является высокая трудоемкость по программному обеспечению, необходимость специального оборудования, помещения и специалистов по программному обеспечению, высокая стоимость оборудования, а также невозможность корректировки или исправления макета без исправления программ.
Известен механизированный способ изготовления шкал с помощью лазера на жестких подложках путем выжигания маскирующего слоя на жестких подложках (см. Перспективные методы изготовления и контроля фотошаблонов больших и сверхбольших интегральных микросхем. -Экономика и технология приборостроения, 1980, N 4.
Макет на жестких подложках, изготовленный этим способом, имеет высокую стоимость и высокую трудоемкость по программному обеспечению. Кроме того, для его осуществления необходимо специальное оборудование и специалисты по программному обеспечению и обслуживанию.
Известен также способ для нанесения шкал пальцевым лазером (авт.св. СССР N 894364, кл. F 01 D 13/02).
Недостатком этого способа является то, что он не обеспечивает плавной регулировки и разметки цены деления в широких пределах. Кроме того, очень высокая стоимость кольцевого лазера делает этот способ очень дорогостоящим и требует высококвалифицированного обслуживания.
Наиболее близким к предлагаемому по технической сущности к предлагаемому результату является способ (см. Буловский П.И. и Поваляев А.В. Технология изготовления деталей и узлов электроизмерительных приборов. -М.-Л. Машгиз, 1952 г. с.150), который состоит из следующих операций: на листке макетного ватмана вручную вычерчивают карандашом контур всех наносимых на шкалу обозначений в увеличенном масштабе 4: 1 или 3:1, затем заливают тушью вручную часть контура рейсфедером или пером, после чего сушат, подчищают, выравнивают тон после высыхания туши, проверяют точность макета, производят фотосъемку и изготавливают негатив с уменьшением масштаба до 1:1 с последующей сушкой и ретушью негатива, изготавливают фотохимическим способом клише с негатива известным способом, устанавливают на накатную машину клише и заготовку для шкалы с устройством растарки, краски и переносят шкалу с клише на заготовку шкалы известным способом.
Недостатками способа являются высокая трудоемкость вычерчивания макета, заливки тушью или вычерчивания и контроль макета; низкая точность вычерчивания макета, восприятие при высыхании туши атмосферных влияний (температура, влажность), технологические влияния при фотосъемке и разнотонность; необходимость применения макетного ватмана.
Цель изобретения повышение точности изготовления макета и ремонтопригодность, а также исключение атмосферных и технологических влияний на макет для разных шкальностей.
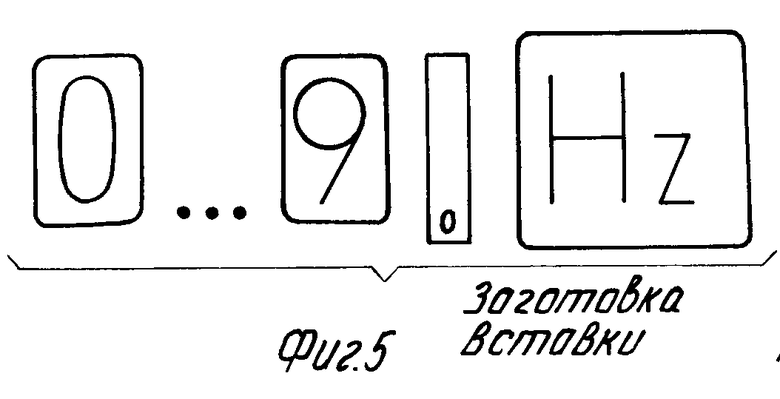
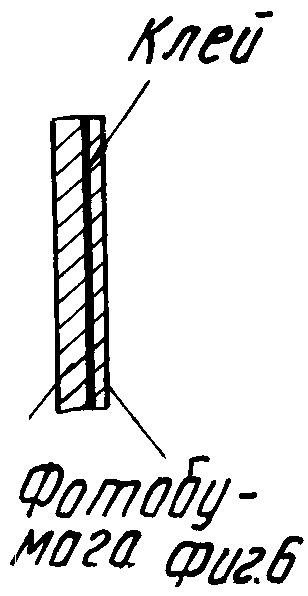
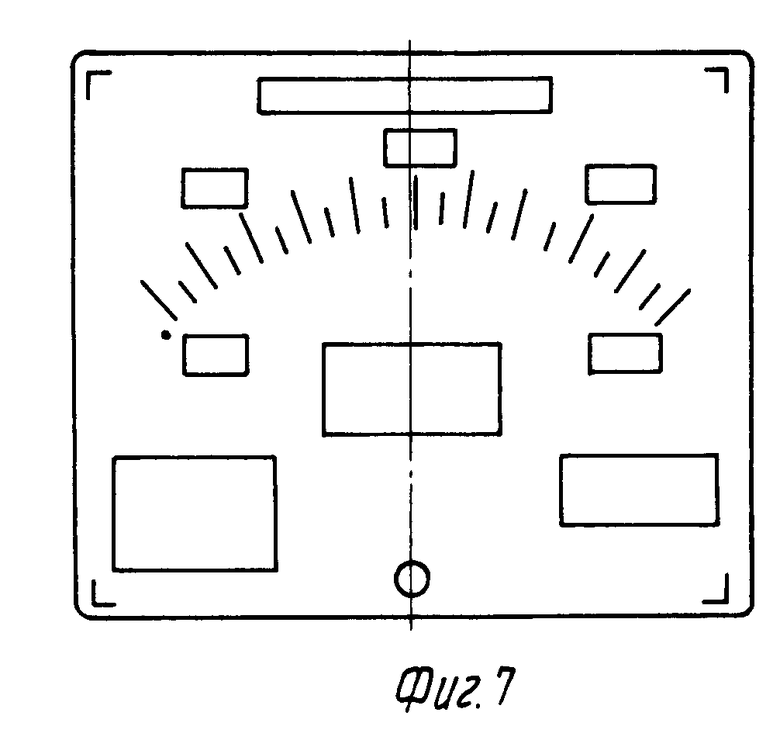
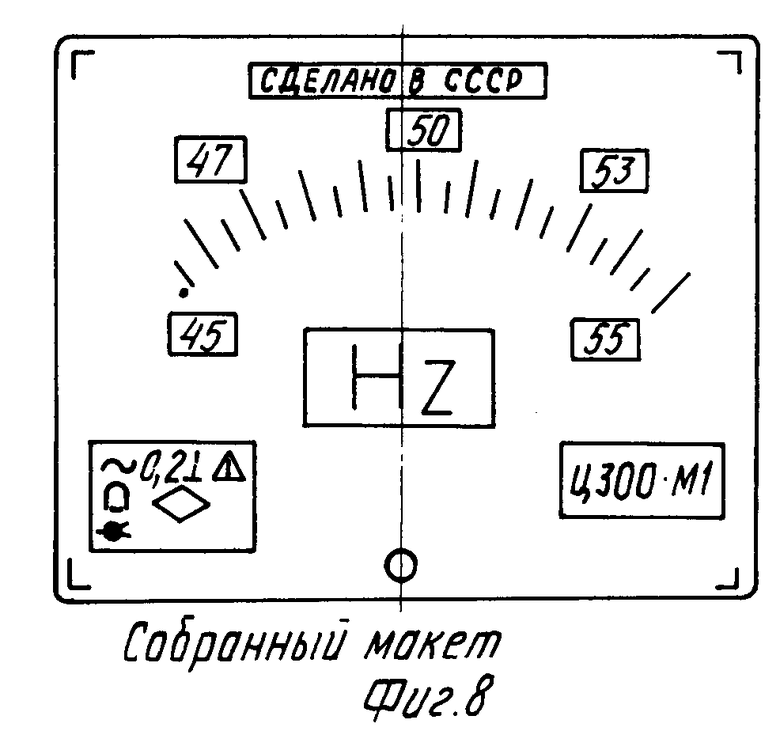
На фиг.1 показано место на основании для рисок; на фиг.2 место с вклеенными рисками; на фиг.3 то же, сечение; на фиг.4 заготовки вставок для цифр и знаков; на фиг.5 вставки с цифрами и знаками; на фиг.6 вставка с фотобумаги, помещенной в место основания шкалы, сечение; на фиг.7 металлическая заготовка макета; на фиг.8 собранный макет.
Шаблон изготавливается в увеличенном масштабе 4:1 или 3:1 по отношению к циферблату (шкале). Заготовку макета, вырезанную из листа (латунь, медь, бронза) толщиной 2 мм рихтуют с обеспечением на плоскости до 0,3 мм, производят сверловку базовых отверстий (2 шт.), разметку окон понижений. На универсальном фрезерном станке (модель 676П) устанавливается универсальный поворотный стол с диаметром стола не менее 380 мм (ГОСТ 169-39-71). Заготовка шаблона устанавливается на поворотный стол с базированием на фиксаторы, установленные на столе, и закрепляется пpихватами, затем выполняется фрезерование углового расположения гнезд для рисок на глубину 0,1-0,2 мм с точностью угла поворота 1', понижений для вставок на глубину 1,3-1,5 мм, реперных линий или знаков глубиной 0,1-0,2 мм. После фрезеровки поверхность заготовки обезжиривается, покрывается белой эмалью (например, АК-1102) с помощью электростатики или краскопульта. Риски, реперные линии и знаки для шаблона изготавливаются из черной фотобумаги или из засвеченной черной фотопленки. Они вырубаются специальными штампами и вклеиваются в гнезда рисок. Допускается заливка тушью черной козеиноспиртовой морозостойкой. Для оцифрованных отметок, знаков, надписей изготавливаются вставки из металла толщиной 1,3-1,5 мм. На них наклеиваются (клей "Момент", ПАВ и др.) необходимые сочетания (цифры, знаки), изготовленные на фотобумаге. Для получения макета производится набор и укладка вставок с требуемыми цифрами, знаками, сочетаниями в гнезда макета в соответствии с чертежом на шкалу (циферблат). С набранного макета выполняется фотосъемка на негатив с уменьшением до масштаба 1:1 (при необходимости ретуширование), изготовление клише известными способами (например, травлением), установка клише на накатной станок и накатка шкалы (циферблата) типографической краской (черной, например по ТУ 29-02-1115-85, краска офсетная черная 2913-01).
Таким образом, предлагаемый способ изготовления макета печатной шкалы для магнитоэлектрических приборов позволяет обеспечить использование макета для разных шкальностей электроизмерительных приборов, повысить точность, ремонтопригодность, исключить атмосферные и технологические влияния, т.е. позволяет изготовить макеты, при которых не требуется специального технологического оборудования, материалов (ватмана, жестких подложек, специальных стержней).
Использование: в технологии формирования градуировочных шкал контрольно-измерительных приборов. Сущность изобретения: способ изготовления макета печатной шкалы для магнитоэлектрических приборов включает изготовление рисок, цифр, обозначений с увеличением 4 : 1 или 3 : 1, окраску, сушку, клейку, набор макета, контроль, фотосъемку с уменьшением 1 : 1, изготовление негатива и клише. При этом вырезают основание макета шкалы из цветного металла, сверлят базовые отверстия, размечают на универсальном поворотном столе основание, на котором фрезеруют с помощью универсального фрезерного станка понижения с последующей окраской для размещения в них рисок, цифр, обозначений, после чего красят и штампуют из черной фотобумаги, а из металла заготовки-вкладыши, вырезают прямоугольники с цифрами и обозначениями, изготовленные из черной фотомуги риски, вклеивают риски в понижения основания, а цифры и обозначения клеют на заготовки-вкладыши и набирают макет с установкой заготовок-вкладышей в соответствующие понижения. 3 з.п. ф-лы, 8 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Буловский П.И | |||
| и Поваляев А.В | |||
| Технология изготовления деталей и узлов электроизмерительных приборов | |||
| М | |||
| - Л.: Машгиз, 1952. | |||
