Изобретение относится к обработке металлов давлением, а именно к способам производства трапециевидных профилей, имеющих одну ось симметрии, из черных и цветных металлов, и может быть использовано для производства коллекторных профилей, в том числе малого поперечного сечения.
В практике обработки цветных металлов наиболее широкое распространение получило производство коллекторных профилей путем многопроходного волочения горячекатаных круглых и прямоугольных полос на однократных и многократных барабанных станах /1/.
Большое количество проходов волочения, промежуточных термообработок, операций по острению переднего конца, подготовке поверхности необходимых для осуществления известного способа производства /1/ отрицательно сказываются на себестоимости коллекторных профилей и предопределяют потребность в проектировании альтернативных технологических схем производства, например, с использованием на различных этапах формоизменения профилей процессов прокатки.
Известен также способ производства асимметричных трапециевидных профилей /2/, включающий черновую прокатку заготовки в спаренном виде, их продольное разделение (порезку), сборку составной заготовки с заменой боковых граней соприкосновения и последующую прокатку составной заготовки в общих треугольных, имеющих вертикальную ось симметрии калибрах, до получения готовых профилей.
Низкое качество продольной порезки спаренного профиля, высокая трудоемкость операции порезка (применительно к способу холодной прокатки) и явно выраженная несимметрия поперечного сечения прокатанной в общем калибре черновой заготовки предопределяет использование известного технического решения преимущественно для производства горячекатаных асимметричных трапециевидных профилей.
Ближайшим аналогом к изобретению является способ производства трапециевидных, в том числе имеющих одну ось симметрии профилей (коллекторных) /3/, включающий сборку составной заготовки из полос прямоугольного поперечного сечения и ее прокатку в общих ромбических калибрах.
Формированию коллекторных профилей путем попарной прокатки прямоугольных заготовок в общем ромбическом калибре свойственно следующее.
При обжатии составной заготовки гранями ручьев общего калибра стабильное положение единичных заготовок относительно вертикальной оси калибра (в осевом направлении) обеспечивается при равенстве их вытяжек, а совмещение плоскости контакта единичных заготовок с вертикальной осью симметрии калибра при равенстве обжатий верхних и нижних граней прямоугольных полос в равноудаленных от вертикальной оси симметрии калибра сечениях. Как показали экспериментальные исследования, равенство вытяжек единичных заготовок обеспечивается при равенстве смещаемых площадей с соответствующих граней прямоугольных заготовок, причем условие равенства обжатий верхних и нижних граней соответствующих прямоугольных полос может не соблюдаться. Иными словами, составная заготовка в процессе деформации имеет тенденцию к повороту и взаимному смещению ее частей, в результате которых грани прямоугольных заготовок располагаются вдоль противорасположенных граней ручьев общего ромбического калибра (см. фиг.3), при этом плоскость контакта полос занимает положение внутри углов, образованных нормалями (N-N) к граням калибра, пересекающимися в общей точке, лежащей на вертикальной оси симметрии (У-У) калибра и делящих его на равновеликие по площади многоугольники.
Указанный недостаток, а именно поворот составной заготовки и взаимное смещение ее частей в процессе обжатия в общем ромбическом калибре, отрицательно сказывается на качестве готовой продукции (приводит к невыполнению радиусов сопряжений и углов между боковыми гранями и большим основанием профиля и бочкообразованию его малого основания), причем использование известной вводной валковой арматуры /3/, позволяющей за счет плотного сопряжения направляющего канала с составной заготовкой по всему ее периметру исключить поворот составной заготовки, также сопровождается снижением качества (задиры и риски на поверхности прокатанных профилей) и помимо этого приводит к повышенному расходу привалковой арматуры.
Кроме того, при производстве мелких профилей (площадью поперечного сечения менее 10 мм2), характеризующихся низкой жесткостью передних концов, использование известной /3/ валковой арматуры не дает положительного эффекта (не устраняет поворот составной заготовки при ее деформации в общем ромбическом калибре), а следовательно, ограничивает технологические возможности способа.
В основу изобретения положена задача устранения этих недостатков, а именно повышение качества коллекторных профилей, снижение их себестоимости и расширение технологических возможностей.
Поставленная задача решается тем, что в известном способе производства трапециевидных профилей, преимущественно коллекторных, включающем сборку составной заготовки, ее прокатку в общем ромбическом калибре и последующее разделение составной заготовки на отдельные профили, согласно изобретению при сборке составной заготовки используют отдельные заготовки круглого поперечного сечения, а после разделения производят прокатку каждого профиля в чистовом закрытом калибре.
При прокатке составной заготовки, состоящей из двух круглых идентичных заготовок в общем ромбическом калибре, наблюдается следующее.
Каждая из идентичных заготовок в процессе ее деформации занимает положение, обеспечивающее равенство смещаемых площадей граней ручьев верхнего и нижнего валков соответствующей части калибра. При этом из очевидных геометрических соотношений величины обжатий верхними и нижними гранями ручьев калибра единичных заготовок, равноудаленных от вертикальной оси симметрии калибра сечениях, также равны. Отсюда с учетом равенства диаметров единичных заготовок (равенство вытяжек), симметричности калибра относительно его вертикальной оси и направляющего воздействия граней ручьев калибра на протяжении всего процесса деформации обеспечивается стабильная фиксация составной заготовки (и ее частей) от осевых перемещений с расположением плоскости контакта единичных круглых заготовок вдоль вертикальной оси симметрии калибра. При этом последнее, как показали экспериментальные исследования, достигается без использования привалковой арматуры, в том числе и при производстве мелких с площадью поперечного сечения менее 10 мм2 коллекторных профилей.
В свою очередь, высокое качество полученных в результате обжатия составной заготовки (состоящей из двух круглых заготовок) в общем ромбическом калибре черновых трапециевидных заготовок обуславливает при их раздельной прокатке в чистовом закрытом калибре возможность получения требуемой точности геометрических размеров поперечного сечения готовых профилей. Таким образом, предлагаемое техническое решение позволяет снизить себестоимость коллекторных профилей путем повышения стойкости привалковой арматуры, повысить качество за счет исключения рисок и задиров на поверхности профилей и повышения точности размеров их поперечного сечения и расширить технологические возможности способов в части освоения производства коллекторных профилей с площадью поперечного сечения менее 10 мм2.
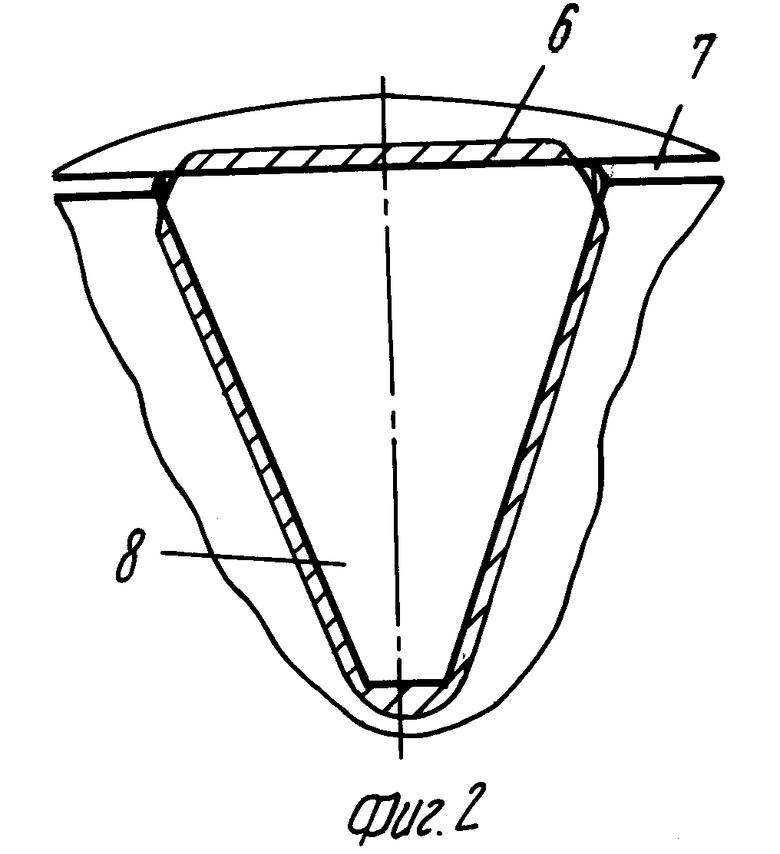
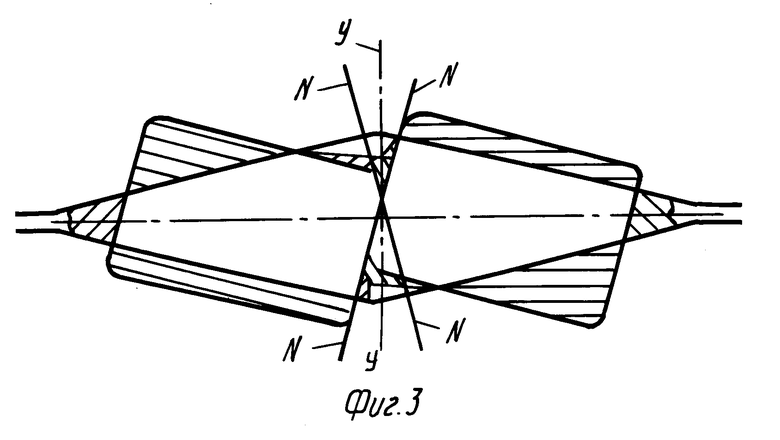
На фиг. 1 показана схема осуществления предлагаемого способа (схема деформации составной заготовки, состоящей из двух единичных заготовок круглого поперечного сечения в общем ромбическом калибре); на фиг.2 схема деформации чернового коллекторного профиля в чистовом закрытом калибре; на фиг.3 схема осуществления известного способа [3] (схема деформаций составной заготовки, состоящей из двух единичных заготовок прямоугольного поперечного сечения в общем ромбическом калибре).
Способ осуществляется следующим образом.
Передние концы от двух бунтов с идентичной друг другу калиброванной заготовкой 1 задают в общий ромбический калибр 2, образованный валками 3 и 4, и включается привод клети (не показано). При касании круглых заготовок 1 наклонных стенок ромбического калибра 2 осуществляется выборка зазоров внутри составной заготовки 5 и между последней и наклонными стенками ромбического калибра 2 происходит захват составной заготовки 5 валками 3, 4. Благодаря тому, что левая и правая части калибра 2 симметричны друг другу, поперечные сечения заготовок 1 идентичны, а величины обжатий, равно как смещаемых площадей наклонными стенками соответствующих частей калибра единичных заготовок 1 равны между собой, при деформации обеспечивается надежная фиксация составной заготовки 5 от осевых перемещений с расположением плоскости контакта деформируемых заготовок 1 строго по вертикальной оси симметрии (У-У) ромбического калибра 2. После прокатки составной заготовки 5 в калибре 2 производят ее разделение и выполняют прокатку каждого чернового коллекторного профиля 6 в чистовом закрытом калибре 7, в результате которой осуществляется формирование радиусов сопряжения оснований коллекторного профиля 8 и контроль его высоты.
По предлагаемому способу производства были прокатаны опытные партии коллекторных профилей двух наименований с размерами поперечного сечения 1,03-0,02x2,39-0,02x4,5-0,2 мм и 1,3-0,02x2,89-0,02x6,3-0,2 мм, где 1,03-0,02 мм и 1,3-0,02 мм ширина малого основания профилей, 2,39-0,02 мм и 2,89-0,02 мм ширина большого основания профилей, 4,5-0,2 мм и 6,3-0,2 мм высота профилей. Материал профилей медь М1 ГОСТ 193-79. Первый проход осуществляется на одноклетевом стане повышенной жесткости дуо 250, а второй на дуо 150. Исходной заготовкой для первого профиля служил калиброванный круг диаметром 4,3-0,03 мм, а для второго 5,1-0,03 мм. Суммарные вытяжки по переделу для первого и второго профилей составили соответственно 1,89 и 1,56. Прокатка выполнялась по технологической схеме бунт-бунт. Объем прокатанных партий составил по 1,5 т. Процесс деформации в первом и втором проходах протекал устойчиво. Все размеры сечения профилей, в том числе радиусы сопряжений (равные 0,3 и 0,17 мм), соответствовали требованиям чертежей. Отклонений от регламентированных показателей прямолинейности и скручивания, рисок и задиров на поверхности профилей при визуальном контроле не обнаружено. По окончании прокатки привалковая арматура скольжения, направляющий канал которой на входе в валки общего ромбического калибра был выполнен прямоугольным с размерами, превышающими на 0,8.1,4 мм габариты поперечного сечения составной заготовки, была подвергнута осмотру. В результате осмотра установлено, что максимальный износ направляющего канала не превышал 0,4 мм, при этом влияние отмеченного износа на качество прокатанных профилей не установлено.
Для определения эффективности предлагаемого способа по сравнению с известным была выполнена прокатка двух опытных партий коллекторных профилей, отмеченных выше типоразмеров, с использованием исходных заготовок прямоугольного поперечного сечения с размерами: 2,4-0,03х4,3-0,1 мм, (для первого профиля 1,03х2,39х4,5 мм) и 2,95-0,03х6,1-0,1 мм (для второго профиля 1,3х2,89х6,3).
При прокатке коллекторных профилей по известному способу в первом проходе для предотвращения поворота составной заготовки в общем ромбическом калибре использовалась привалковая арматура, направляющий канал которой плотно сопрягался с составной заготовкой по всему ее контуру. Однако при прокатке первого профиля использование этой арматуры не устранило поворот составной заготовки в общем ромбическом калибре, что привело к невыполнению радиусов сопряжения на прокатанном в чистовом проходе профиле. При прокатке второго профиля в среднем после деформации 180 кг заготовок в общем ромбическом калибре приходилось заменять по износу вводную арматуру.
Следует также отметить, что качество поверхности второго профиля, прокатанного по известному способу, было значительно ниже, чем по предлагаемому способу (из 800 кг прокатанных 160 кг по рискам, задирам и невыполнению радиусов сопряжений было отбраковано).
Кроме того, трудоемкость задач составной заготовки через известную привалковую арматуру /3/ в общий ромбический калибр по сравнению с предлагаемым техническим решением, как показала опытная прокатка, существенно выше.
Исследования по определению границы устойчивости собранной из двух прямоугольных полос составной заготовки при ее деформации в общем ромбическом калибре в связи с высокой стоимостью инструмента проводились следующим образом. В общий ромбический калибр, используемый для прокатки второго профиля, задавались составные заготовки одинаковой высоты (2,95-0,03 мм), но различной ширины (12,2 мм; 11,8 мм; 11,4 мм; 11 мм; 10,6 мм; 10,2 мм; 9,8 мм). В результате проведенных исследований выяснилось, что поворот составной заготовки в общем ромбическом калибре наблюдается при прокатке черновых коллекторных профилей с площадью поперечного сечения менее 11 мм2 (случай прокатки составной заготовки шириной 11 мм). Отсюда с учетом величины вытяжки в чистовом проходе, лежащей в пределах 1,08.1,11, предельное значение площади поперечного сечения коллекторных профилей, производство которых возможно с применением известного способа /3/, не должно превышать 10 мм2.
Таким образом, положительный эффект, достигаемый использованием предлагаемого изобретения по сравнению с известным техническим решением, состоит в снижении себестоимости высокоточных коллекторных профилей, повышении их качества и расширении технологических возможностей.
Снижение себестоимости коллекторных профилей достигается за счет уменьшения расхода привалковой арматуры, сокращения простоев стана по замене арматуры и сокращения затрат времени на выполнение операции заправка составной заготовки в общий ромбический калибр.
Повышение качества коллекторных профилей обеспечивается повышением точности геометрических размеров их поперечного сечения и исключением поверхностных дефектов (рисок, задиров), а расширение технологических возможностей путем освоения производства мелких высокоточных коллекторных профилей с площадью поперечного сечения менее 10 мм2.
Изобретение может быть использовано для производства высокоточных коллекторных профилей, в том числе мелкого поперечного сечения в электроцехах машиностроительных предприятий и в условиях кабельных заводов и заводов по обработке цветных металлов. Учитывая состав оборудования последних, на заключительном этапе формоизменения вместо прокатки в чистовом закрытом двухвалковом калибре целесообразно использовать способ волочения черновых коллекторных заготовок в монолитных фильерах на барабанных станах.
В этой связи представляет значительный интерес, например, на КУЗОЦМ применение для осуществления предлагаемого способа непрерывного прокатно-волочильного стана конструкции АЗТМ (ВСП-5), содержащего прокатную клеть (на входе) и пять тянущих барабанов. В этом случае при незначительной реконструкции намоточного устройства имеется возможность существенного увеличения производительности агрегата (одновременная деформация двух полос) и сокращение парка фильер (один проход волочения вместо четырех).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1995 |
|
RU2088350C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
| СПОСОБ ПОДГОТОВКИ ПЕРЕДНИХ КОНЦОВ ЗАГОТОВОК К ВОЛОЧЕНИЮ ПРИ ПРОИЗВОДСТВЕ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087222C1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1996 |
|
RU2088349C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1999 |
|
RU2156666C1 |
| Способ производства высокоточных несимметричных полособульбовых профилей | 1991 |
|
SU1787051A3 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 2000 |
|
RU2170632C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 1994 |
|
RU2062670C1 |
Использование: повышение качества высокоточных коллекторных профилей, снижение их себестоимости и расширение технологических возможностей при производстве высокоточных трапециевидных профилей, имеющих одну ось симметрии. Изобретение может быть использовано для производства высокоточных коллекторных профилей, в том числе малого поперечного сечения. Сущность: сборку составной заготовки осуществляют из полос круглого поперечного сечения, при этом повышение качества высокоточных коллекторных профилей, снижение их себестоимости и расширение технологических возможностей обеспечиваются за счет повышения точности осевой фиксации составной заготовки в процессе ее деформации в общем ромбическом калибре и как следствие исключения рисок и задиров на поверхности продеформированных черновых коллекторных профилей, повышения точности формирования геометрических размеров их поперечных сечений, сокращения расхода привалковой арматуры, снижения трудозатрат на выполнение операций по заправке составной заготовки в общий ромбический калибр и освоения производства высокоточных коллекторных профилей с площадью поперечного сечения менее 10 мм2. 3 ил.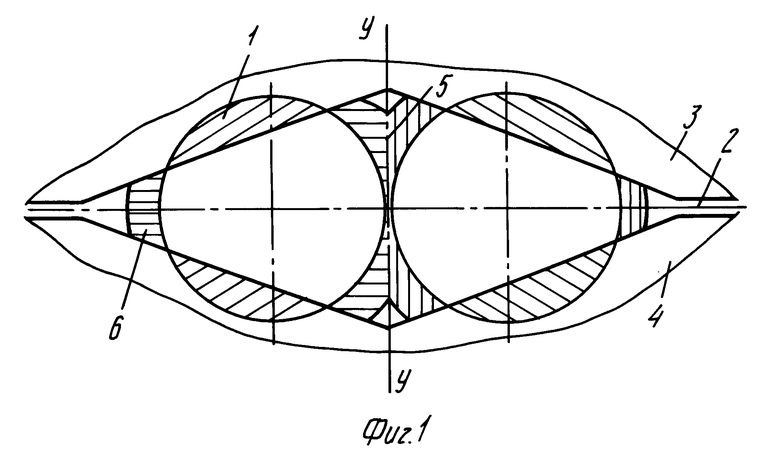
Способ производства трапециевидных профилей, преимущественно коллекторных, включающий сборку составной заготовки, ее прокатку в общем ромбическом калибре и последующее разделение составной заготовки на отдельные профили, отличающийся тем, что при сборке составной заготовки используют отдельные заготовки круглого поперечного сечения, а после разделения производят прокатку каждого профиля в чистовом закрытом калибре.
| Брабец В.B | |||
| Проволока из тяжелых и цветных металлов и сплавов | |||
| Справ | |||
| изд | |||
| - М.: Металлургия, 1984, с.217 | |||
| SU, авторское свидетельство, 531560, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| SU, авторское свидетельство, 1509141, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
