Изобретение относится к оснастке из жаропрочных металлических сплавов для изготовления высокоплотных керамических дисков, преимущественно заготовок оптических, пьезоэлектрических и других функциональных поликристаллических элементов ИК-спектрометрической, электронной и т.п. аппаратуры.
Для изготовления высокоплотных керамических дисков известна пресс-форма [1] формообразующий узел которой состоит из матрицы с цилиндрическим каналом, из цилиндрического пуансона в канале матрицы и из основания, выполненных из жаропрочного металлического сплава. Такая пресс-форма обеспечивает изготовление высокоплотных керамических дисков с отношением толщины к диаметру не более 1:8, т.е. не более 0,125 (см [2]), с выходом годных изделий не более 50% по причине нарушения целостности керамики во время извлечения ее из формообразующего узла.
Известен также формообразующий узел [3] из жаропрочного металлического сплава, матрица которого с цилиндрическим каналом выполнена, в отличие от матрицы формообразующего узла [1] составной из двух-трех частей-сегментов. Пресс-форма с формообразующим узлом [3] обеспечивает изготовление высокоплотных керамических дисков с отношением толщины к диаметру 1:3, т.е. практически с отношением 0,333 (см. [4]), что в ≈2,7 раза больше, чем обеспечиваемое формообразующим узлом пресс-формы по патенту [1] Однако наличие конструктивных зазоров по линиям разъема матрицы в пресс-форме с формообразующим узлом [3] приводит к выдавливанию части прессуемого материала в зазоры и к концентрации напряжений в областях диска, близких к линиям разъема матрицы. В итоге при использовании пресс-формы с формообразующим узлом [3] выход годных дисков не превышает 70% по причине нарушения целостности керамики во время извлечения ее из формообразующего узла.
Для изготовления высокоплотных керамических дисков была также предложена пресс-форма [6] используемая для реализации способа [5] В отличие от пресс-форм [1] и [3] матрица формообразующего узла пресс-формы [6] выполнена с внутренней круговой конусной выборкой в нижней части под углом 4±0,5о к аксиальной оси на высоту, равную 1/8 диаметра канала, при отношении ≈1:1 высоты канала к диаметру. Формообразующий узел данной пресс-формы является наиболее близким по конструкции и назначению к предлагаемому формообразующему узлу, поэтому выбран в качестве прототипа.
Пресс-форма с формообразующим узлом прототипом обеспечивает изготовление высокоплотных керамических дисков с выходом годных ≈100% но только при отношении толщины диска к его диаметру не более 1:8, т.е. при отношении не более 0,125 как при использовании пресс-формы с формообразующим узлом [1] Эксперименты показали, что если в пресс-форме с формообразующим узлом-прототипом [6] пытаться изготавливать диски с отношением толщины к диаметру более чем 0,125, то выход годных изделий равен практически нулю по причине нарушения целостности керамики при извлечении ее из формообразующего узла.
К настоящему времени возникла потребность в изготовлении высокоплотных керамических дисков с отношением толщины к диаметру 1:2 (т.е. 0,5). Это необходимо, в частности, для производства керамических двояковыпуклых линз оптических систем инфракрасных анализаторов отходящих газов теплоэнергетических производств. Известные аналоги и прототип не обеспечивают изготовление заготовок дисков для таких элементов.
Цель предлагаемого изобретения заключается в том, чтобы обеспечить конструкцией формообразующего узла пресс-формы изготовление высокоплотных керамических дисков с отношением толщины к диаметру 1:2 (т.е. 0,5) и выходом годных ≈100%
Поставленная цель достигается тем, что в формообразующем узле пресс-формы, состоящем из матрицы с цилиндрическим каналом с внутренней круговой конусной выборкой в нижней части, из цилиндрического пуансона в канале матрицы и из основания, выполненных из жаропрочного металлического сплава, согласно изобретению, матрица выполнена с отношением высоты канала к его диаметру 2:1, а конусная выборка в нижней части матрицы выполнена под углом 5,5±0,5о к аксиальной оси на высоту, равную 1/2 диаметра канала.
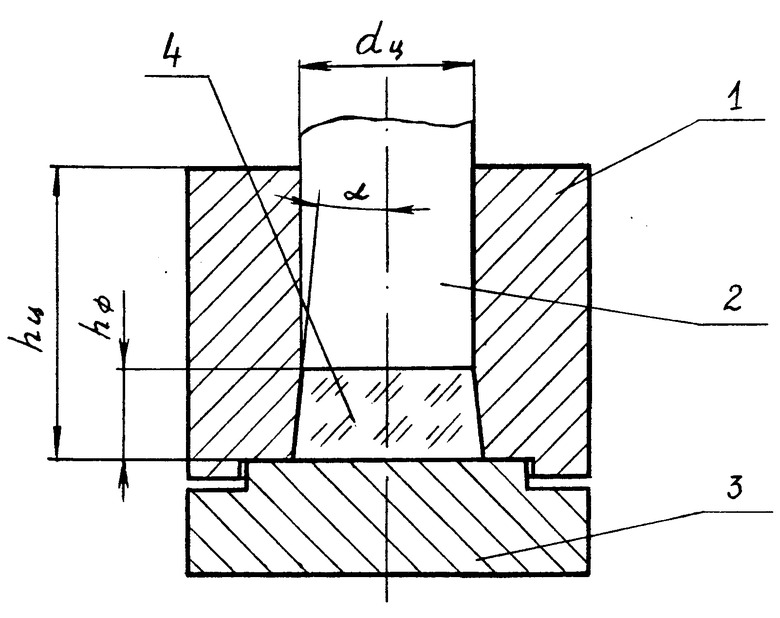
Предлагаемый формообразующий узел пресс-формы для изготовления высокоплотных керамических дисков (фиг. 1) состоит из матрицы 1, цилиндрического формообразующего пуансона в канале матрицы 2 и основания 3, выполненных из жаропрочного металлического сплава, 4 отпрессованный керамический диск. При этом матрица выполнена с цилиндрическим каналом и внутренней круговой конусной выборкой в нижней части под углом α-5,5± 0,5о к аксиальной оси на высоту hф, равную 1/2 диаметра канала dц, с отношением высоты канала hф+hц к его диаметру dц 2:1.
Порядок работы с предлагаемым формообразующим узлом пресс-формы идентичен известному при работе с формообразующим узлом-прототипом: устанавливают матрицу 1 на основание 3 (фиг. 4), загружают в матрицу порцию порошка требуемой массы, вставляют пуансон 2 в канал матрицы и уплотняют (брикетируют) порошок в матрице необходимым давлением. Затем устанавливают формообразующий узел с полученным брикетом в пресс-форму, нагревают его до заданной температуры, прикладывают заданное давление и выдерживают это давление и температуру в течение времени, достаточного для достижения требуемой плотности керамики. После этого снимают давление, извлекают полученный керамический диск из формообразующего узла пресс-формы и охлаждают до температуры воздуха в помещении.
П р и м е р 1. Опробование предлагаемого формообразующего узла пресс-формы проведено в опытах по изготовлению образцов оптической керамики из фторида магния с размерами ≈31 х 15,5 мм, т.е. с отношением толщины диска к его диаметру ≈1:2 (0,5). Проведено 15 опытов по спеканию порошка фторида магния при температуре 630оС под давлением 265 МПа (2,7 т/см2) в течение 15 мин, изготовлено 15 образцов керамики. Целостность отпрессованного диска при извлечении из формообразующего узла нарушена в одном случае, остальные изготовленные образцы пригодны для использования по прямому назначению.
П р и м е р 2. Опыты по изготовлению образцов керамики аналогично указанному в примере 1 проведены с использованием формообразующего узла, матрица которого выполнена с внутренней круговой конусной выборкой в нижней части под углом 4,5о к аксиальной оси, т.е. под углом меньше предлагаемого. При извлечении отпрессованного диска из формообразующего узла происходит нарушение целостности диска (чаще всего сколы), большинство образцов непригодно для использования по прямому назначению.
П р и м е р 3. Опыты по изготовлению образцов керамики аналогично указанному в примере 1 проведены с использованием формообразующего узла, матрица которого выполнена с внутренней круговой конусной выборкой в нижней части под углом 6,5о к аксиальной оси, т.е. под углом больше предлагаемого. В процессе спекания порошка под давлением часть прессуемого материала выдавливается в зазор между матрицей и основанием, большинство образцов растрескиваются в радиальных направлениях и не могут быть использованы.
П р и м е р 4. Опыты по изготовлению образцов керамики аналогично указанному в примере 1 проведены с использованием формообразующего узла, матрица которого выполнена с внутренней круговой конусной выборкой в нижней части на высоту, равную 0,6 диаметра канала (т.е. на высоту больше предлагаемой). При извлечении отпрессованного диска из формообразующего узла происходит нарушение целостности диска (сколы и горизонтальные трещины), большинство образцов непригодны для использования по прямому назначению.
П р и м е р 5. Опыты по изготовлению образцов керамики аналогично указанному в примере 1 проведены с использованием формообразующего узла, матрица которого выполнена с внутренней круговой конусной выборкой в нижней части на высоту, равную 1/3 диаметра канала (т.е. на высоту меньше предлагаемой). Все образцы получаются целыми, но они не пригодны для использования по прямому назначению, поскольку их толщина меньше требуемой.
П р и м е р 6. Опыты по изготовлению образцов керамики аналогично указанному в примере 1 проведены с использованием формообразующего узла, матрица которого выполнена с отношением высоты канала к его диаметру 1,9 (т.е. с отношением, меньше предлагаемого). В процессе спекания порошка под давлением происходит выдавливание части прессуемого материала в зазор между матрицей и пуансоном, зажатие пуансона в канале матрицы. Образцы получаются с отношением толщины к диаметру менее 0,5, в ряде случаев происходит нарушение их целостности при извлечении из формообразующего узла.
П р и м е р 7. Опыты по изготовлению образцов керамики аналогично указанному в примере 1 проведены с использованием формообразующего узла, матрица которого выполнена с отношением высоты канала к его диаметру 2,2 (т.е. с отношением больше предлагаемого). Все образцы получаются целыми и пригодны для использования по прямому назначению. Но металлоемкость формообразующего узла при этом больше, чем у узла с предлагаемым отношением (hф+hц)/dц=2:1. Поэтому изготавливать формообразующий узел пресс-формы по примеру 7 нецелесообразно.
Приведенные примеры показывают, что использование предлагаемого технического решения обеспечивается конструкцией формообразующего узла пресс-формы для изготовления высокоплотных керамических дисков с отношением толщины к диаметру 1:2 (т.е. 0,5, что в полтора раза больше, чем при использовании прототипа). Это позволяет снизить в ≈1,2 раза материалоемкость и, соответственно, трудоемкость и себестоимость функциональных элементов большой толщины из высокоплотной керамики. Данное техническое решение было испытано при производстве заготовок керамики из фторида магния, для фокусирующих линз оптических систем инфракрасных анализаторов оксидов углерода в отходящих газах теплоэнергетических производств. Выход годных керамических линз составил при этом 94%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩЕЙ КЕРАМИКИ НА ОСНОВЕ БАРИЕВОГО КУПРАТА | 1989 |
|
RU2024464C1 |
| СЦИНТИЛЛЯЦИОННЫЙ ДЕТЕКТОР И СПОСОБ ЕГО СБОРКИ | 1990 |
|
RU2014634C1 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ КРИСТАЛЛОВ | 1991 |
|
RU2049829C1 |
| СЦИНТИЛЛЯЦИОННЫЙ ДЕТЕКТОР | 1991 |
|
RU2014635C1 |
| СПОСОБ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛОВ | 1983 |
|
SU1131259A3 |
| СПОСОБ СБОРКИ СЦИНТИЛЛЯЦИОННОГО ДЕТЕКТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2069871C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ФИЗИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ | 1991 |
|
RU2011190C1 |
| ПЛАСТМАССОВЫЙ СЦИНТИЛЛЯТОР | 1991 |
|
RU2012904C1 |
| ЗУБНОЙ ИМПЛАНТАТ | 1991 |
|
RU2018285C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 1997 |
|
RU2121410C1 |
Изобретение относится к оснастке для изготовления высокоплотных керамических дисков (элементов) ИК-спектрометрической, электронной и другой аппаратуры. Сущность изобретения: формообразующий узел пресс-формы состоит из матрицы, цилиндрического формообразующего пуансона в канале матрицы и основания, при этом матрица выполнена с цилиндрическим каналом и внутренней круговой конусной выборкой в нижней части под углом (5,5± 0,5)° к аксиальной оси на высоту, равную 1/2 диаметра канала, с соотношением высоты канала к его диаметру 2:1. 1 ил.
ФОРМООБРАЗУЮЩИЙ УЗЕЛ ПРЕСС-ФОРМЫ, состоящий из матрицы с цилиндрическим каналом с внутренней круговой конусной выборкой в нижней части, из цилиндрического пуансона в канале матрицы и из основания, выполненных из жаропрочного металлического сплава, отличающийся тем, что матрица выполнена с отношением высоты канала к его диаметру 2 1, а конусная выборка в нижней части матрицы выполнена под углом (5,5 ± 0,5)o к аксиальной оси на высоту 1/2 диаметра канала.
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| -Не регистр | |||
| - Харьков, 1975, 14 с. | |||
