Изобретение относится к металлургии и может быть использовано в металлургических процессах, преимущественно в цветной металлургии.
Известен способ управления охлаждением кессонов металлургических печей за счет того, что замеряют параметры основного потока охлаждающей жидкости на выходе из кессонов, сравнивают полученные параметры с заданными предельными значениями, и при превышении этих предельных значений подают в перегревающиеся кессоны дополнительный поток жидкости.
Недостатком известного способа является то, что при управлении температурным режимом не учитывается динамика нагрева, а фиксируется его предельное значение.
Так, при фиксированном предельном значении например, t=60оС, при достижении этой температуры сразу подают дополнительный поток. При медленном нагреве с дополнительной подачей жидкости быстро происходит переохлаждение стенок, при отключении потока снова нагрев и т.д. Изменения температурного режима влияют на прочность кессонов, стабильность образования гарниссажа в пристенном слое, что отражается на производительности процесса.
Предлагаемый способ направлен на устранение указанных недостатков.
Целью изобретения является обеспечение плавного регулирования температурного режима путем упреждающей подачи увеличенных расходов охлаждающей жидкости в перегревающийся кессон, предупреждение "запаривания" кессонов и выхода их из строя, предупреждение аварийных остановок печи и оптимизация технологического процесса.
Достигается поставленная цель тем, что упреждают подачу увеличенного расхода охлаждающей жидкости в перегревающийся кессон, для чего устанавливают граничную температуру регулирования, равную 0,5-0,55 температуры кипения tкип при рабочем давлении охлаждающей жидкости в кессоне, по достижению которой через заданные промежутки времени Δ τ замеряют приращение температуры во времени  и сравнивают его с контрольным значением
и сравнивают его с контрольным значением  контр. за тот же промежуток времени и при значении
контр. за тот же промежуток времени и при значении  ≥
≥  контр. осуществляют подачу дополнительного потока, а при
контр. осуществляют подачу дополнительного потока, а при  <
<  контр. подачу дополнительного потока осуществляют при температуре (0,55-0,6)tкип.
контр. подачу дополнительного потока осуществляют при температуре (0,55-0,6)tкип.
Ниже граничной температуры (0,5--0,55)tкип. дополнительный поток отключают.
Выбор диапазона границ регулирования обусловлен следующими факторами.
Качественный контроль за температурным режимом установки выполняется, исходя из характера температуры воды, отходящей из охлаждаемых элементов.
Нормальный температурный режим плавки характеризуется образованием в устье фурмы кольцевой настыли. Эта настыль нарастает в течение 1-2 мин, а затем самопроизвольно срывается потоком дутья.
Температура регулирования по воде равная (0,55-0,6)tкип.соответствует режиму плавки с образованием кольцевых настылей, ибо полное отсутствие настылей указывает на чрезмерно горячий ход процесса.
Граничная температура регулирования по воде равная (0,5-0,55) tкип.соответствует режиму с образованием устойчивой настыли, указывающей на холодный ход процесса.
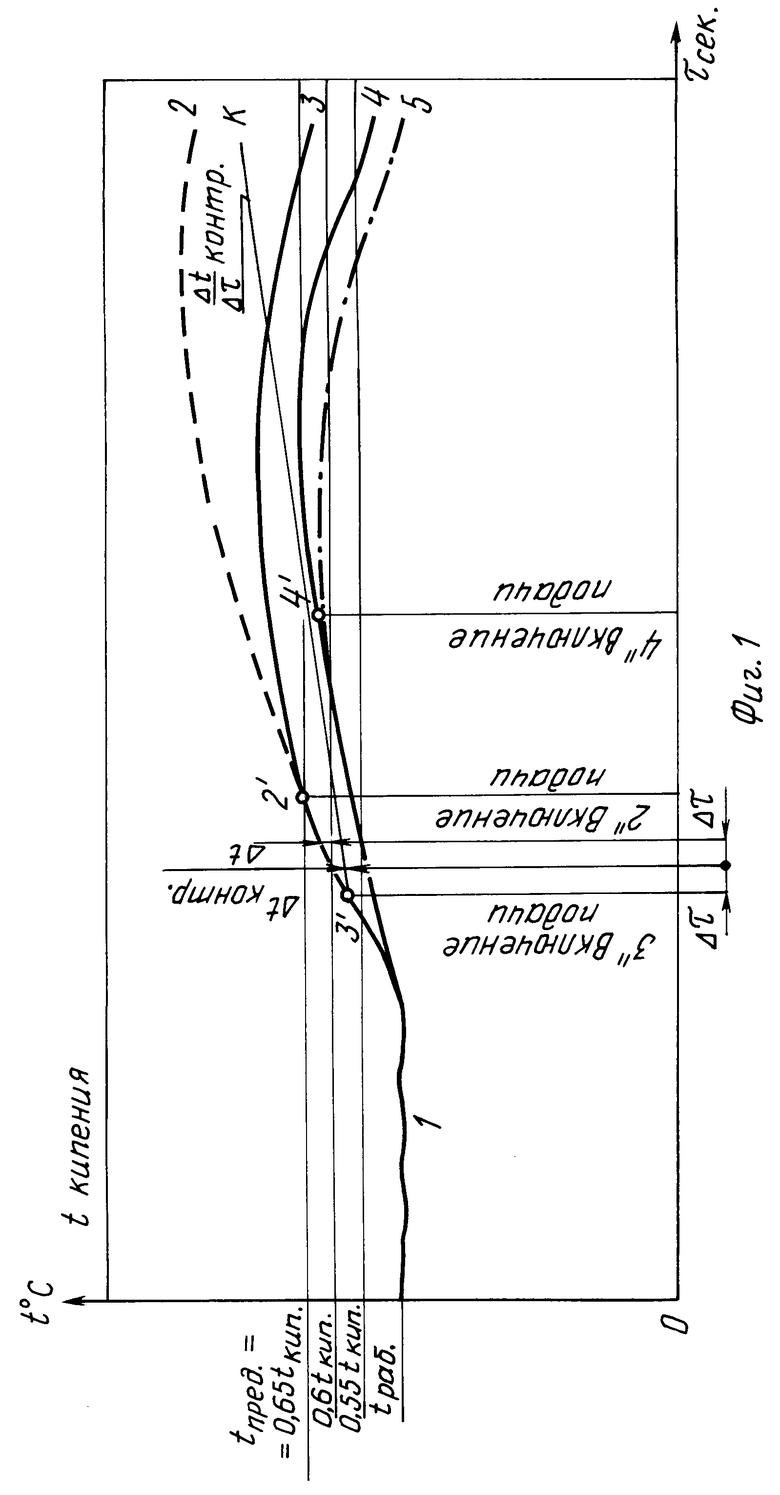
На фиг. 1 изображен график динамики температурных режимов в кессонах металлургической печи на примере "ПВ"-процесса; на фиг. 2 алгоритм управления охлаждением кессонов металлургических печей.
На графике процесс плавки проходит при нормальной рабочей температуре tраб. кривая 1.
Под влиянием внешних причин изменения подачи и состава шихты, подачи кислорода и т. п. температура в печи повышается и, следовательно, повышается температура охлаждающей жидкости в кессонах.
В соответствии с прототипом, регулировку начинают после достижения выходящей из кессонов жидкостью предельного значения температуры. Это предельное значение определяют из условия защиты стенок кессона от расплава, т.е. наличием гарниссажа определенной толщины.
Предположим, значение предельной температуры в прототипе совпадает со значением граничной температуры регулирования в изобретении (что естественно, поскольку условия плавки одинаковы).
С учетом давления жидкости внутри кессона и соответствующей температуры кипения, определяем предельное значение температуры, равное (0,6-0,65)tкип. Без учета динамики нагрева, в точке 2' в момент 2'' включают дополнительную подачу жидкости, и процесс охлаждения идет по кривой 2, т.е. может создаться режим, близкий к аварийному. Тогда изменяют подачу шихты и кислорода.
Возможен и другой вариант, когда процесс нагрева идет около предельной температуры и затем может саморегулироваться без дополнительной подачи, которая может вместо пользы привести к переохлаждению стенок и образованию слоя гарниссажа большой толщины.
Способ управления согласно изобретению позволяет учитывать динамику нагрева жидкости. Для этого выбирают граничную температуру ниже, чем в прототипе и равную (0,5-0,55)tкип.
При достижении граничной температуры, точка 3' через заданные промежутки времени Δ τ, сек замеряют приращение температуры  и сравнивают его с контрольным значением
и сравнивают его с контрольным значением  контр. прямая "К". Если
контр. прямая "К". Если  ≥
≥  контр. включают увеличенную подачу жидкости в точке 3', которая упреждает перегрев кессона, и охлаждение происходит плавно, переходя к рабочему режиму.
контр. включают увеличенную подачу жидкости в точке 3', которая упреждает перегрев кессона, и охлаждение происходит плавно, переходя к рабочему режиму.
Если  <
<  контр. охлаждение дополнительное не включают. Если же температура нагрева дойдет до уровня предельной температуры (как в прототипе), то включение произойдет в точке 4', опасность большого перегрева невелика, поскольку динамика нагрева спокойная кривая 4, а возможен вариант, когда включение не потребуется из-за саморегуляции процесса кривая 5.
контр. охлаждение дополнительное не включают. Если же температура нагрева дойдет до уровня предельной температуры (как в прототипе), то включение произойдет в точке 4', опасность большого перегрева невелика, поскольку динамика нагрева спокойная кривая 4, а возможен вариант, когда включение не потребуется из-за саморегуляции процесса кривая 5.
Таким образом, повышается надежность работы печи, увеличивается кампания печи, оптимизируется технологический процесс.
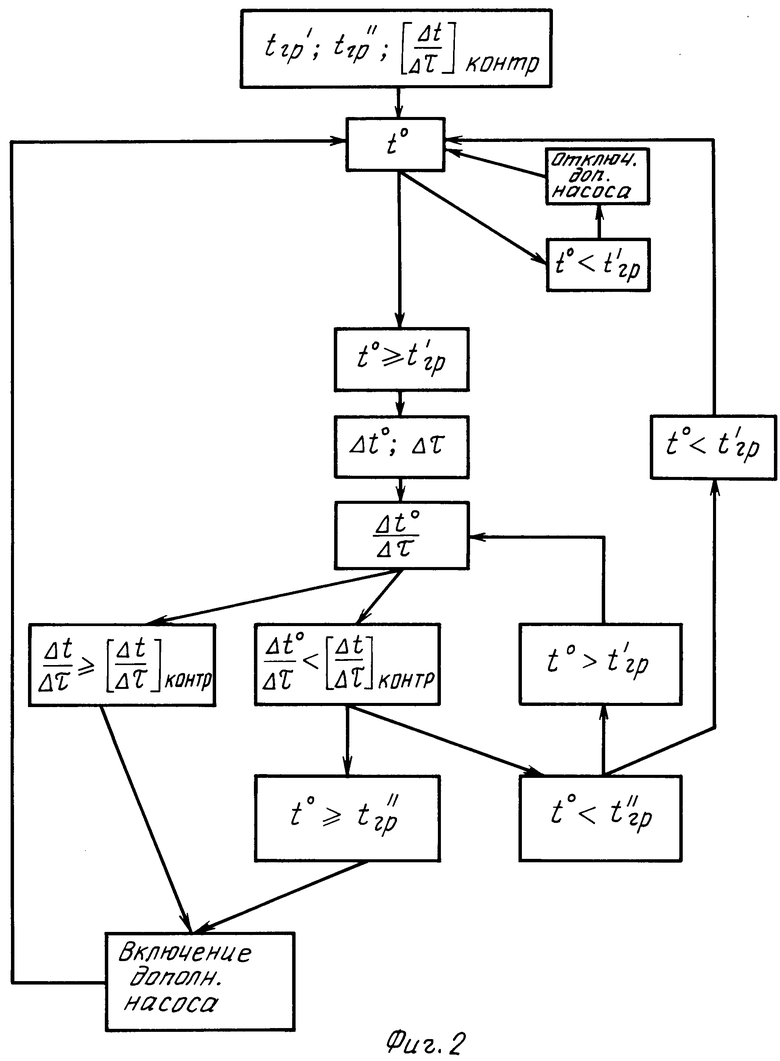
Способ управления охлаждением кессонов металлургических печей реализуется алгоритмом (фиг. 2).
В соответствии с предметом изобретения в качестве исходных параметров вводятся
t'гр граничная температура регулирования равная (0,5-0,55)tкип.;
t''гр вторая граничная температура равная (0,55-0,6)tкип.;  контр. контрольное значение приращения температуры во времени.
контр. контрольное значение приращения температуры во времени.
В процессе работы печи ведется постоянный замер текущей температуры t.
Если t < t'гр. насос (поток) дополнительный отключен.
При t≥t'гр. производится замер через промежутки Δ τ приращения температуры Δt и сравнивают его с контрольным значением  контр.
контр.
При  ≥
≥  контр. включается дополнительный насос (поток воды).
контр. включается дополнительный насос (поток воды).
При t≥t'гр, но  <
<  контр. дополнительный насос включается при t≥t''гр, а при t<t''гр и t>t'гр производится контроль
контр. дополнительный насос включается при t≥t''гр, а при t<t''гр и t>t'гр производится контроль  при t<t'гросуществляется нормальный текущий замер температуры t.
при t<t'гросуществляется нормальный текущий замер температуры t.
П р и м е р осуществления способа.
Исходные данные:
1. Давление в кессонах 3 ат. 294, 2 кПа.
2. t кипения воды при данном давлении tкип. 132,88оС (см. Х.Кухлинг "Справочник по физике". М. Мир, 1982, табл. 24а, с. 467).
3. Граничные значения температур
0,5 tкип. 64,4оС
0,55 tкип. 73оС
0,6 tкип. 79,7оС
4. Контрольное значение приращения контр.
контр.  1/60 град.сек
1/60 град.сек
В данном примере контрольное значение выбрано на основе опыта эксплуатации печи ПВ на одном из комбинатов цветной металлургии.
Управление процессом.
Плавка проводится при рабочей температуре отходящей из кессонов воды около tраб. 55-60оС.
Температура воды в кессоне повышается, при достижении 64,4оС начинается замер температуры через каждые 60 сек. Если текущее значение приращения, например, в течение 180 сек, покажет 
 , что больше контрольного 1град/60 сек, включается дополнительная подача жидкости, с расходом в 2-5 раз выше нормального.
, что больше контрольного 1град/60 сек, включается дополнительная подача жидкости, с расходом в 2-5 раз выше нормального.
При условии, если нагрев идет по кривой 4 (фиг. 1), т.е. 
 <
<  контр. подача дополнительной жидкости должна осуществляться в промежутке температур 73о-79,7оС.
контр. подача дополнительной жидкости должна осуществляться в промежутке температур 73о-79,7оС.
Следует отметить, что указанные пределы температур относятся к охлаждению кессонов химически очищенной водой, качество которой определяется ОСТ 108.34.02-79 Минэнерго.
При охлаждении технической водой, а также при изменении условий работы кессонов граничные пределы должны быть скорректированы, что не влияет на техническое решение, касающееся способа управления охлаждением кессонов.
Методика определения параметров регулирования Δ τ, сек и  состоит в том, что составляется тепловой баланс процесса плавки промышленного комплекса ПЖВ с учетом конкретных условий, с последующим уточнением технологических параметров в период освоения. Приведенные усредненные числовые данные соответствуют опыту эксплуатации на Балхашском и Норильском ГМК.
состоит в том, что составляется тепловой баланс процесса плавки промышленного комплекса ПЖВ с учетом конкретных условий, с последующим уточнением технологических параметров в период освоения. Приведенные усредненные числовые данные соответствуют опыту эксплуатации на Балхашском и Норильском ГМК.
Для других видов материалов должны быть выполнены новые расчеты и полученные значения параметров введены в систему регулирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ СТЕНОК МЕТАЛЛУРГИЧЕСКИХ ПЕЧЕЙ | 1990 |
|
RU2020169C1 |
| ПЕЧЬ С ГАРНИССАЖНЫМ СЛОЕМ | 1992 |
|
RU2016364C1 |
| ПЕЧЬ ДЛЯ НЕПРЕРЫВНОЙ ПЛАВКИ СУЛЬФИДНЫХ МАТЕРИАЛОВ | 1990 |
|
RU2093767C1 |
| СПОСОБ ЗАХОРОНЕНИЯ ВРЕДНЫХ ВЫХОДОВ В ЗАКЛАДКЕ ПОДЗЕМНЫХ ВЫРАБОТОК | 1992 |
|
RU2089732C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРНОГО РЕЖИМА В ПЕЧАХ ДЛЯ НЕПРЕРЫВНОЙ ПЛАВКИ СУЛЬФИДНЫХ РУД И КОНЦЕНТРАТОВ ЦВЕТНЫХ МЕТАЛЛОВ | 1990 |
|
RU2020168C1 |
| Способ управления технологическим процессом плавки в жидкой ванне сульфидных концентратов | 1990 |
|
SU1788983A3 |
| СПОСОБ ВВЕДЕНИЯ ГИДРОСМЕСИ С ГОРНОЙ МАССОЙ В ТРУБОПРОВОД НАСОСНОЙ ГИДРОТРАНСПОРТНОЙ СИСТЕМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2103216C1 |
| СПОСОБ ТВЕРДЕЮЩЕЙ ЗАКЛАДКИ ПОДЗЕМНЫХ ВЫРАБОТОК ОТХОДАМИ МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2044892C1 |
| СПОСОБ ГИДРОПНЕВМАТИЧЕСКОГО ПОДЪЕМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027916C1 |
| СПОСОБ ПЕРЕРАБОТКИ ТВЕРДЫХ БЫТОВЫХ И ПРОМЫШЛЕННЫХ ОТХОДОВ | 1992 |
|
RU2034199C1 |
Изобретение относится к металлургическим плавильным печам, в частности к системам охлаждения печей, преимущественно для плавки в жидкой ванне. Цель изобретения повышение надежности работы печи. Способ управления охлаждением кессонов металлургических печей заключается в том, что производят замер параметров основного потока охлаждающей жидкости, сравнивают полученные значения с заданными предельными значениями, при превышении которых подают дополнительный поток жидкости. Новым в способе является осуществление динамического регулирования процесса охлаждения кессонов плавильных печей в зависимости от значения приращения температуры во времени, при этом оценка приращения температуры во времени производится путем сравнения с контрольным значением приращения. 2 ил.
СПОСОБ УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ КЕССОНА МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ, включающий измерение температуры основного потока охлаждающей жидкости в кессоне, сравнение измеренной температуры с предельным, заданным по технологии значением и подачу дополнительного потока жидкости в кессон при превышении измеренного значения температуры предельного значения, отличающийся тем, что, с целью повышения надежности работы печи, при достижении температуры охлаждающей жидкости в кессоне значения 0,5 0,55 значения температуры кипения (tкип) охлаждающей жидкости при рабочем давлении через заданные по технологии промежутки времени (Δτ) определяют приращение температуры охлаждающей жидкости (Δt/Δτ), сравнивают его с заданным по технологии значением (Δt/Δτ)контр за тот же промежуток времени и при (Δt/Δτ) ≥ (Δt/Δτ)контр подают дополнительный поток охлаждающей жидкости в кессон, при (Δt/Δτ) < (Δt/Δτ)контр подачу дополнительного потока осуществляют при достижении температурой основного потока (0,55 0,6)tкип.
| Справочник, Основы металлургии | |||
| М.: Металлургия, 1975, т.7, глава V, раздел 4. |
