Изобретение относится к кузнечно-прессовому оборудованию, а именно к гидравлическим прессам, в частности для прессования древесно-волокнистых плит, а также к горизонтальным прессам для прессования труб, имеющим боковой подвод рабочей среды от источника давления к цилиндрам.
Известен цилиндр гидравлического пресса, имеющий отверстие в боковой стенке для подвода рабочей среды от источника давления [1]
Недостатком известного цилиндра является сложность его изготовления и небольшой срок службы.
Наиболее близким к изобретению является цилиндр гидравлического пресса, сообщенный с источником рабочей среды и имеющий отверстие в боковой стенке [2]
Недостатком известной конструкции является наличие концентратора напряжений на контуре отверстия, величина которых превышает предел выносливости материала цилиндра. При длительной эксплуатации и циклической нагрузке это приводит к возникновению трещин в зоне отверстия и к разрушению.
Технической задачей изобретения является создание конструкции цилиндра гидравлического пресса, обладающего долговечностью и прочностью при эксплуатации.
Для этого цилиндр гидравлического пресса, сообщенный с источником рабочей среды и имеющий отверстие в боковой стенке, снабжен средством для повышения его прочности, которое выполнено в виде, по меньшей мере одного бандажного кольца, охватывающего боковую поверхность цилиндра и размещенного на закрепленных на цилиндре поддерживающих кронштейнах, а также парных клиновых прокладок, равномерно расположенных по окружности между бандажным кольцом и боковой поверхностью цилиндра и контактирующий между собой с помощью плоских участков, при этом внутренние клиновые прокладки жестко закреплены на цилиндре.
Средство для повышения прочности цилиндра может быть выполнено в виде заглушки, размещенной в отверстии с образованием с боковой стенкой цилиндра равнопрочного соединения, а цилиндр соединен с источником рабочей среды посредством дополнительного отверстия, выполненного в его днище.
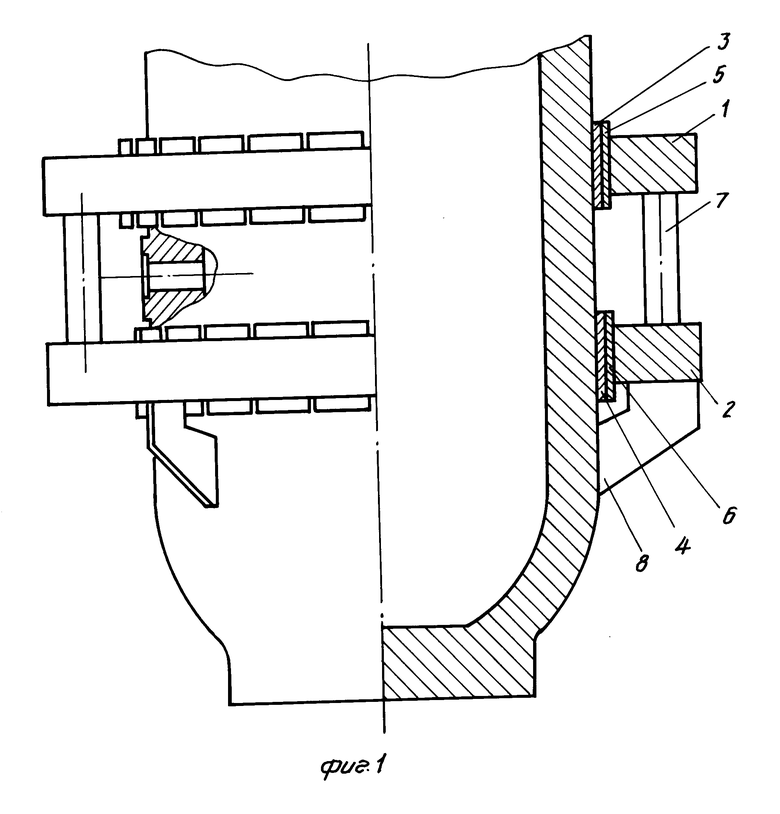
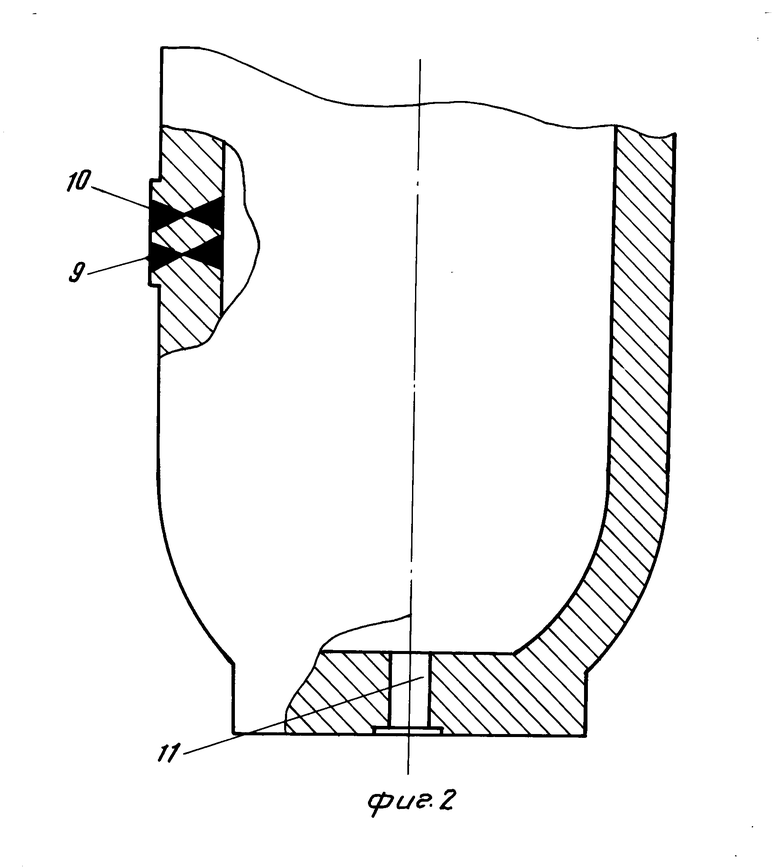
На фиг. 1 изображен цилиндр гидравлического пресса со средством для повышения его прочности, выполненным в виде пары бандажных колец; на фиг. 2 цилиндр гидравлического пресса, имеющий заглушку в отверстии в боковой стенке и дополнительное отверстие в днище.
Цилиндр гидравлического пресса содержит два бандажных кольца 1 и 2, симметрично расположенных относительно отверстия в его боковой стенке. На боковой поверхности цилиндра закреплены внутренние клиновые прокладки 3 и 4. Парные упомянутые наружные клиновые прокладки 5 и 6 размещены в контакте с бандажными кольцами 1 и 2. Бандажное кольцо 1 размещено на проставках 7, установленных на бандажном кольце 2, которое в свою очередь смонтировано на кронштейнах 8, прикрепленных к цилиндру (см.фиг.1).
Установка средства для повышения прочности цилиндра в виде бандажных колец 1 и 2 производится в следующем порядке. Поверхность цилиндра под установку внутренних клиновых прокладок 3,4 тщательно зачищают шлиф-машинкой до металлического блеска. Внутренние клиновые прокладки 3,4 приваривают к поверхности цилиндра. Бандажные кольца 1,2 поднимают и крепят к траверсе цилиндра (на чертеже не показана). Клиновые прокладки 3,4 и 5,6 маркируют попарно и производят замеры действительного уклона уже закрепленных внутренних клиновых прокладок 3 и 4. Затем приваривают кронштейны 8 к поверхности цилиндра и устанавливают бандажное кольцо 2 на кронштейны 8 строго в горизонтальной плоскости. Производят замеры между внутренним диаметром бандажного кольца 2 и крайними точками поверхности сопряжения внутренних клиновых прокладок 4. Данные замеров переносятся на наружные клиновые прокладки 6 и производят подгонку клиновых прокладок 6 по месту.
После подгонки клиновые прокладки 6 устанавливают на место и осаживают. Для получения заданного натяга бандажного кольца 2 производят расчет величины осадки наружных клиновых прокладок в зависимости от уклона сопрягаемой поверхности каждой пары клиновых прокладок 4 и 6. Расчетная величина осадки наносится на каждую клиновую прокладку 6 при помощи риски, базой является торцовая поверхность бандажного кольца 2. Затем производится нагрев бандажного кольца 2 и осадка клиновых прокладок 6 до совмещения риски с торцовой поверхностью бандажного кольца 2. После остывания нижнего бандажного кольца 2 устанавливают верхнее бандажное кольцо 1 на мерные проставки 7, которые, в свою очередь, устанавливают на торцовую поверхность нижнего бандажного кольца 2.
Дальнейшее проведение работ производится аналогично, начиная с размещения бандажного кольца 1 на проставках 7 строго в горизонтальной плоскости и кончая его нагревом и осадкой клиновых прокладок 5.
Возможен вариант выполнения средства для повышения прочности цилиндра в виде заглушки 9, размещенной в отверстии боковой стенки цилиндра посредством неразъемного соединения 10, например сварки.
В этом случае в днище цилиндра выполняют дополнительное отверстие 11 и через него сообщают цилиндр с источником рабочей среды (см.фиг.2).
Технико-экономический эффект от использования изобретения заключается в увеличении в 4-5 раз срока службы цилиндра гидравлического пресса, в экономии средств на изготовление нового цилиндра, монтаж и демонтаж пресса, уменьшение простоя оборудования при изготовлении нового цилиндра.
Изобретение позволяет увеличить прочность и долговечность цилиндра за счет полного или частичного устранения опасных растягивающих напряжений на контуре отверстия или снизить напряжения в зоне подвода рабочей среды через дополнительное отверстие в днище цилиндра, так как в этом случае напряжения в зоне отверстия не превышают предела выносливости материала цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цилиндр гидравлического пресса | 1976 |
|
SU550301A1 |
| Сварная несущая деталь | 1982 |
|
SU1107989A1 |
| КАБЕЛЬНЫЙ ВВОД, УПЛОТНИТЕЛЬНЫЙ МОДУЛЬ КАБЕЛЬНОГО ВВОДА И КОМПРЕССИОННЫЙ БЛОК КАБЕЛЬНОГО ВВОДА | 2014 |
|
RU2551891C1 |
| КАБЕЛЬНЫЙ ВВОД, УПЛОТНИТЕЛЬНЫЙ МОДУЛЬ КАБЕЛЬНОГО ВВОДА И КОМПРЕССИОННЫЙ БЛОК КАБЕЛЬНОГО ВВОДА | 2014 |
|
RU2715563C1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
| КОНТЕЙНЕР | 2009 |
|
RU2410778C1 |
| МЕХАНИЧЕСКИЙ ПРЕСС | 2001 |
|
RU2217314C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ИСПЫТАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2004 |
|
RU2281473C2 |
| ГИДРОАМОРТИЗАТОР БАМПЕРА | 1993 |
|
RU2038233C1 |
| Задвижка клиновая сварная и способ её сборки | 2021 |
|
RU2774560C1 |
Использование: в гидравлических прессах, в частности для прессования древесно-волокнистых плит. Сущность изобретения: цилиндр гидравлического пресса, сообщенный с источником рабочей среды, имеет отверстие в боковой стенке. Цилиндр снабжен средством для повышения его прочности, выполненным по меньшей мере в виде одного бандажного кольца, охватывающего его боковую поверхность. Бандажное кольцо установлено на приваренных к цилиндру кронштейнах. Между бандажным кольцом и боковой поверхностью цилиндра размещены парные клиновые прокладки, равномерно расположенные по окружности. Внутренние клиновые прокладки закреплены на цилиндре, а наружные клиновые прокладки размещают в процессе установки нагретого бандажного кольца. Средство для повышения прочности цилиндра может быть выполнено в виде заглушки, помещенной в отверстие цилиндра с образованием равнопрочного соединения с его боковой стенкой. В этом случае подвод рабочей среды осуществляют через дополнительное отверстие, выполненное в днище цилиндра. Технический результат: повышение прочности и долговечности, экономия средств для изготовления нового цилиндра, монтаж и демонтаж пресса. 2 з.п. ф-лы, 2 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США N 4443840, кл | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
