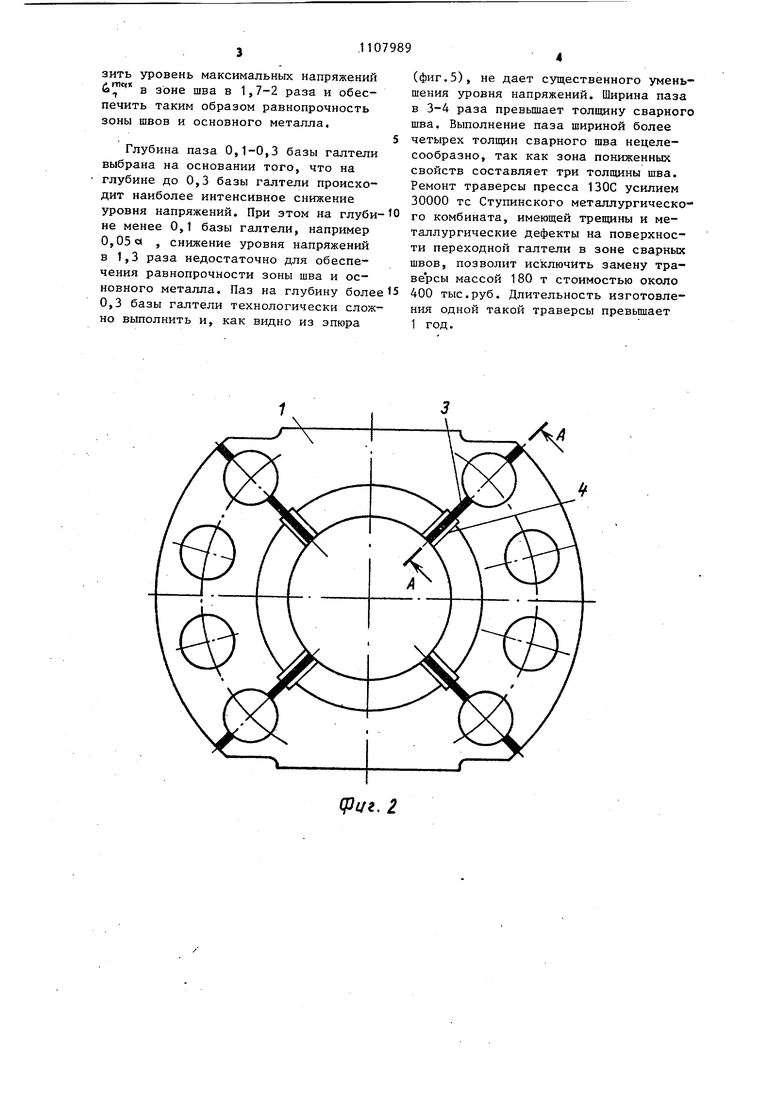
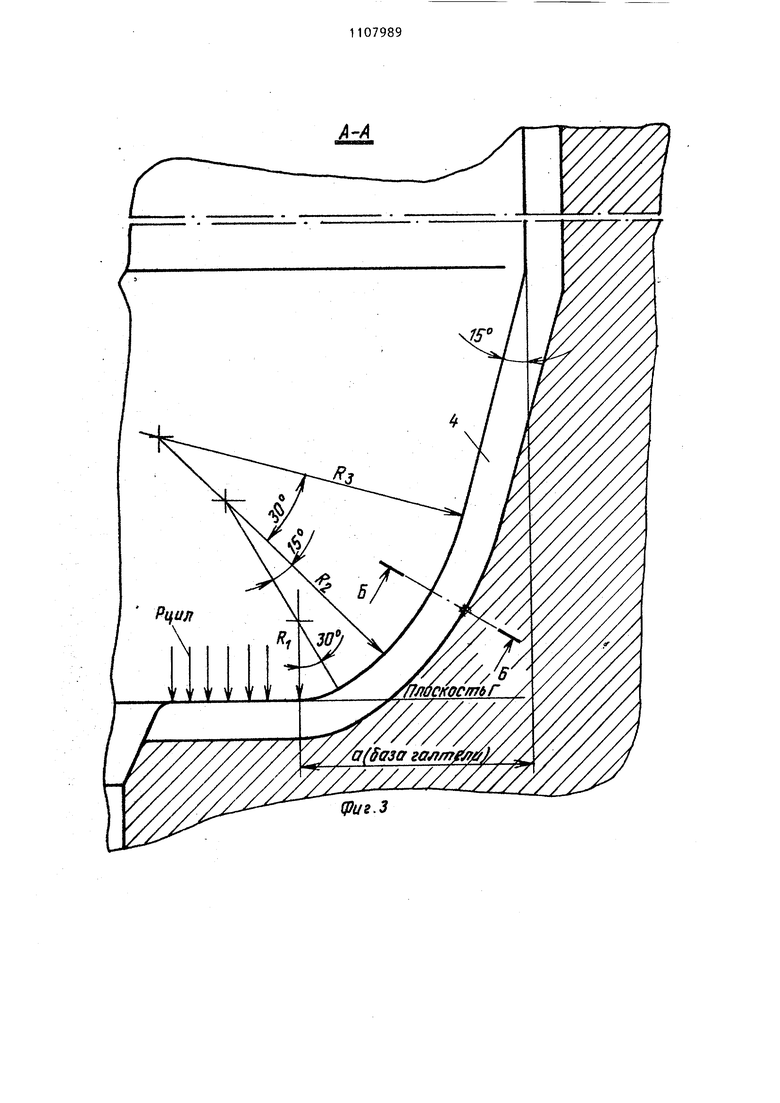
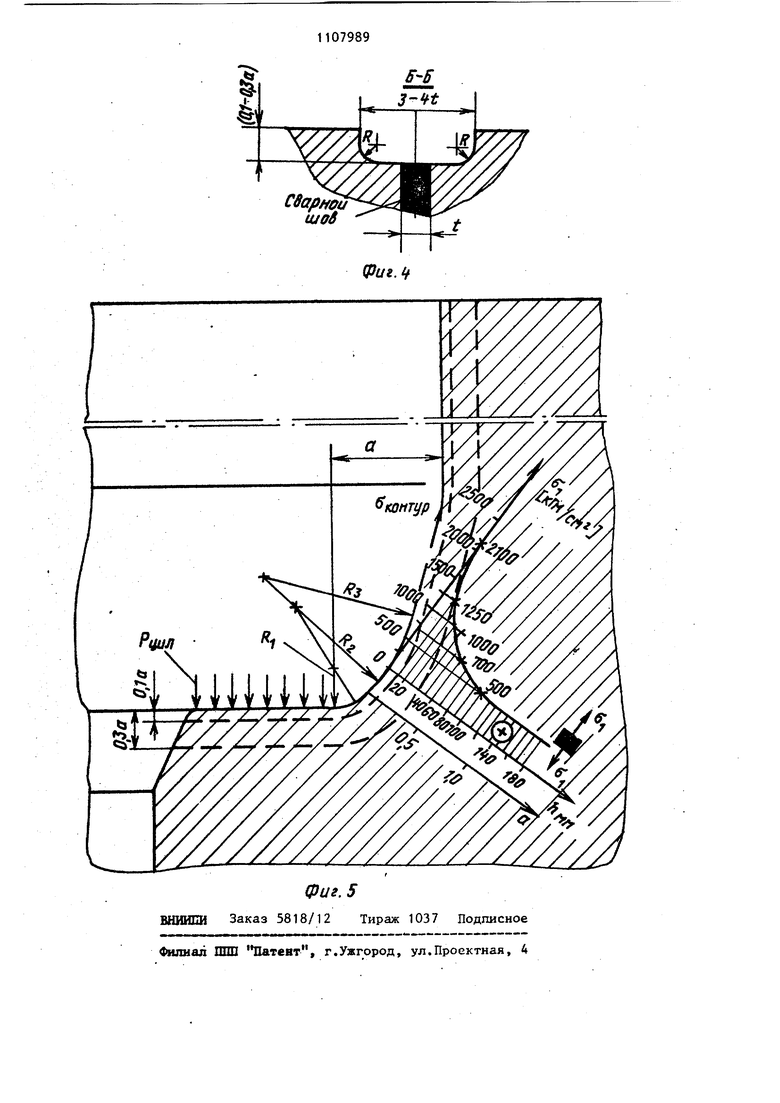
Изобретение относится к обработке металлов давлением и сварке, точнее к конструкциям массивных сварных корпусных деталей мощных прессов и прокатных станов, содержащих галтель ные переходы от продольных к поперечным элементам. Известны сварные траверсы и цилиндры мощных гидропрессов и прокатных станов, содержащие галтельные переходы от продольных к поперечным элементам, где днище приваривают к корпусу окружным швом, расположенным вне зоны галтельного перехода Cl3 Однако в этом случае площадь шва велика. Траверсы сваривают также поперечными прямоугольными швами С23. Однако тогда шов также имеет значительную площадь. Наиболее близким к изобретению является способ, при котором траверсы сваривают швами, расположенными в меридианальном направлении, т.е. известны сварные несущие детали, состоящие из нескольких частей, имею щих общую галтель, сваренные по плос костям, нормальным к поверхности гал тели з . Однако при этом способе сварные швы попадают в зону галтельного пере хода от поперечных к продольным ментам. В зоне галтели, даже если ее выполнить по оптимальной кривой, мак симальные напряжения в траверсах и цилиндгГах мощньк прессов достигают 2500 кгс/см. В зоне сварного шва весьма сложно термообработать массив ную деталь и в этой зоне механически свойства детали ниже. На концентрацию напряжений от рабочей нагрузки в галтели накладывается концентрация напряжений от сварки. Это приводит к появлению трещин в зоне шва у галтел и разрушению детали. . Целью изобретения является обеспе чение большей надежности и повьш1ение усталостной прочности сварного соеди нения . Поставленная цель достигается за счет того, что в сварной несущей детали, состоящей из нескольких частей, имеющих общую галтель, сваренны по плоскостям, нормальным к поверхности галтели, на участке галтели в зоне сварных швов выполнены пазы шириной, превьш1ающей в 3- раза ширину шва, и глубиной 0,1-0,3 базы галтели На фиг.1 и 2 изображена сварная несущая деталь, эид сверху, разрез; на фиг.З - сечение А-А на фиг.2; на фиг. 4 - сечение Б-Б на фиг.З; на фиг.З - эпюр изменения напряжения 6 по глубине массива несущей детали при рабочей нагрузке. Траверса мощного гидропресса (фиг. 1 и 2) состоит из четырех сваренных по меридианальным плоскостям частей 1. Части 1 содержат общую дпя них галтель 2. В галтели 2 в зоне сварных швов 3 в меридианальных направлениях вьтолнены пазы 4 постоянной глубины, составляющей 0,1-0,3 базы галтели. Ширина пазов в 3-4 раза превышает толщину сварного шва (фиг. 3 и 4), Конкретные размеры сварной детали применительно к нижней поперечине пресса 130С усилием ЗОиОО тс Ступинского металлургического комбината таковы: длина 4750 мм, ширина 3750 мм, высота 2300 мм, R-t 45 мм, R2 120 мм, Кз 170 мм - радиусы кривизны переходной галтели; а 125 мм - база галтели, t 30 мм - толщина сварного шва. Устройство работает следующим образом. При подъеме давления в цилиндре гидропресса (не показан) на траверсу воздействуют осевые силы Рццд, .распределенные по плоскости Г (фиг.З). При этом в галтели 2 возникают растягивающие напряжения Сэ., , эпюр которых показан на фиг.5. Максимальные меридианальные напряжения на контуре переходной галтели 6 2000 кгс/см . Максимальные окружные напряженияб 800 кгс/см (не показаны). Максимальные меридианальные напряжения на контуре паза глубиной 0,1 а 12,5 мм равны 1250 кгс/см. На контуре паза глубиной О,За 37,5 мм эти напряжения авны 6 900-1000 кгс/см . Результаты получены при исследовании напряенного состояния объемных моделей нижней поперечины пресса 1ЗОС усиием 30000 тс методом фотоупругости. Как видно из эпюра, уровень напряжения 6 резко снижается по мере удаления от контура галтели в массив детали. Таким образом, выполнение пазов 4 глубиной 0,1-0,3 базы галтели позволяет,практически не увеличивая уровень номинальных напряжений, снизить уровень максимальных напряжений в зоне шва в 1,7-2 раза и обеспечить таким образом равнопрочность зоны швов и основного металла. Глубина паза 0,1-0,3 базы галтели выбрана на основании того, что на глубине до 0,3 базы галтели происходит наиболее интенсивное снижение уровня напряжений. При этом на глуби не менее 0,1 базы галтели, например 0,05с( , снижение уровня напряжений в 1,3 раза недостаточно для обеспечения равнопрочности зоны шва и основного металла. Паз на глубину более5
0,3 базы галтели технологически сложно выполнить и, как видно из эпюра
ния одной такой траверсы превьш1ает 1 год. (фиг.5), не дает существенного уменьшения уровня напряжений. Ширина паза в 3-4 раза превьшает толщину сварного шва. Выполнение паза шириной более четырех толщин сварного шва нецелесообразно, так как зона пониженных свойств составляет три толщины шва. Ремонт траверсы пресса 1ЗОС усилием 30000 тс Ступинского металлургического комбината, имеющей трещины и металлургические дефекты на поверхности переходной галтели в зоне сварных швов, позволит исключить замену траверсы массой 180 т стоимостью около 400 тыс.руб. Длительность изготовле
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ КОЛЕНЧАТОГО ВАЛА И КОЛЕНЧАТЫЙ ВАЛ | 2001 |
|
RU2235009C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1992 |
|
RU2050243C1 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| СПОСОБ РЕМОНТА КОРРОДИРОВАННОГО СВАРНОГО СОЕДИНЕНИЯ | 2000 |
|
RU2177393C2 |
| Способ обработки ступенчатого вала | 1978 |
|
SU703586A1 |
| ЛИСТОВАЯ СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВЕРГНУТЫХ ЗАКАЛКЕ ПОД ПРЕССОМ ДЕТАЛЕЙ, ПОДВЕРГНУТАЯ ЗАКАЛКЕ ПОД ПРЕССОМ ДЕТАЛЬ, ХАРАКТЕРИЗУЮЩАЯСЯ НАЛИЧИЕМ КОМБИНАЦИИ ИЗ ВЫСОКОЙ ПРОЧНОСТИ И ПЛАСТИЧНОСТИ ПРИ СТОЛКНОВЕНИИ В ХОДЕ АВАРИИ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2751717C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАВРОВЫХ ЭЛЕМЕНТОВ ОРТОТРОПНОЙ ПЛИТЫ | 2005 |
|
RU2288824C1 |
| Способ дуговой сварки | 1988 |
|
SU1698020A1 |
| Способ обработки сварного шва | 1978 |
|
SU747898A1 |
-СВАРНАЯ НЕСУЩАЯ ДЕТАЛЬ, состоящая из нескольких частей, имеюшях общую галтель, сваренных по плоскостям, нормальным к поверхности галтели, отличающаяся тем, что, с целью обеспечения большей надежности и повышения усталостной прочности сварного соединения, на участке галтели в зоне сварных швов выполнены пазы шириной, превышающей в 3-4 раза ширину шва, и глубиной 0,1-0,3 базы галтели. kn СО С СО I
(риг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пьшайкин П.А | |||
| Анализ разрушения деталей мощных гидравлических прессов | |||
| - Кузнечно-штамповочное производство, 1966, № 3 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Гидравлические прессы и их приводы, м., Машиностроение, 1965 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для контроля прихода на работу рабочих и служащих | 1932 |
|
SU30000A1 |
| - Кузнечно-штамповочное производство, 1963, № 9 (прототип). | |||
