Изобретение относится к технологии изготовления полупроводниковых приборов.
Целью изобретения является повышение качества пайки.
Согласно изобретению способ пайки полупроводникового кристалла включает покрытие слоя никеля на кристалле свинцовосодержащим припоем, травление в смеси кислот HNO3 и HF, пайку в восстановительной атмосфере, при этом в качестве припоя используют сплав состава (0,02 ≅ х ≅ 0,2) SnxPb1-x. После травления кристаллы отжигают в атмосфере водорода при температуре Т, выбранной из выражения: Тотж. ≥ Тликв.(х) + (60-70оС), где Тликв.(х) температура ликвидуса припоя соответствующего состава, в течение не менее 30 мин.
На фиг.1,2 и 3 представлены зависимости свойств припоя от условий пайки.
П р и м е р. Опыты проводились на кристаллах серийного прибора КД213. Этот прибор, рассчитанный на ток 10 А и рассеиваемую мощность 10 Вт, имеет температурное сопротивление Rт переход-корпус 1-1,1 град./Вт. Кристалл этого прибора представляет собой кремниевую p+-p-n+ структуру диаметром 8 мм, покрытую с обеих сторон слоями гальванического никеля 2 мкм и золота 2-3 мкм. Этот кристалл после механического снятия круговой фаски травится в смеси кислот (1: 1), высушивается при Т 200 ± 5оC в течение 1 ч и защищается по торцу кремнийорганическим лаком КО-97. Для придания кристаллу свойств высокочастотности их облучают электронами. Пайка кристалла к выводам осуществляется припоем НОС-61 при Т 250-270оС. Вместо гальванического золочения кремниевых пластин, покрытых гальваническим никелем, использовалось горячее их лужение в ванне сплавов состава SnxPb1-x 0,02 ≅ x ≅ 0,2. Толщина лужения по шлифам была ≅ 10 мкм. Выбор припоя указанного состава диктовался требованием кислотостойкости при травлении кристалла с целью предохранения омических контактов от стравливания.
Эксперименты показали, что травление сплавов SnxPb1-x 0,02 ≅ x ≅ 0,2 в смеси плавиковой и азотной кислот приводит к образованию на поверхности (сплавов) химически стойких соединений от темно-серого до коричневого цветов. Эти соединения при пайке не смачиваются мягкими припоями и препятствуют соединению паяемых деталей. Попытка использования как органических, так и неорганических флюсов соляная, плавиковая, ортофосфорная кислоты, хлористый цинк, аммоний, хлорное олово, галогениды и канифоль, не дали положительного результата при пайке: происходил либо развал конструкции, либо тепловое сопротивление было велико, что свидетельствовало о локальном сплавлении паяемых деталей.
Возникшее техническое противоречие кислотостойкость и отсутствие пайки при замене Au на сплав SnxPb1-x решалось путем предварительного отжига кристаллов в атмосфере Н2 при повышенных температурах.
Кристаллы отжигались в специальной кассете, фиксирующей их по периметру и оставляющей свободными контакты. Отжиг осуществлялся при Т 300 420оС ( ± 5) в интервале от 10 мин до 1 ч. Оценка поверхности контактов проводилась визуально. Оптимальный режим отжига (Топтим) устанавливался по данным визуального контроля и представлял собой температуру, начиная с которой 90% поверхности контактов приобретало металлический цвет после отжига. Эти результаты сопоставлялись с данными по замеру Rт арматур после пайки.
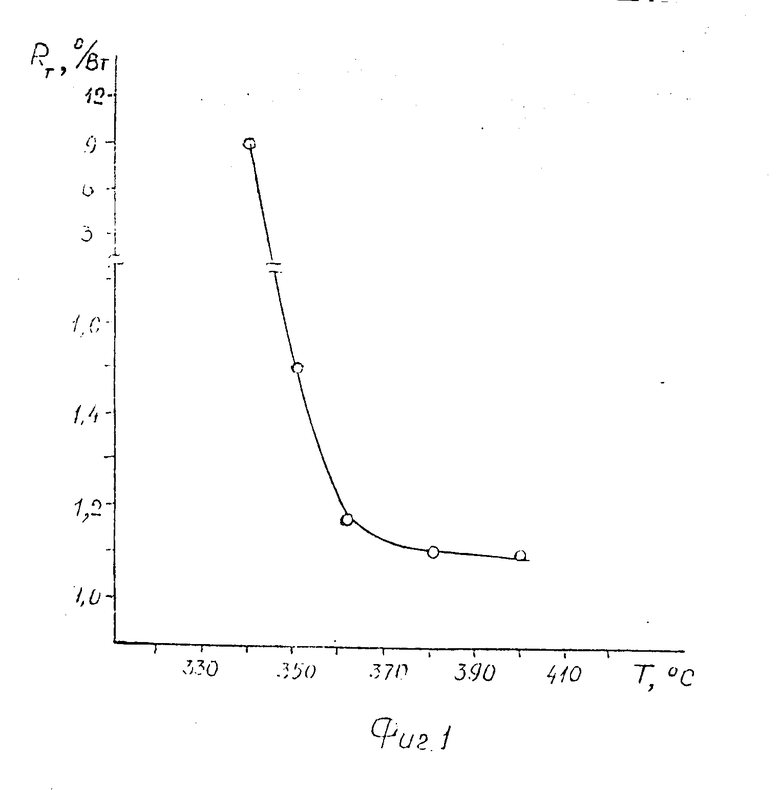
На фиг. 1 представлены результаты замера Rт, усредненные данные по 10 приборам, от температуры предварительного отжига кристаллов (t 1 ч), покрытых сплавом Sn0,2Pb0,8 (Sn20%, Pb80%). Измерение Rтосуществлялось по стандартной методике, предусматривающей рассеяние мощности на переходе и последующий замер температуры перехода по изменению прямого падения напряжения. Из фиг. 1 следует, что, начиная с температуры ≃ 360 С значение R
значение R  ,1 град/Вт, что идентично для кристаллов с покрытием.
,1 град/Вт, что идентично для кристаллов с покрытием.
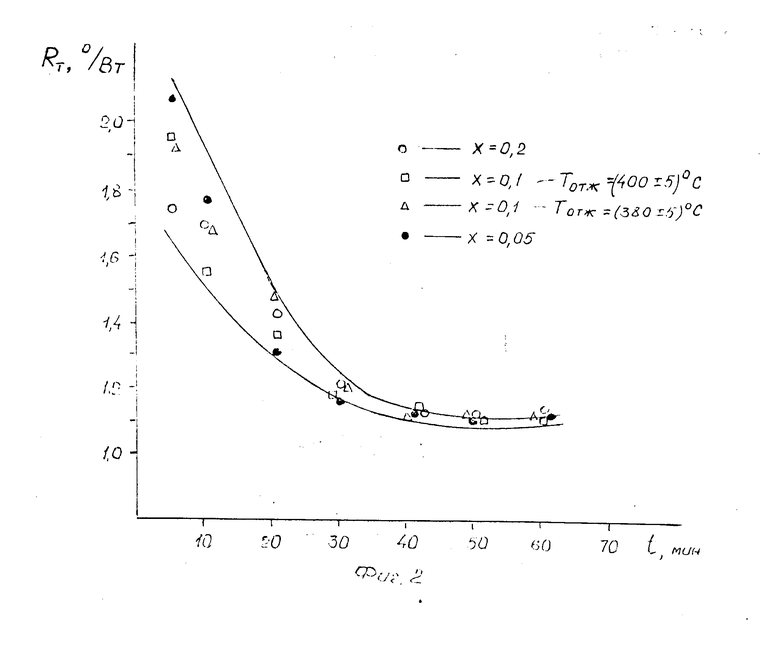
На фиг. 2 показана зависимость  от времени отжига (Т 400 ± 5оС) для сплавов х 0,1; 0,1; 0,05 и результаты отжига для сплава х 0,1 при Т 380 ± 5оC. Из фиг.2 следует, что значение Rт cтабилизируется, начиная с t ≥ 0,5 ч.
от времени отжига (Т 400 ± 5оС) для сплавов х 0,1; 0,1; 0,05 и результаты отжига для сплава х 0,1 при Т 380 ± 5оC. Из фиг.2 следует, что значение Rт cтабилизируется, начиная с t ≥ 0,5 ч.
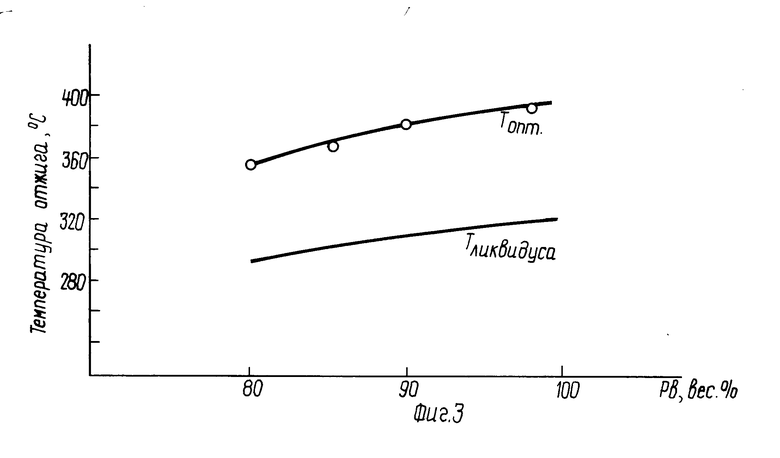
На фиг.3 представлена зависимость температуры Топтим. от состава сплава Х. Эта температура возрастает по мере роста содержания свинца в сплаве и может быть выражена формулой Tоптим ≥ Тликв. (х) + (60--70оС), где Тликв. (х) температура ликвидуса сплава соответствующего состава, Тликв. (х), изображенная на фиг.3.
Таким образом, при Т ≥ Топт. и t≥  ч осуществляется отжиг, восстанавливающий металлический характер поверхности контактов. Совместить операции отжига и пайки арматур не удается, поскольку дефекты облучения в кристалле стабильны при Т < 360о и облучение кристаллов приходится производить после восстанавливающего отжига перед пайкой.
ч осуществляется отжиг, восстанавливающий металлический характер поверхности контактов. Совместить операции отжига и пайки арматур не удается, поскольку дефекты облучения в кристалле стабильны при Т < 360о и облучение кристаллов приходится производить после восстанавливающего отжига перед пайкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА К КОРПУСУ | 1999 |
|
RU2167469C2 |
| Ленточный композиционный припой на основе сплава золота и способ его получения | 2019 |
|
RU2734609C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНЫХ СОЕДИНЕНИЙ ДИОДНЫХ ЛАЗЕРОВ И ЛИНЕЕК | 2008 |
|
RU2364985C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| СПОСОБ СОЕДИНЕНИЯ СТЕКЛА, ПЬЕЗОЭЛЕКТРИЧЕСКОГО КРИСТАЛЛА С МЕТАЛЛИЧЕСКИМ СЛОЕМ ИЗ СПЛАВА НА ОСНОВЕ АЛЮМИНИЯ | 1994 |
|
RU2092970C1 |
| СПОСОБ ТЕРМООБРАБОТКИ АКТИВИРОВАННЫХ МОНОКРИСТАЛЛОВ КОРУНДА И ИЗДЕЛИЙ ИЗ НИХ | 1989 |
|
SU1736214A1 |
| ПРИПОЙ ДЛЯ ПАЙКИ МЕДНО-СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2129063C1 |
| Способ изготовления теплоотвода полупроводникового прибора на основе CVD-алмаза | 2022 |
|
RU2793751C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2129062C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2410174C1 |
Сущность изобретения: кристалл, покрытый сплавом состава SnxPb1-x, где 0,02 ≅ x ≅ 0,2, перед пайкой отжигают в атмосфере H2 при Tотм≥Tликв(x)+(60-70°C), где Tликв(x) температура ликвидуса припоя соответствующего состава, в течение t ≥ 0,5 ч. 3 ил.
СПОСОБ ПАЙКИ ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА, включающий покрытие слоя никеля на кристалле свинцовосодержащим припоем, травление в смеси кислот HNO3 и HF, пайку в восстановительной атмосфере, отличающийся тем, что, с целью повышения качества пайки, в качестве припоя используют сплав состава Snx Pb1-x, где 0,02 ≅ x ≅ 0,2, а после травления кристалл отжигают в атмосфере водорода при температуре Tотж ≥ Tликв(x) + (60oC70o), где Tликв (x) температура ликвидуса припоя соответствующего состава, в течение не менее 30 мин.
| Курносов А.И | |||
| и др | |||
| Технология производства полупроводниковых приборов | |||
| М.: Высшая школа, 1974, с.284. |
