Изобретение относится к области пайки, в частности к составу, структуре и способу получения ленточного композиционного припоя на основе золота с заданным интервалом температур плавления, применяемого при изготовлении электровакуумных и полупроводниковых приборов с использованием технологии ступенчатой пайки.
Цель изобретения - получение ленточного припойного материала на основе золота толщиной от 20…50 мкм (микрометров) с заданным интервалом температур плавления в диапазоне 280…500°С, предназначенного для выполнения технологических операций бесфлюсовой ступенчатой пайки. Технология ступенчатой пайки обеспечивает надежное паяное соединение конструкционных элементов за счет использования ряда припоев различного состава с различными температурами плавления.
Известен ряд припоев на основе серебра, золота или олова /1, 2, 3/, эвтектического или близкого к эвтектическому составов, наиболее часто применяемых в виде фольги, ленты или преформ при изготовлении и корпусировании мощных изделий микроэлектроники, с эффективным отводом выделяющегося от кристалла тепла. Для обеспечения лучшей адгезии поверхности спаиваемых элементов, как правило, металлизируют (при этом верхним слоем металлизации является золотое покрытие толщиной до 3 мкм).
Однако, достаточно высокая температура плавления (более 800°С) припоев на основе сплавов серебра эвтектического состава (Ag72Cu28) зачастую накладывает ряд конструкционно-технологических ограничений на их использование для пайки конструкционных элементов корпусов. Припои эвтектического состава золото-кремний (Au88Ge12) и золото-германий (Au96,8Si3,2) с температурами плавления 363°С и 356°С (соответственно) используются для посадки полупроводникового кристалла на теплоотводящее основание. Золото-оловянный припой эвтектического состава Au80Sn20 с температурой плавления 280°С в основном используется при корпусировании и герметизации металлокерамических корпусов мощных изделий микроэлектроники.
Наиболее близким по химическому составу и назначению к заявляемому изобретению является золото-оловянный ленточный припойный материал (ЛПМ) эвтектического состава Au80Sn20 (мас. %) с температурой плавления 280°С, изготовленный методами «традиционной» металлургии (вакуумная выплавка слитка сплава и его деформация) /1/.
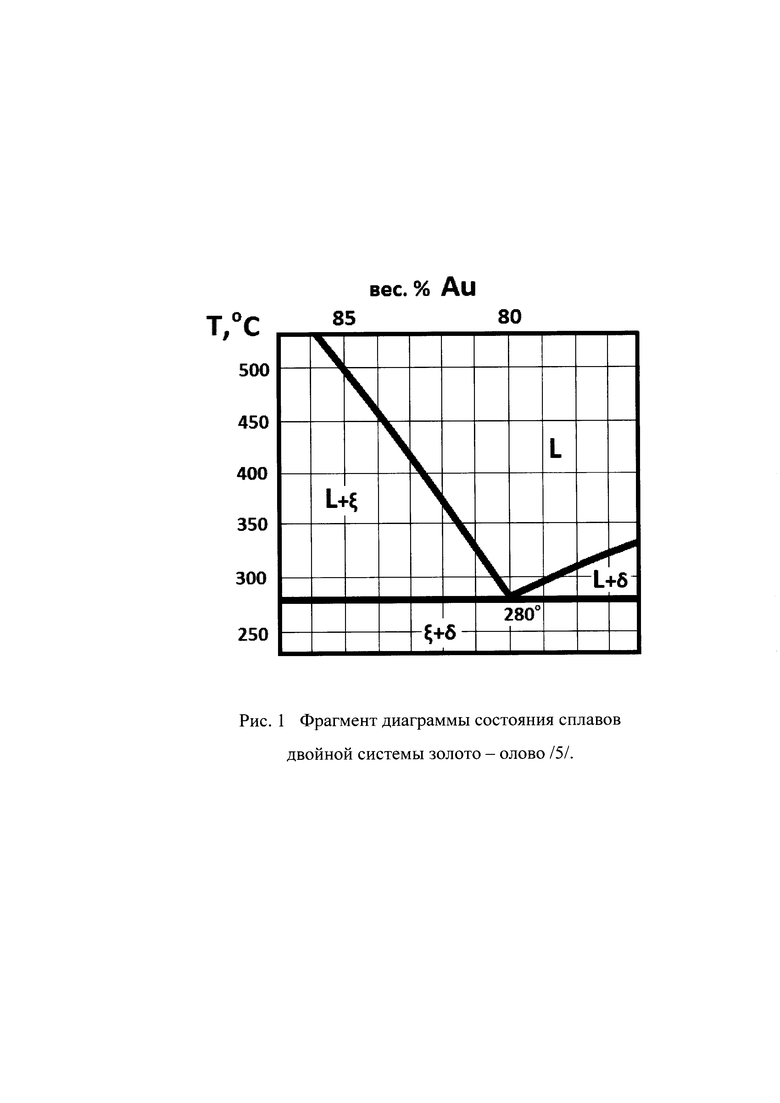
Важным свойством сплава Au80Sn20 является резкое повышение температуры плавления (ликвидуса) даже при незначительном увеличении концентрации золота (Рис. 1, Фрагмент диаграммы состояния сплавов двойной системы золото - олово).
Эту особенность необходимо учитывать при пайке к золоченым поверхностям, когда золото из слоя металлизации компонентов во время пайки попадает в припой и может изменять его состав. Процесс насыщения золотом расплава припоя Au80Sn20 зависит от режима пайки (температуры и времени нагрева выше точки ликвидуса). В некоторых случаях указанный эффект позволяет выполнять двухступенчатую пайку одним и тем же припоем Au80Sn20, однако при этом необходимо строго соблюдать температурно-временной режим пайки для конкретных значений толщин ЛПМ и слоев металлизационного покрытия. Его несоблюдение может привести к полному растворению золотого покрытия и нежелательному образованию хрупких тройных интерметаллидов (например, золото-олово-никель).
Получение золото-оловянного ЛПМ в тонких сечениях из сплавов иного состава (например, с более высоким содержанием золота и более широким интервалом температур плавления, что важно для использования в технологии ступенчатой пайки) по технологическим причинам затруднительно.
Техническим результатом настоящего изобретения является получение ленточного припойного материала толщиной от 20 до 50 мкм на основе золота определенного состава, обладающего заданным интервалом температур плавления в диапазоне 280…500°С.
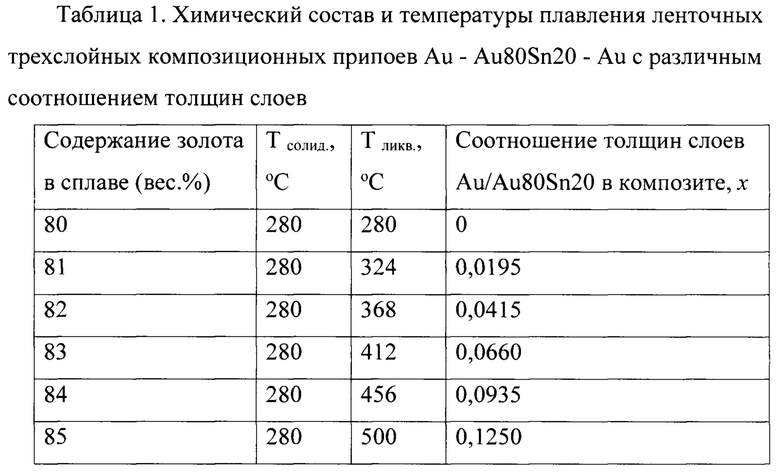
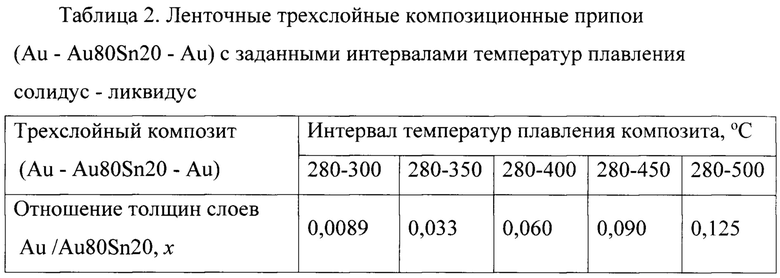
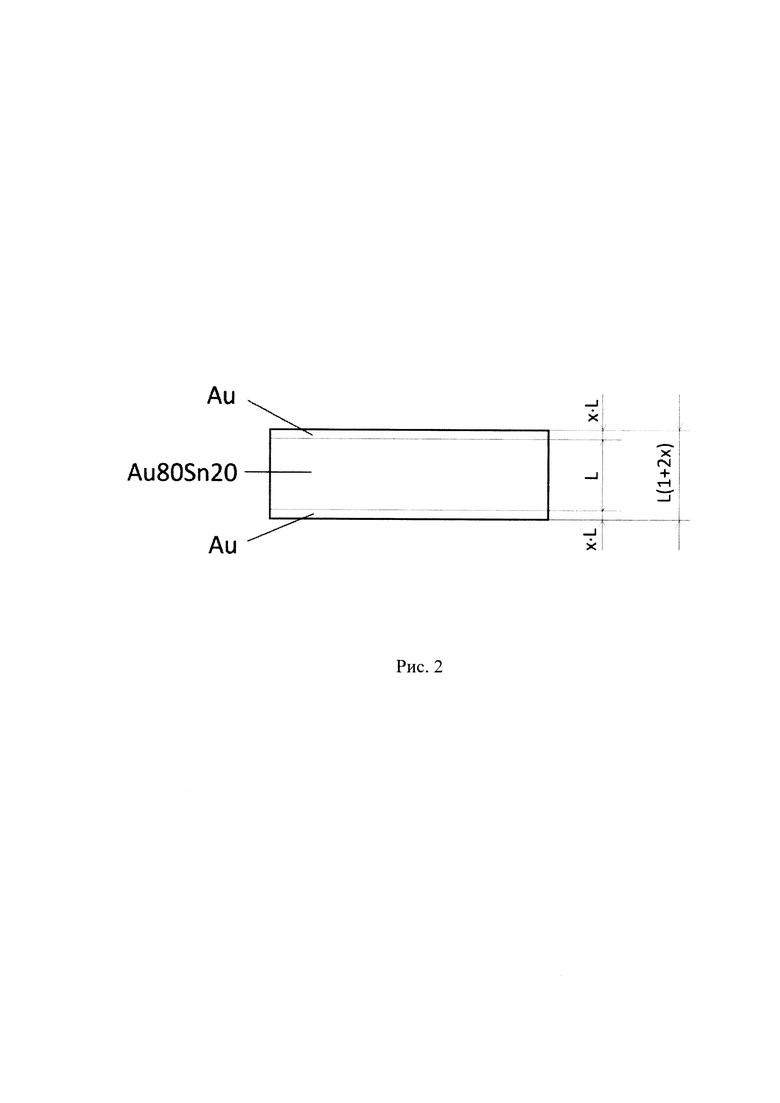
Технический результат, обеспечиваемый изобретением, достигается формированием ленточного припоя (Рис. 2), содержащим ленту, выполненную из двойного сплава золото-олово эвтектического состава Au80Sn20, отличающийся тем, что лента имеет толщину 20…50 мкм и снабжена нанесенными на нее внешними слоями из золота, толщина которых рассчитана по диаграмме состояния сплавов золото-олово из условия получения припоя с заданным интервалом температур плавления солидус-ликвидус в диапазоне от 280 до 500 градусов Цельсия, при этом суммарное содержание золота в припое составляет не более 85 мас. % (Рис. 1, Табл. 1, 2).
Способ изготовления ленточного припоя на основе сплава золота, в соответствие с изобретением, включает в себя получение ленты из двойного сплава золото-олово эвтектического состава Au80Sn20, отличающийся тем, что ленту получают путем вакуумной выплавки слитка из упомянутого сплава и его пластической деформации до толщины 20…50 мкм, затем на полученную ленту наносят внешние слои из золота, толщину которых рассчитывают по диаграмме состояния сплавов золото-олово из условия получения припоя с заданным интервалом температур плавления солидус-ликвидус в диапазоне от 280 до 500 градусов Цельсия при суммарном содержании золота в припое не более 85 мас. %, причем нанесение осуществляется напылением в вакууме, химическим или электрохимическим осаждением.
Сущностью заявляемого технического решения является получение технологичного продукта с заданными свойствами (ленточного припойного материала определенного состава и структуры с заданным интервалом температур плавления), что поясняется данными, приведенными в таблицах 1, 2.
Пример.
Для экспериментального подтверждения заявляемого технического результата было изготовлено 14 экспериментальных образцов композита различного состава и толщины. В качестве материала среднего слоя композита использовали ленту сплава Au80Sn20 (мас. %) размером порядка 20×100 мм и толщиной 20 и 40 мкм. Этот диапазон толщин является оптимальным по ряду технологических причин получения и использования композита.
Два внешних слоя золота наносили методами вакуумного магнетронного напыления (ВМ) и/или электрохимического осаждения (ЭХ). Толщину слоев измеряли различными инструментальными методами. На основании результатов измерений толщин слоев и данных диаграммы состояния рассчитывались значения усредненного химического состава композита и интервала температур плавления.
Образцы помещались в тонкостенные графитовые тигли установки для проведения термического анализа, нагревались в инертной атмосфере до температуры, превышающей на 50°С температуру ликвидус, рассчитанную для конкретного композита, и выдерживались при этой температуре в течение 10 минут для гомогенизации состава расплава. Измерение интервала температур плавления образцов (температур солидус и ликвидус) проводили методом дифференциального термического анализа при скоростях нагрева и охлаждения порядка 5 град/мин. Усредненный химический состав образцов композиционного припоя после их расплавления и кристаллизации определяли методом рентгеноспектрального анализа. Результаты проведенных расчетов и измерений приведены в таблице 3.
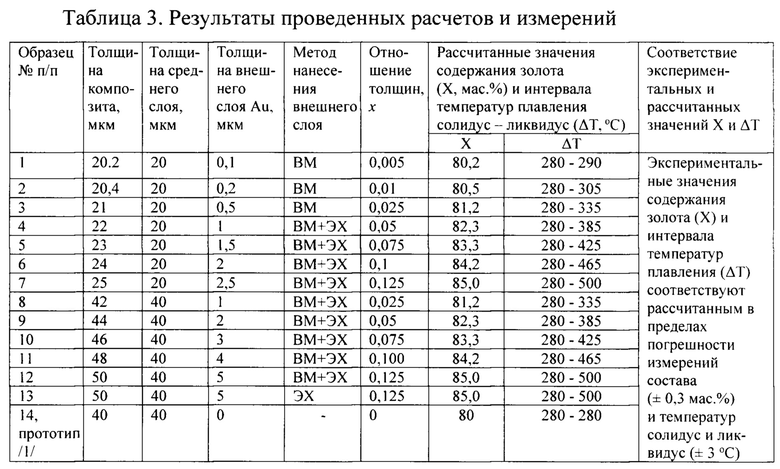
Из таблицы следует, что экспериментально измеренные значения состава и интервала температур плавления композиционного припоя, полученного по предлагаемому способу, соответствуют заданным рассчитанным значениям.
Источники информации
1. Р. Кондратюк Припой 80Au20Sn - свойства и особенности применения ЭЛЕКТРОНИКА наука | технология | бизнес №10 (00150) 2015. С. 154-160.
2. Specialty Solders & Alloys. - www.indium.com; silver- and gold-based brazing preforms - www.indium.com.
3. Gold Tin: The Unique Eutectic Solder Alloy. - www.indium.com
4. Ряд патентов, касающихся технологии получения фольги:
патент CN 103938013 В 2014-03-10;
патент CN 102912175 B;
патент CN 101428390 A,
5. Диаграммы состояния двойных металлических систем / под общей редакцией Лякишева Н.П.; т. 1, - М.: Машиностроение, 1996. - 996 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Припой для пайки жаропрочных никелевых сплавов | 1990 |
|
SU1743773A1 |
| Способ металлизации термокомпенсирующей изолирующей подложки припоем AuSn для пайки полупроводниковых лазерных диодов | 2022 |
|
RU2818934C2 |
| Смесевой порошковый припой для пайки алюминия и сплавов на его основе | 2021 |
|
RU2779439C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ЗУБНЫХ ПРОТЕЗОВ | 2004 |
|
RU2256437C1 |
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ ДЛЯ ПАЙКИ | 1992 |
|
RU2009240C1 |
| СПОСОБ ПАЙКИ ПОРИСТОГО МАТЕРИАЛА С ПОДЛОЖКОЙ | 2014 |
|
RU2558026C1 |
| Способ изготовления термоэлектрического модуля и термоэлектрический модуль | 2022 |
|
RU2781929C1 |
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ | 1992 |
|
RU2009241C1 |
| ТВЕРДЫЕ ПРИПОИ НА ОСНОВЕ НИКЕЛЯ - ХРОМА | 1996 |
|
RU2167751C2 |
| Припой для пайки алюминия и его сплавов | 2016 |
|
RU2622477C1 |
Изобретение может быть использовано при изготовлении электровакуумных и полупроводниковых приборов с применением технологии ступенчатой пайки. Припойный материал выполнен в виде ленты из двойного сплава золото-олово эвтектического состава 80Au20Sn, снабженной внешними слоями из золота. Толщина ленты составляет 20…50 мкм. Толщина упомянутых слоев рассчитана по диаграмме состояния сплавов золото-олово из условия получения припоя с заданным интервалом температур плавления солидус-ликвидус в диапазоне от 280 до 500°С. Суммарное содержание золота в припое составляет не более 85 мас.%. Нанесение внешних слоев осуществляют напылением в вакууме, или химическим осаждением, или электрохимическим осаждением. Изобретение позволяет получить композиционный ленточный припой с различными температурами плавления, который обеспечивает надежное паяное соединение конструкционных элементов. 2 н.п. ф-лы, 2 ил., 3 табл., 1 пр.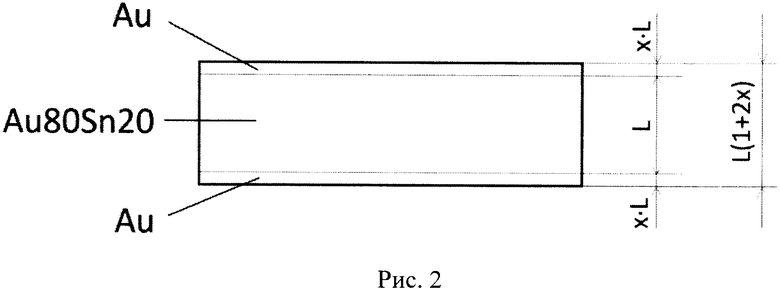
1. Ленточный припой на основе сплава золота, содержащий ленту, выполненную из двойного сплава золото-олово эвтектического состава 80Au20Sn, отличающийся тем, что лента имеет толщину 20…50 мкм и снабжена нанесенными на нее внешними слоями из золота, толщина которых рассчитана по диаграмме состояния сплавов золото-олово из условия получения припоя с заданным интервалом температур плавления солидус-ликвидус в диапазоне от 280 до 500°С, при этом суммарное содержание золота в припое составляет не более 85 мас. %.
2. Способ изготовления ленточного припоя на основе сплава золота, включающий получение ленты из двойного сплава золото-олово эвтектического состава 80Au20Sn, отличающийся тем, что ленту получают путем вакуумной выплавки слитка из упомянутого сплава и его пластической деформации до толщины 20…50 мкм, затем на полученную ленту наносят внешние слои из золота, толщину которых рассчитывают по диаграмме состояния сплавов золото-олово из условия получения припоя с заданным интервалом температур плавления солидус-ликвидус в диапазоне от 280 до 500°С при суммарном содержании золота в припое не более 85 мас. %, причем нанесение осуществляют напылением в вакууме, или химическим осаждением, или электрохимическим осаждением.
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| СПОСОБ ПАЙКИ ЛАЗЕРНЫХ ДИОДОВ | 2018 |
|
RU2691152C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2016 |
|
RU2626260C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ ЗОЛОЧЕНЫХ ИЗДЕЛИЙ | 0 |
|
SU406673A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| LEE C.C et all | |||
| Fluxless non-eutectic joints fabricated using gold-tin multilayer composite, IEEE Transactions on Components and Packaging | |||

