Изобретение относится к горной промышленности, конкретно к буровому ставу, используемому для бурения взрывных скважин станками шарошечного бурения, например станками СБШ-250, 2СБШ-200 и другими.
В настоящее время для изготовления штанг для буровых ставов используют стали марок 20Х, 40Х и в редких случаях сталь 50Г2, ГОСТ 4543-71.
Штанги не термообрабатываются и эксплуатируются в состоянии поставки после нарезания резьбы и оснащения их муфтами и ниппелями. Одним из способов повышения стойкости штанг в буровых ставах является выбор рациональных типов сталей и их термообработка.
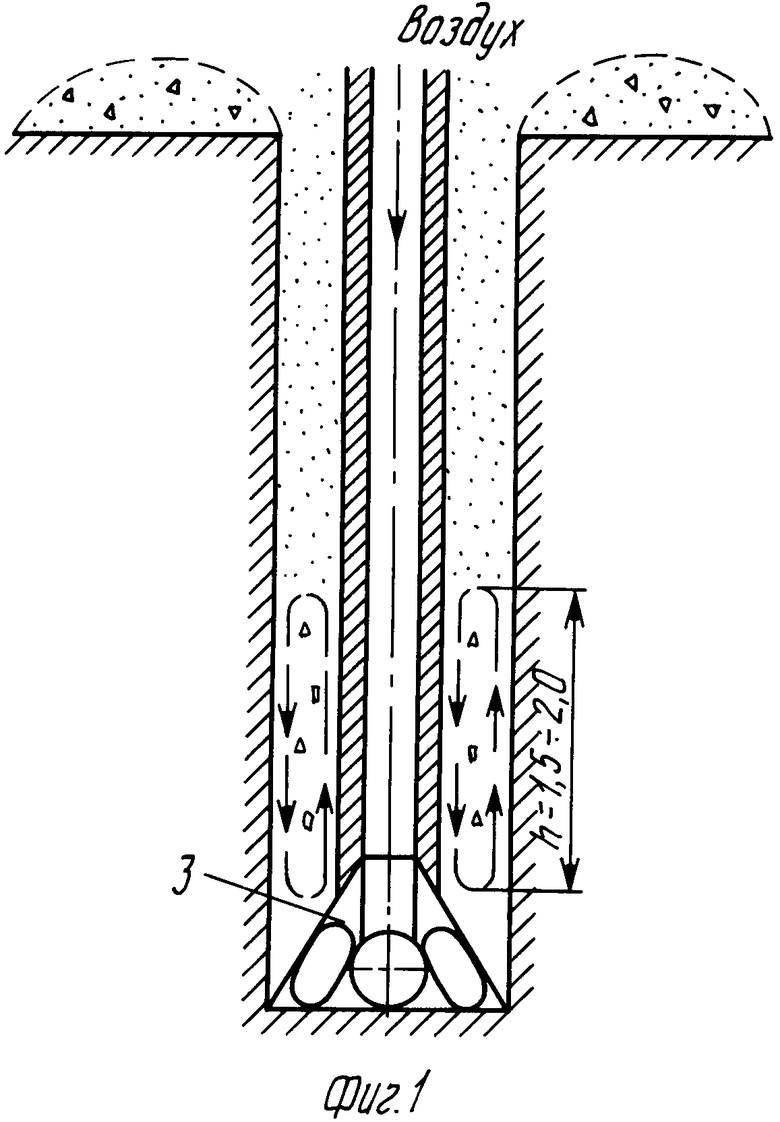
Анализ износа буровых штанг в буровых ставах при бурении горных пород станками СБШ-250 и другими показывает, что наибольший износ происходит на высоте 1,5-2,0 м от груди забоя скважины в зоне активного шламоудаления. Крупные фракции бурового шлама, поднимаясь на высоту 1,5-2,0 м по стенке скважины и штанги бурового става, начинают опускаться по корпусу штанг и дифилируют до тех пор, пока не раздробятся на более мелкие фракции, которые выносятся из скважины. Причиной дифилирования крупных частиц бурового шлама является нехватка энергии сжатого воздуха для их выноса.
Известен буровой став, штанги которого включают присоединительные резьбы и элементы для передачи крутящего момента [1]
Однако штанги этого бурового става не обладают равнопрочностью, так как имеют различное поперечное сечение по длине. Поскольку по штангам бурового става передается ударная нагрузка и осевое усилие, то в площади наименьшего поперечного сечения возникают максимальные напряжения, которые приводят к разрушению буровых штанг.
Наиболее близким к предлагаемому является буровой став, включающий штанги, связанные между собой термообработанными соединительными элементами, термообработанную штангу, связанную с породоразрушающим инструментом, и термообработанную штангу, расположенную в верхней части бурового става [2]
Однако и этот буровой став вместе со своими штангами не обладает повышенной стойкостью и на его изготовление требуется большой расход легированных сталей и не обеспечивается срок службы такого бурового става.
Целью изобретения является повышение стойкости бурового става, сокращение расхода легированных сталей на изготовление буровых штанг и продление срока службы бурового става.
Цель достигается тем, что буровой став, включающий штанги, связанные между собой термообработанными соединительными элементами, термообработанную штангу, связанную с породоразрушающим инструментом, и термообработанную штангу, расположенную в верхней части бурового става, термообработка тела штанги, связанной с породоразрушающим инструментом, выполнена на длине 1,5-2,0 м со стороны последнего; термообработка тела штанги, расположенной на верхней части става, выполнена на длине 1,5-2,0 м; в качестве материала для изготовления соединительных элементов используют заготовки из стали марки 30ХГСА.
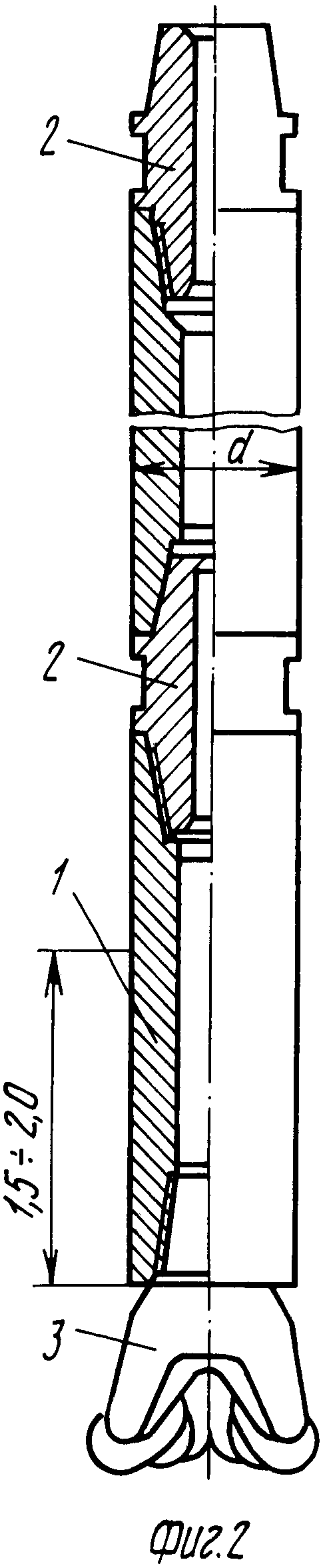
На фиг. 1 изображена схема износа буровой штанги, связанной с породоразрушающим инструментом; на фиг. 2 буровой став, нижняя штанга которого связана с породоразрушающим инструментом и термообработана на длине 1,5-2,0 м со стороны последнего; на фиг. 3 буровой став, у которого штанга, расположенная на верхней части става, термообработана на длине 1,5-2,0 м.
Буровой став включает штанги 1, связанные между собой термообработанными соединительными элементами 2, термообработанную штангу 1, связанную с породоразрушающим инструментом 3, и термообработанную штангу 1, расположенную в верхней части бурового става, и штангу 4, которая может быть выполнена из любых типов стали, причем тело штанги 1, связанной с породоразрушающим инструментом 3, термообработано на длине 1,5-2,0 м со стороны последнего, а штанга 1, расположенная на верхней части бурового става, также термообработана на длине 1,5-2,0 м, причем в качестве материала для изготовления соединительных элементов 2 используют заготовки из стали марки 30ХГСА.
Таким образом термообработка тела штанги 1, связанной с породоразрушающим инструментом 3, на длине 1,5-2,0 м со стороны последнего, т.е. на длине, где происходит ее интенсивный износ, так как этот участок является зоной активного шламоудаления, позволяет повысить ее стойкость и сократить расход легированных сталей.
Термообработка тела штанги, расположенной на верхней части бурового става на длине 1,5-2,0 м, позволяет продлить срок службы штанг, так как в случае износа штанги, примыкающей к породоразрушающему инструменту, ее можно заменить штангой, расположенной на верхней части бурового става.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОГРУЖНОЙ ПНЕВМОУДАРНИК | 1990 |
|
RU2026480C1 |
| УСТАНОВКА ДЛЯ ДОБЫЧИ КРЕПКИХ РУД ИЗ МАЛОМОЩНЫХ ПЛАСТОВ МЕТОДОМ ВЫБУРИВАНИЯ | 2012 |
|
RU2486339C1 |
| ГОЛОВКА БУРИЛЬНАЯ | 2007 |
|
RU2342514C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУРОВЫХ ШТАНГ ДЛЯ БУРИЛЬНЫХ МАШИН УДАРНО-ВРАЩАТЕЛЬНОГО ДЕЙСТВИЯ | 2007 |
|
RU2375142C2 |
| СПОСОБ ПРОИЗВОДСТВА БУРОВЫХ ШТАНГ | 1997 |
|
RU2134305C1 |
| АЛМАЗНО-ТВЕРДОСПЛАВНАЯ ПЛАСТИНА | 2012 |
|
RU2541241C2 |
| ПЛАВАЮЩАЯ ПЛАТФОРМА ДЛЯ БУРЕНИЯ И ЭКСПЛУАТАЦИИ МОРСКИХ СКВАЖИН В АРКТИЧЕСКИХ УСЛОВИЯХ | 2007 |
|
RU2379460C2 |
| УСТРОЙСТВО ДЛЯ БУРЕНИЯ СКВАЖИН БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2072047C1 |
| СПОСОБ РАЗРУШЕНИЯ ГОРНЫХ ПОРОД УДАРНЫМИ ИМПУЛЬСАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2209913C1 |
| Муфтовое устройство с покрытием для эксплуатации в газонефтяных скважинах | 2015 |
|
RU2608454C1 |

Использование: в горной промышленности для бурения взрывных скважин станками шарошечного бурения. Буровая штанга включает термообработанное тело штанги, породоразрушающий инструмент и термообработанные ниппельные резьбовые соединительные элементы. Термообработанное тело штанги выполнено по крайней мере со стороны породоразрушающего инструмента на длине 1,5 2,0 м, т. е. на участке, где происходит ее интенсивный износ, так как этот участок является зоной активного шламоудаления. В качестве материала для соединительных элементов используют сталь ЗОХГСА. Термообработанное тело штанги может быть выполнено и со стороны элементов бурового стана на длине 1,5 2,0 м. 2 з.п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Лачинян Л.А | |||
| Работа бурильной колонны | |||
| М.: Наука, 1979, с.112-114, 143-147, рис.29. | |||
