Изобретение относится к машиностроению, конкретно к производству инструмента для бурения шпуров и взрывных скважин малого диаметра.
Известен способ производства буровых штанг, включающий высадку бурта с местного индукционного нагрева на исходном прутке буровой стали, последующую механическую обработку заготовки и термическую обработку концов буровой штанги (авторское свидетельство СССР N 169137, кл. C 21 D 9/00, 1965).
Данным способом невозможно изготовить буровую штангу с высокими эксплуатационными свойствами из-за наличия в переходах от термообработанных к не термообработанным участкам буровой штанги остаточных растягивающих напряжений, нередко в сочетании с низкой прочностью этих участков. Кроме того, данным способом можно изготовить буровую штангу, пригодную для эффективной работы, только в том случае, если для ее изготовления применяется высокоточный калиброванный прокат с узкими (не более 0,3 мм) допусками по размерам поперечного сечения и с минимальным искажением геометрии по длине (кривизна не более 1 мм на 1 м длины прутка).
Фактические размеры поперечного сечения применяемого проката буровой стали обычно значительно превышают допустимые (на 0,5 мм и более), а прогиб исходного прутка достигает 10 - 12 мм на 1 м длины, и пока нет эффективной технологии предварительной подготовки такого проката для изготовления из него штанг указанным выше способом.
Известен также способ производства штанг для бурения по а.с. 1571086, кл. C 21 D 1/78, 1990 (прототип), включающий местный электронагрев заготовки и последующую высадку на ней бурта, термическую обработку, состоящую из нагрева под закалку, охлаждения при закалке и отпуска по всей длине заготовки с контактного электронагрева при приложении растягивающих напряжений (усилий) для исключения искажения геометрии по длине и механическую обработку, проводимую после термической.
Недостатком данного способа является узкая область эффективного применения, ограничивающаяся использованием для изготовления штанг калиброванного проката буровой стали с неискаженной геометрией по длине. Расширение указанной области связано с необходимостью предварительной холодной правки прутка сосредоточенной изгибающей нагрузкой, что нередко сопровождается повреждением металла и пониженной его стойкостью, а необходимость обдирки прутков ввиду завышенного размера поперечного сечения, а нередко и неправильной геометрии сечения наряду с большими затратами ручного труда снижает качество поверхности и увеличивает вероятность преждевременного выхода буровой штанги из строя.
Кроме того, как показала практика применения способа, при неизменном в течение всего цикла термообработки усилии натяжения, например 900 кгс для заготовки диаметром 25 мм, т.е. 1,8 кгс/мм2, (прототип), часто не удается исключить искажение геометрии по длине. Для высокотемпературной области 960 - 1020oC (нагрев под закалку) указанное усилие является слишком высоким и вызывает чрезмерное удлинение, провисание и обрыв заготовки. Для охлаждения при закалке и отпуска оно, наоборот, слишком мало, чтобы не допустить коробления, не говоря уже о том, чтобы выправить имеющуюся кривизну или образовавшуюся при закалочном охлаждении.
Задачей предлагаемого изобретения является разработка способа производства буровых штанг, обеспечивающего повышенную их стойкость независимо от точности поперечного сечения применяемого проката буровой стали и степени искажения его геометрии по длине.
Решение данной задачи обеспечивается тем, что в известном способе производства буровых штанг, включающем местный электронагрев заготовки с последующей высадкой на ней бурта (утолщения), термическую обработку по всей длине заготовки, состоящую из нагрева под закалку, охлаждения при закалке и отпуска с контактного электронагрева, проводимую при приложении растягивающих напряжений, и механическую обработку, проводимую после термической, согласно изобретению заготовку дважды подвергают пластическому деформированию растяжением вначале в интервале температур 720 - 1020oC с усилием не более 1,0 - 1,2 кгс/мм2 и при этом ведут нагрев под закалку, затем в интервале температур 380 - 570oC усилием, увеличенным по сравнению с первоначальным не менее чем в 1,8 - 2,0 раза, т.е. не менее 2,0 - 2,4 кгс/мм2, до получения суммарного удлинения не более 5%, и при этом ведут отпуск закаленной заготовки.
Пластической деформацией в интервале температур 720 - 1020oC достигается два эффекта - обеспечивается бездефектная правка заготовки при любом, имеющем практическое значение, искривлении, затем этой же деформацией, зафиксированной последующей закалкой, обеспечивается эффект высокотемпературной термомеханической обработки (ВТМО), известной своим положительным влиянием на пластичность и усталостную прочность стали.
Пластическая деформация в интервале температур 380 - 570oC имеет целью гарантировать прямолинейность заготовки после закалки.
Нижний предел деформации может быть любым, отличным от нуля, т.к. иначе не может быть эффекта ВТМО, а следовательно, улучшения механических свойств по сравнению с прототипом, и гарантированного устранения кривизны. Верхний предел деформации не должен превышать 5% во избежание
чрезмерного уменьшения диаметра, перегрева и обрыва заготовки. Примерно 80% суммарного удлинения приходится на высокотемпературную область.
Экспериментально установлено, что относительное уменьшение диаметра равно корню квадратному из отношения длины деформированной заготовки к исходной. Пятипроцентное удлинение дает, таким образом, уменьшение диаметра на 2,2%, что в подавляющем большинстве случаев достаточно для исключения доводки заготовки под чистовой размер штанги.
Прилагаемое усилие в 1,0 - 1,2 кгс/мм2 в интервале 720 - 1020oC определяется прочностью металла в этом температурном интервале, а усилие 2,0 -2,4 кгс/мм2 является минимальным для деформации в интервале 380 - 570oC
Пример. Исходный пруток шестигранной буровой стали длиной 2 м, например, марки 55С2, с номинальным диаметром вписанной окружности 25 мм, фактическим диаметром 25,9 мм (на 0,4 мм выходящим за пределы допуска) и кривизной 10 мм на 1 м длины прутка (всего 20 мм) подвергают местному электроконтактному нагреву до 1150oC, например, на стыкосварочной машине и, не изменяя позиции прутка, высаживают на нем бурт. Заготовку устанавливают в контакты электротермической установки, натягивают усилием около 600 кг, т.е. 1,2 кгс/мм2, и начинают электронагрев.
До температуры 720oC (начало образования легкодеформируемого и пластичного аустенита) усилия в 600 кг (1,2 кгс/мм2) недостаточно, чтобы пластически деформировать заготовку диаметром 25 мм. Заготовка претерпевает в основном тепловое удлинение, а натяжение не дает стержню провиснуть.
В то же время в интервале температур 720 - 1020oC (конец нагрева) остаточное удлинение заготовки под действием указанного усилия в среднем составляет 35 мм.
После достижения всеми участками заготовки температуры аустенизации нагрев заканчивают. Заготовку погружают в воду и одновременно увеличивают усилие натяжения до 1100 кг (2,2 кгс/мм2), т.е. в 1,8 раза.
Увеличение усилия натяжения имеет двойное назначение, Во время охлаждения при закалке оно имеет целью подавить коробление от тепловых и структурных напряжений.
После того как закончилось закалочное охлаждение начинают нагрев для отпуска. До температуры 380oC заготовка претерпевает только тепловое удлинение. Никакого влияния на нее приложенное усилие оказать не может ввиду его малой величины по сравнению с прочностью закаленной стали. Для стали 55С2 температура отпуска 380oC является пороговой, при которой она резко разупрочняется. С этого момента приложенное усилие натяжения начинает выполнять свое второе назначение. Оно становится деформирующим, призванным выбрать кривизну, оставшуюся после закалки. В интервале 380 - 570oC (конец отпуска) остаточное удлинение, фиксируемое после охлаждения заготовки до комнатной температуры, составляет около 10 мм.
Суммарное удлинение составляет 45 мм, т.е. не многим более 2%. При этом диаметр заготовки уменьшился на 0,4 мм, кривизна уменьшилась до 0,5 мм на всю длину заготовки, т.е. до 0,25 мм на 1 м длины. Таким образом, изготовленная заготовка не нуждается в дальнейшей доводке при чистовой обработке штанги.
Завершающим является процесс мехобработки заготовки (отрезка концов, проточка и шлифовка конуса, торцовка хвостовика).
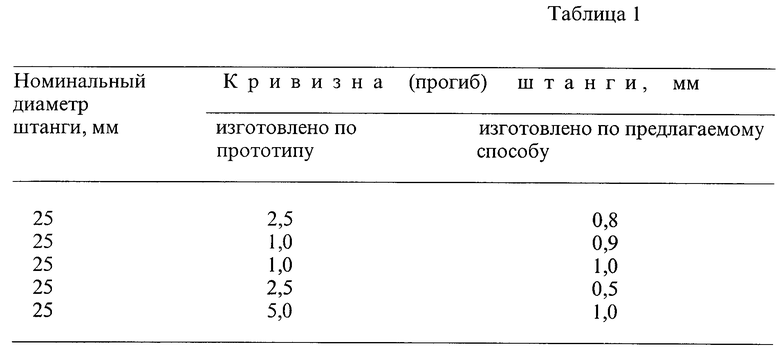
Результаты замеров кривизны штанг, изготовленных по прототипу и по предлагаемому способу, приведены в таблице 1.
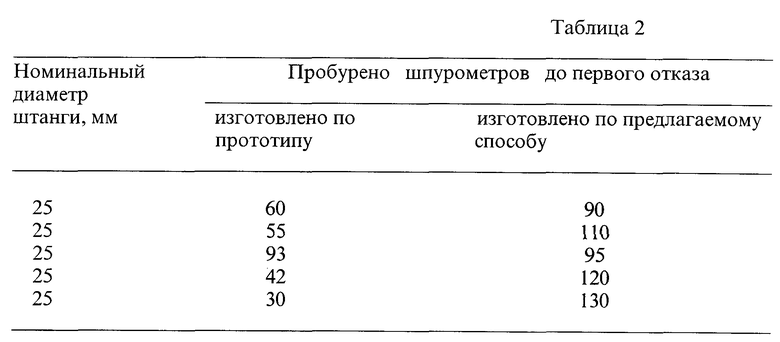
В таблице 2 приведены результаты наблюдений по определению стойкости тех же штанг при производственном бурении.
Из таблиц следует, что применение предлагаемого способа позволяет улучшить геометрию буровых штанг и повысить их стойкость не менее чем в полтора раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГИ ДЛЯ ПЕРФОРАТОРНОГО БУРЕНИЯ ШПУРОВ | 1999 |
|
RU2170769C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2006 |
|
RU2340683C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕФТЕНАСОСНЫХ ШТАНГ | 2005 |
|
RU2270871C1 |
| Способ производства нежестких деталей | 1989 |
|
SU1696516A1 |
| СПОСОБ РЕМОНТА НАСОСНОЙ ШТАНГИ | 2010 |
|
RU2406815C1 |
| СПОСОБ КОМПОНОВКИ КОЛОНН ГЛУБИННО-НАСОСНЫХ ШТАНГ И СТУПЕНЬ КОЛОННЫ ГЛУБИННО-НАСОСНЫХ ШТАНГ | 1994 |
|
RU2068484C1 |
| ВЫСОКОПРОЧНАЯ СРЕДНЕУГЛЕРОДИСТАЯ КОМПЛЕКСНОЛЕГИРОВАННАЯ СТАЛЬ | 2012 |
|
RU2510424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАНГ ДЛЯ БУРИЛЬНЫХ МАШИН УДАРНО-ВРАЩАТЕЛЬНОГО ДЕЙСТВИЯ | 2010 |
|
RU2463361C2 |
| Способ изготовления режущего инструмента из быстрорежущей стали | 1989 |
|
SU1765211A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ | 2005 |
|
RU2295416C1 |
Изобретение относится к машиностроению, конкретно к производству инструмента для бурения шпуров и взрывных скважин малого диаметра. Задача изобретения - разработка способа производства буровых штанг, обеспечивающего повышение их стойкости независимо от точности исходного проката буровой стали и правильности его геометрии по длине. Способ включает высадку утолщения, термическую обработку с контактного электронагрева, пластическую деформацию растяжением, которую проводят дважды: в процессе нагрева под закалку и в процессе охлаждения и отпуска, механическую обработку. Способ позволяет повысить точность и срок службы буровых штанг не менее чем в 1,5 раза. 2 табл.
Способ производства буровых штанг, включающий местный электронагрев заготовки с последующей высадкой на ней бурта, термическую обработку, состоящую из нагрева под закалку, охлаждения при закалке и отпуска по всей длине заготовки с контактного электронагрева, проводимую при приложении растягивающих усилий, и механическую обработку, проводимую после термической, отличающийся тем, что при термической обработке охлаждение под закалку проводят при увеличении первоначально приложенных растягивающих усилий не менее чем в 1,8-2,0 раза, а затем под этим же натяжением проводят отпуск до получения суммарного удлинения заготовки не более 5%.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 169137, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1571086, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
