Изобретение относится к области цветной металлургии, в частности к способам демонтажа катода алюминиевого электролизера, выработавшего свой ресурс.
При производстве алюминия широко используются электролизеры, катодная часть которых представляет собой футерованную изнутри ванну, выполненную из тонколистовой стали. Ванна имеет цокольную и токопроводящие части. Цокольная часть примыкает к дну ванны и выполняется из жаропрочного кирпича, размещаемого в несколько слоев. Токопроводящая часть выполняется в виде слоя углеродного (графитового) наполнителя, содержащего вмонтированные в него стальные стержни блюмсы, наружные концы которых выведены за пределы ванны для обеспечения подвода электротока. Токопроводящая часть монтируется непосредственно на цокольной части. В процессе работы свободная поверхность токопроводящей части катода постепенно покрывается слоем отвердевшего электролита, имеющего высокую прочность и твердость, кроме того, зачастую в ванне образуется слой застывшего алюминия так называемый козел. Предел прочности на сжатие застывшего электролита составляет ≈108 МПа, графитовых секций, пропитанных фтористыми солями и алюминием, ≈83 МПа (для сравнения графитовые блоки, используемые при монтаже, то есть до начала эксплуатации ванны имеют предел прочности на сжатие ≈25 МПа). Предел текучести кирпича цокольной части составляет несколько МПа, т.е. имеет почти на порядок меньшую прочность.
Неотъемлемую часть процесса производства алюминия составляет демонтаж катодных ванн с целью последующего восстановления и дальнейшей эксплуатации, который является трудоемкой и дорогостоящей технологической операцией и в значительной мере осложняется наличием на поверхности ванны слоя застывшего электролита и козла. Наибольшее распространение получили электролизные ванны контрафорсного типа, борта которых усилены съемными силовыми элементами контрафорсами, однако постепенно они заменяются на ванны более совершенной конструкции ванны шпангоутного типа, в которых борта ванн усилены несъемными силовыми элементами шпангоутами.
Известен способ разрушения наполнителя токопроводящей части ванн электролизера, который включает воздействие на наполнитель импульсных ударных нагрузок.
Недостатки способа необходимость предварительной вырезки борта ванны и выламывание блюмсов с помощью мостового крана или домкратов, требующее большого объема ручного труда. Данная технология применима для ванн преимущественно контрафорсного типа. Импульсные ударные нагрузки, создаются ударным инструментом, имеющим ограниченный ресурс работы и требующим периодической замены.
Известен способ образования выемки, выбранный в качестве прототипа, включающий формирование шпуров контурного взрывания и рыхления, размещение в них удлиненных зарядов взрывчатого вещества (ВВ) и подрыв последних.
Недостаток известного способа необходимость использования зарядов ВВ большой массы.
Цель изобретения снижение расхода взрывчатых материалов и повышение производительности труда при демонтаже катода алюминиевого электролизера.
Указанная цель достигается тем, что в известном способе шпуры формируются со стороны дна ванны между блюмсами в направлении нормали к дну ванны, для подрывов используются компактные заряды ВВ, размещаемые в шпурах на уровне между блюмсами и свободной поверхности графитовых блоков. Перед подрывом ванну переворачивают. Формирование шпуров выполняется при монтаже катода в виде закладных деталей.
Сопоставительный анализ с прототипом позволяет сделать вывод о том, что заявляемый способ имеет ряд отличительных признаков и, следовательно, соответствует критерию "новизна".
Анализ известных технических решений как в области металлургии, так и в других отраслях техники позволяет сделать вывод о том, что в них отсутствуют признаки, сходные с существенными отличительными признаками заявляемого способа и считать заявляемое техническое решение соответствующим критерию "существенные отличия".
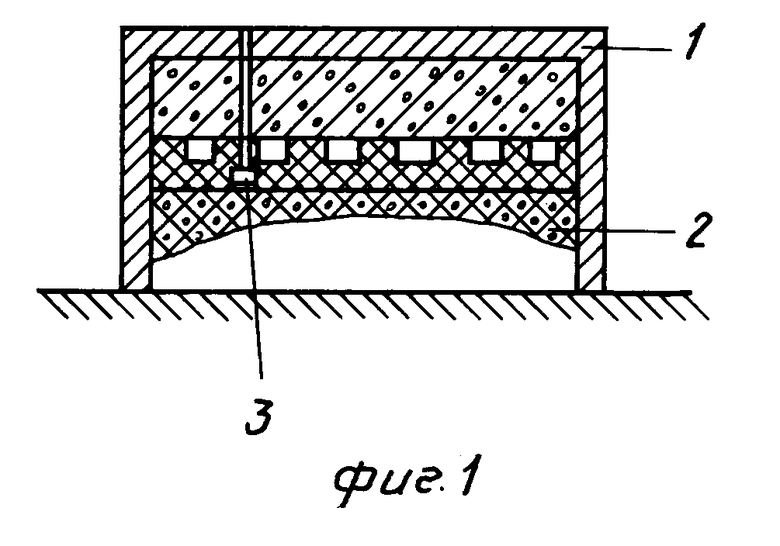
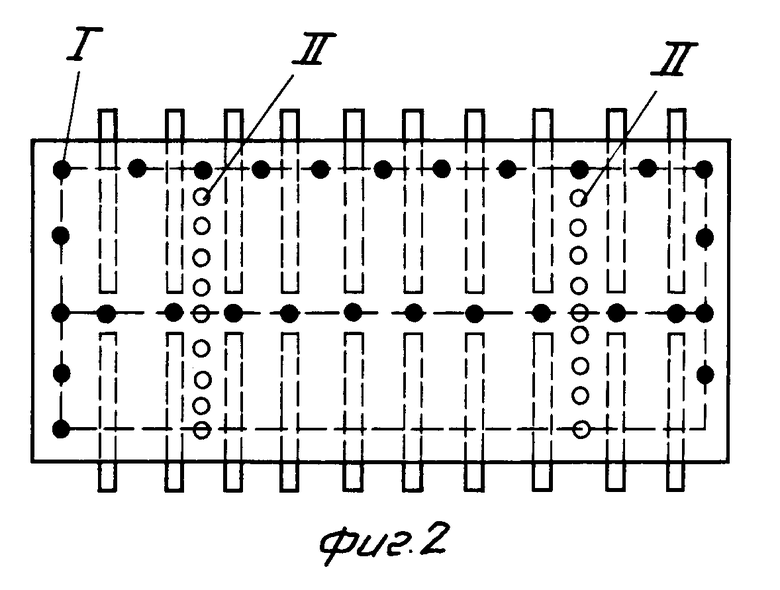
На фиг. 1 и 2 показана схема размещения зарядов взрывчатого вещества в перевернутой ванне.
Для демонтажа ванны 1, отработавшей свой ресурс выполняют шпуры со стороны дна ванны, что существенно повышает производительность труда, так как шпурение осуществляется в кирпичной кладке, имеющей минимальную прочность из всех составных частей катода. Так как ванны, отработавшие свой ресурс, имеют настыл 2 (электролит, застывший алюминий) переменный по высоте, то выполнение шпуров со стороны настыла помимо повышенного износа инструмента требует выполнения шпуров переменной глубины и применения забоек различной длины, что зависит от индивидуальных характеристик настыла каждой ванны, которые заранее определить нельзя. Следовательно, подготовка к демонтажу ванны (изготовление зарядов, забоек) может производиться только после поступления ванны на демонтаж, что существенно снижает производительность труда, так как не позволяет стандартизировать процесс производства взрывных работ.
Выполнение контурного взрывания с образованием разлома по линии I и взрывание зарядов рыхления II осуществляется подрывом компактных зарядов 3, размещенных со стороны поверхности блюмсов, обращенной в сторону настыла. Предварительное опрокидывание ванны позволяет осуществить взрывные работы на минимальных навесках ВВ, так как энергия ВВ не расходуется на преодоление силы тяжести и, кроме того, позволяет разрушенному материалу сразу же после подрыва свободно выпасть из ванны. Последующий подъем ванны дает возможность свободно разделить исходные составляющие ванны кирпич и графитовые секции с блюмсами. Отделение блюмсов от графитовых секций может производиться непосредственно в ванне при подрыве зарядов рыхления II, либо (при крупномасштабном дроблении, когда используются 1-2 линии зарядов рыхления) вне ванны, что позволяет увеличить сохранность ванны.
Шпуры могут выполняться как буровым инструментом непосредственно перед демонтажем, так и заранее установкой закладных деталей, например в виде труб, имеющих наружные заглушки со стороны дна ванны и заполненных тугоплавким наполнителем (шамотный песок, термостойкая ванна и т.п.), что позволяет также снизить трудоемкость демонтажа и увеличить производительность труда.
Использование предлагаемого способа демонтажа катода алюминиевого электролизера позволяет существенно повысить производительность труда по сравнению с прототипом и демонтировать ванны как контрафорсного, так и шпангоутного типа, отличие от штатного способа, который применим только к ваннам контрафорсного типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗРУШЕНИЯ НАПОЛНИТЕЛЯ ТОКОПРОВОДЯЩЕЙ ЧАСТИ КАТОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1993 |
|
RU2044115C1 |
| СПОСОБ ДЕМОНТАЖА ЭЛЕКТРОЛИЗНЫХ ВАНН | 1993 |
|
RU2039130C1 |
| СПОСОБ ЛОКАЛЬНОГО РЕМОНТА БОРТОВОЙ ФУТЕРОВКИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2129170C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ АЛЮМИНИЯ В ЭЛЕКТРОЛИЗЕРАХ С ВЕРХНИМ ТОКОПОДВОДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2095483C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ ОБЖИГА | 1994 |
|
RU2080416C1 |
| СПОСОБ РАЗРУШЕНИЯ МАССИВОВ СО СВОБОДНОЙ ПОВЕРХНОСТЬЮ ИЗ МАТЕРИАЛОВ С МАЛОЙ ПРОЧНОСТЬЮ НА РАСТЯЖЕНИЕ | 1993 |
|
RU2042919C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ПОДВОДОМ ТОКА | 1995 |
|
RU2085623C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1995 |
|
RU2095485C1 |
Использование: для электролиза алюминия в цветной металлургии. Сущность изобретения: способ демонтажа катода алюминиевого электролизера, состоящего из ванны, кирпичного цоколя, графитовых блоков с твердым покрытием на свободной поверхности и стальных стержней-блоков, включает формирование шпуров контурного взрывания и рыхления со стороны дна ванны между блюмсами в направлении нормали к дну ванны, размещение в шпурах компактных зарядов взрывчатого вещества на уровне между блюмсами и свободной поверхностью графитовых блоков и подрыв зарядов. Ванна перед подрывом может быть перевернута. Шпуры могут быть сформованы при монтаже ванны в виде закладных деталей. 2 з.п. ф-лы, 2 ил.
| Нормативный справочник по буровзрывным работам /Ф.А | |||
| Авдеев, В.Л.Барон, Н.В.Гуров, В.Х.Кантор | |||
| М.: Недра, 1986, с.98. |
