Изобретение относится к электролитическому получению алюминия, в частности к совершенствованию катодного устройства алюминиевого электролизера.
Известно катодное устройства алюминиевого электролизера, содержащее цоколь из кирпичной кладки в металлическом кожухе с отверстиями (окнами) в боковых стенках для катодных стержней, демпфирующий слой (подушка) и установленные на нем подовые секции с катодными стержнями, образующими зазор по периметру отверстий катодного кожуха, увеличенную высоту кирпичной кладки по периферии цоколя (бровку), причем в местах прилегания к катодным стержням кирпичи к ним должны быть притерты, зазор между стержнем и кирпичом не должен быть более 1 мм, а зазор между катодным стержнем и отверстием в кожухе замазывают мастикой, состоящей из асбеста и жидкого стекла.
В ходе обжига и последующего пуска электролизера с известным катодным устройством при подъеме температуры в катоде происходит отгонка жидкой части связующего мастики в зазорах окон катодного кожуха. Вторая часть мастики - асбестит, становится еще более пористой. Газы консования, содержащие летучие углеводороды и смолистые вещества, свободно проникают через разрыхленный слой асбеста в атмосферу. При этом открывается доступ кислорода воздуха через зазор в "окнах" катодного кожуха к углеродистым материалам "подушки", подовых секций и межблочных швов. При возрастании температуры происходит, во-первых, отгонка смолистых и летучих углеводородов из катода в атмосферу через зазоры в "окнах" кожуха, во-вторых окисление углерода "подушки", подовых секций и межблочных секций, и межблочных швов, их выгорание. На практике, при обжиге и особенно пуске электролизера, можно наблюдать выбивание газовых факелов и выделение смолистых веществ из "окон" катодного кожуха с последующим протеком жидкого алюминия. В результате все это приводит к снижению сортности получаемого алюминия, срока службы электролизера.
Необходимость притирания шамотных кирпичей кладки бровки к катодным стержням, согласно известному техническому решению, не исключает фильтрации газообразных веществ. Кроме этого, в ходе эксплуатации катода при появлении стрелы прогиба катодного стержня и ее изменении, жесткая посадка кирпича "бровки" на катодный стержень может приводить к деформации всей кладки, появлению крутящих моментов и подъему подовых блоков в плоскости центрального межблочного шва. Это также приводит к металлизации подины, снижению срока службы электролизера, сортности получаемого алюминия.
Цель предлагаемого технического решения повышение сортности получаемого алюминия, срока службы электролизера.
Указанная цель достигается тем, что в катодном устройстве алюминиевого электролизера, содержащего цоколь из кирпичной кладки в металлическом кожухе с отверстиями в боковых стенках для катодных стержней (окнами), демпфирующий слой (подушку) на цоколе и установленные на нем подовые секции с катодными стержнями, образующими зазор по периметру отверстий катодного кожуха, увеличенную высоту кирпичной кладки (бровку) по периферии цоколя, зазор между катодным стержнем, отверстием в катодном кожухе и кирпичной кладкой выполнен из сыпучих мелкодисперсных огнеупорных материалов на основе окислов, преимущественно окислов кремния и/или алюминия. Огнеупорный кирпич периферии цоколя установлен на катодном стержне с зазором 0,1-5,0 мм.
Сыпучие мелкодисперсные окислы в зазоре между катодным стержнем и окном в катодном кожухе герметизируют зазор. Предотвращают взаимную фильтрацию газов коксования и кислорода воздуха, компенсируют возникающие при этом температурные деформации катодного стержня, тем самым предотвращают отрыв стержня от подового блока, подъем (вспучивание) подины, что приводит к улучшению сортности алюминия и увеличению срока службы электролизера.
Наличие зазора между кирпичом "бровки" и катодным стержнем, заполненного сыпучими окислами, дополняет герметизацию углеродистых материалов от атмосферы, снижает влияние температурной деформации катодного стержня на огнеупорную футеровку, способствует повышению сортности алюминия, срока службы электролизера. Зазор между кирпичом "бровки" и катодным стержнем менее 0,1 мм требует выполнения притирки кирпича к стержню и обработки поверхности стержня. Кроме этого, размер твердой частицы менее 0,1 мм сложно получить. Величина зазора более 5 мм нежелательна, поскольку в этом случае требуется устанавливать какие-либо распорки для реализации такого зазора.
На чертеже показано катодное устройство (фрагмент), содержащее стальной катодный кожух 1 с окнами 2 для катодных стержней 3, устанавливаемых с зазором 4 в окнах 2. Зазор 4 заполняют мелкодисперсными материалами на основе окислов кремния (отсев кварцитов, песок) и/или алюминия (глинозем пылеуборки). Катодные стержни 3 заделаны в подовых секциях 5 и установлены на "подушке" 6, выполненной на огнеупорном цоколе 7. Огнеупорную бровку 8 выполняют с зазором 9. Бортовые блоки 10 устанавливают на бровку 8 и выполняют межблочный шов 11. Снаружи зазор 4 может быть закрыт огнеупорной замазкой 12 для предотвращения вытекания сыпучего материала. При этом снаружи на замазку 12 желательна установка фланца 13, закрепленного подвижно на накидных болтах.
Пример реализации.
Выполняют монтаж катодных устройств четырех электролизеров С-8Б на силу тока 155 кА по предлагаемому техническому решению. На первых двух опытных электролизерах (A, B) реализуют п.1 предлагаемого технического решения, причем на электролизере "A" используют мелкодисперсный кварцит (отсевы подготовки шихты при производстве кремния), на электролизере "B" мелкодисперсный глинозем (пыль от электролизеров). При этом зазор 9 отсутствует и кирпичи притирали. На двух других опытных электролизерах (C, D) реализуют п.1, 2 предлагаемого устройства, причем на электролизере "C" используют смесь кварцита и глинозема в зазоре 4 и глинозем в зазоре 9, а на электролизере "D" смесь кварцита и глинозема в зазорах 4 и 9.
В качестве электролизеров свидетелей приняты 4 электролизера С-8Б, смонтированные в том же корпусе. Катоды свидетелей смонтированы согласно прототипу. Проводят обжиг и пуск электролизеров с использованием металла и заливкой электролита согласно известным способам.
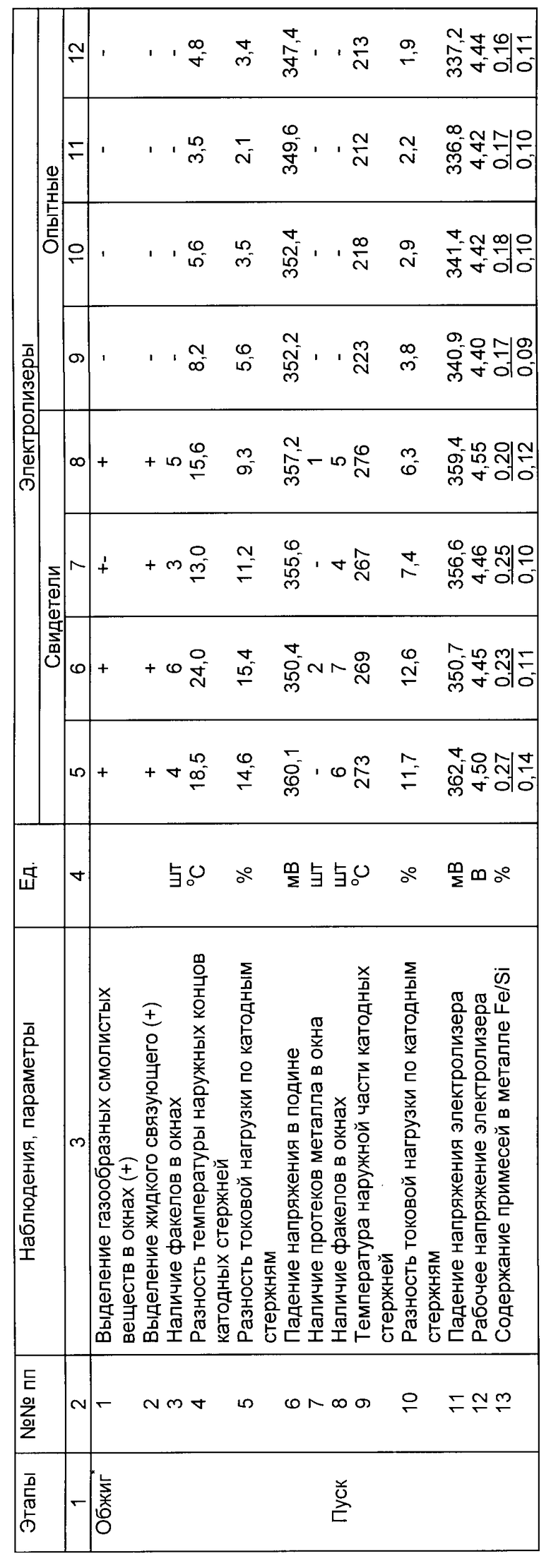
Результаты сравнительных наблюдений, измерений параметров опытных электролизеров и свидетелей отражены в таблице.
Как следует из полученных результатов испытаний, при эксплуатации опытных электролизеров отсутствуют газообразные выделения смолистых веществ, жидкого связующего в окнах катодных стержней, на обжиге и при пуске на электролиз отсутствуют факелы, в то время как на электролизерах свидетелях перечисленные факторы имеют место. Это указывает на отсутствие потерь связующего и интенсивных реакций окисления углерода катодного устройства. Кроме этого, на опытных электролизерах отсутствуют протеки жидкого металла в "окна" катодных стержней, что подтверждает отсутствие металлизации подины за счет улучшения ее монолитности. На это же указывает меньшая разность температуры наружных концов катодных стержней, разность токовой нагрузки по катодным стержням и меньшее падение напряжения в подине на опытных электролизерах по сравнению со свидетелями. Причем, после пуска на опытных электролизерах произошло снижение падения напряжения в подине, а на свидетелях повышение.
В результате, на опытных электролизерах содержание примесей Fe и Si в катодном металле значительно ниже, а рабочее напряжение на 10-20% ниже, чем на свидетелях.
Таким образом, ожидаемое увеличение срока службы катодного устройства за счет отсутствия металлизации катода при использовании предлагаемого технического решения составляет 3-4 месяца наряду с повышением сортности получаемого металла.
Дополнительной целью предлагаемого изобретения можно считать экономию электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУТЕРОВКА КАТОДНОЙ ЧАСТИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2098518C1 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2088696C1 |
| СПОСОБ ПУСКА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА ПОСЛЕ ОБЖИГА | 1994 |
|
RU2080416C1 |
| ПОДИНА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2085619C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082828C1 |
| СПОСОБ ОБЖИГА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2092619C1 |
| СПОСОБ ФУТЕРОВКИ КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2149923C1 |
| СПОСОБ ГОРЯЧЕГО РЕМОНТА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2123545C1 |
| ПОДИНА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2120500C1 |
Использование: электролитическое получение алюминия, в частности, совершенствование катодного устройства алюминиевого электролизера. Сущность: в катодном устройстве алюминиевого электролизера зазор между катодным стержнем, отверстием в катодном кожухе и кирпичной кладкой выполнен из сыпучих мелкодисперсных огнеупорных материалов на основе окислов, преимущественно окислов кремния и/или алюминия. Огнеупорный кирпич периферии цоколя установлен на катодном стержне с зазором 0,1-5,0 мм. 2 з.п. ф-лы, 1 ил, 1 табл.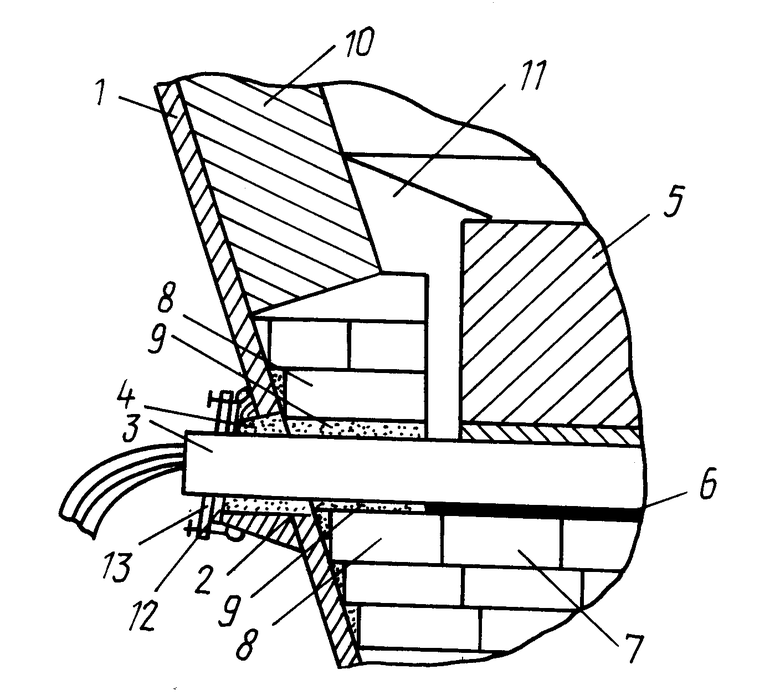
| Костюков А.А | |||
| Справочник металлурга по цветным металлам | |||
| Производство алюминия | |||
| - М.: Металлургия, 1971, с.187, 240 и 241. |
