Изобретение относится к получению технологической оснастки, преимущественно драйеров, которые используются для рихтовки стержней сложной конфигурации, в частности керамических тонкостенных стержней для получения пустотелых лопаток газотурбинного двигателя. Драйер состоит из двух частей (половин). Основное требование, предъявляемое к драйеру, заключается в том, что профиль рабочей поверхности драйера должен быть возможно более точной копией рабочей поверхности пресс-формы.
Традиционно такие драйера получают механической обработкой, требующей высококвалифицированной лекальной доводки рабочих поверхностей драйеров и поэтому трудоемкой [1]
Известны способы получения гипсовых драйеров, однако такие драйера непрочны и быстро изнашиваются от керамики [2]
Наиболее близким к предлагаемому изобретению является способ получения металлопластмассовых изделий по эталону. Эталон может быть изготовлен из любого материала. Известный способ осуществляют путем копирования эталона. По данному способу эталон устанавливают в произвольной опоке, смазывают плоскости разъема эталона разделительным составом, затем облицовочной смесью, после чего заливают основную металлопластмассовую смесь на основе эпоксидной смолы с добавлением железного, алюминиевого или медного порошков, проводят отверждение [3]
Однако при изготовлении драйеров таким способом в результате усадочных явлений при полимеризации эпоксидной смолы появляются искажения геометрии изделия до 0,2-0,4 мм.
Такие искажения являются несущественными при изготовлении пресс-форм для большинства отливок, но являются совершенно недопустимыми для драйера, точность изготовления которого должна быть на порядок выше, а погрешность изготовления должна составлять не более 0,02-0,03 мм. Кроме того такой метод изготовления не дает возможности осуществлять проверку геометрии драйера контрольными шаблонами, так как этим методом невозможно воссоздание в драйере базовых поверхностей.
Цель изобретения повышение точности и обеспечение контроля геометрии.
Предлагаемый способ осуществляют следующим образом.
Первый этап процесса.
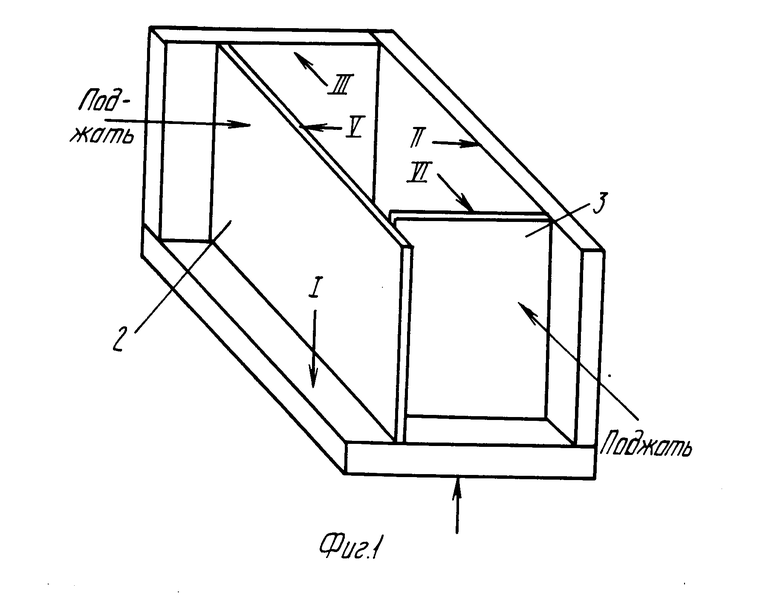
Рабочую половину пресс-формы (эталон) 1 помещают в опоку таким образом, чтобы базовые поверхности эталона опирались на базовые поверхности опоки I, II, III, затем поджимают ее прижимными планками 2 и 3 с помощью винта 4 или любым другим методом. На штифты 5 устанавливают металлические втулки 6 для обеспечения взаимной фиксации половин драйера.
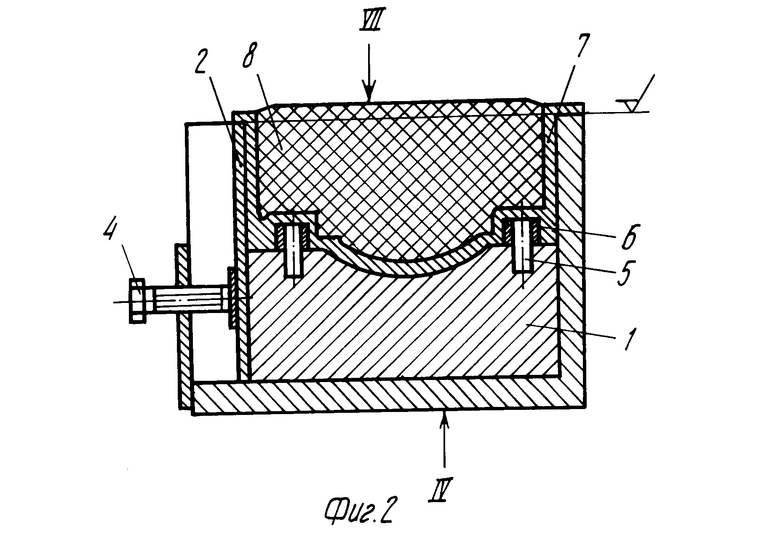
Затем поверхность эталона и внутреннюю полость опоки, подлежащую металлизации, покрывают лаком, сушат, после чего подготовленные поверхности покрывают слоем цинка методом напыления. Получают цинковую корку 7 толщиной 3-5 мм. Следующими операциями являются заполнение опоки термопластичной (металлоэпоксидной) смесью, ее полимеризация и шлифование свободной поверхности (подошвы I-го слепка) VII параллельно основанию опоки IV. Затем опоку разбирают и отделяют слепок 8 от эталона. При последующих операциях слепок 8 будет служить эталоном.
Второй этап процесса.
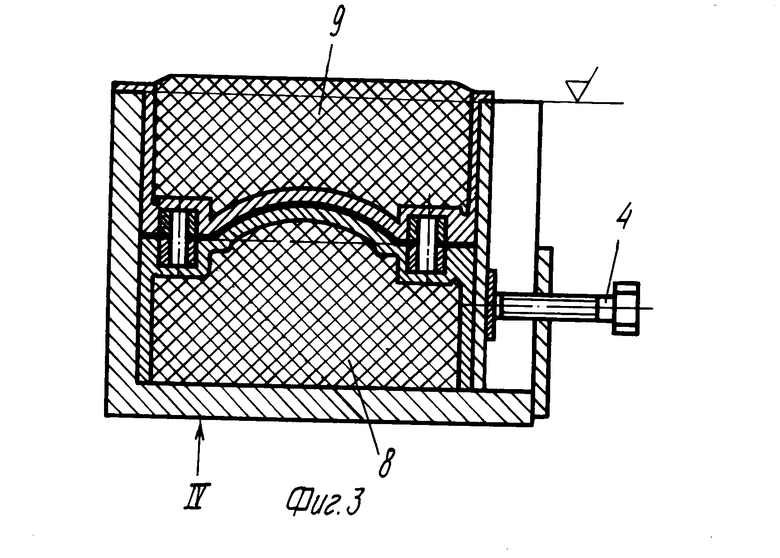
Процесс проводят во второй опоке, являющейся зеркальным отражением первой. Проводят сборку полученного слепка (эталона) во второй опоке с совмещением базовых плоскостей эталона и опоки, затем повторяют все операции, начиная с нанесения разделительного слоя и кончая разборкой опоки. Конечным продуктом этого этапа является половина драйера 9.
Введение процесса изготовления слепка в точной опоке с использованием в качестве эталона половины пресс-формы обеспечивает воссоздание базовых поверхностей в конечном изделии и позволяет повышать точность изготовления слепка и половины драйера в 20-25 раз (погрешность 0,015 мм). Воссоздание в драйере базовых поверхностей пресс-формы дает возможность осуществлять проверку геометрии драйера контрольными шаблонами на пресс-форму.
Имитация базовых плоскостей пресс-формы и компенсация возможных искажений изделия при полимеризации обеспечивается за счет совмещения базовых поверхностей пресс-формы и опоки и поджима пресс-формы.
Создание их механической обработкой трудоемко и вносит дополнительные погрешности из-за сложности базирования при мехобработке от профиля.
На фиг. 1 показаны конструкции опоки, у которой поверхности I, II, III, IV являются базовыми плоскостями, поверхности I, II, III, IV, V рабочими; на фиг. 2 схема получения промежуточного слепка с пресс-формы; на фиг.3 схема получения конечного изделия (половины драйера).
П р и м е р 1. Берется пресс-форма, предназначенная для получения керамических тонкостенных стержней. В той половине пресс-формы (эталона), с которой нужно снять первый слепок, конструктивные углубления, не требующиеся для драйера, шпаклюют гипсом.
П р и м е р 2. На штифты, фиксирующие взаимное положение эталона, ставят металлические втулки, которые остаются в слепке, перенося фиксацию на второй слепок и далее на половину драйера.
П р и м е р 3. Подготовленный эталон устанавливают в специальную точную опору (фиг. 1), совмещая базовые плоскости эталона и опоки. Поджим осуществляют прижимными планками с помощью винта.
П р и м е р 4. Поверхность, подлежащую металлизации, покрывают лаком марки с помощью пульверизатора.
П р и м е р 5. Используя металлизатор ЭМ-14М, наносят слой цинка на залакированную поверхность. Величина слоя цинка 3-5 мм.
П р и м е р 6. Предварительно подготовленную металлоэпоксидную смесь комнатной температуры заливают в полость опоки.
Состав смеси, частей: Смола эпоксидная ЭД-20 10 Полиэтиленполиамин 1 Дибутилфталат 1 Алюминиевый порошок 7-8
П р и м е р 7. Полимеризацию осуществляют по режиму: 24 ч при 20оС; 8 ч при 75оС, медленное остывание до комнатной температуры.
П р и м е р 8. Осуществляют шлифование верхней свободной поверхности отвержденной смеси (подошвы слепка) параллельно основанию опоки.
П р и м е р 9. Опоку разбирают, отделяют слепок от пресс-формы, очищают их от остатков лака и гипса. Получают первый (промежуточный) слепок.
П р и м е р 10. Конструктивные углубления в первом слепке шпаклюют металлоэпоксидной смесью, выдерживают до затвердевания.
П р и м е р 11. В фиксирующие втулки ставят штифты, на них устанавливают новые втулки.
П р и м е р 12. Во второй опоке, являющейся зеркальным отражением первой, собирают пpомежуточный слепок, совмещая базовые плоскости слепка и опоки.
Операции, начиная с примера 3 и кончая примером 9, повторяют. Конечным продуктом обоих этапов является половина драйера.
П р и м е р 13. Геометрию готового изделия контролируют с помощью контрольных шаблонов. Для получения второго и последующих экземпляров половин драйера повторяют операции с примера 3 по пример 13.
Все процессы ведутся параллельно в двух симметричных опоках с обеими половинами пресс-формы. Цикл изготовления слепка около 3 сут.
В предлагаемом способе изготовления драйера конечное изделие получают двухкратным снятием слепка прямым и обратным. При этом промежуточный слепок служит эталоном, который используется многократно, при этом точность изготовления драйера всегда одинаково высока и изделия абсолютно идентичны. На втором этапе работы ведутся с другой опокой, которая по конструкции аналогична первой, однако выполнена как зеркальное отражение первой. В случае же, если использовать одну опоку двукратно, базовые плоскости опоки и слепка совпадать не будут.
Для получения погрешности изготовления драйеров не более 0,03 мм погрешность на каждом этапе изготовления каждой половины драйера не должна превышать 0,015 мм, что и объясняет необходимость изготавливать базовые плоскости опоки с неперпендикулярностью не более 0,015 мм. Шероховатость рабочих плоскостей не должно превышать Ra 1,25 мкм, так как увеличение шероховатости затрудняет отделение слепка от опоки и снижает точность базовых поверхностей. Наличие двух симметричных опок позволяет вести процессы параллельно в обеих опоках с двумя половинами пресс-формы в качестве эталонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ | 2006 |
|
RU2313418C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНОЙ ПОЛИМЕРНОЙ ОСНАСТКИ | 2008 |
|
RU2375185C1 |
| Способ изготовления изделия из стекла и изделие, изготовленное таким способом | 2019 |
|
RU2719674C1 |
| СПОСОБ ЛЕЧЕНИЯ ПАЦИЕНТОВ ПОСЛЕ ХИРУРГИЧЕСКОГО ВМЕШАТЕЛЬСТВА, ВЫПОЛНЕННОГО ПО ПОВОДУ ОСТАТОЧНЫХ И ПРИОБРЕТЁННЫХ ДЕФОРМАЦИЙ НОСА | 2016 |
|
RU2630130C1 |
| СПОСОБ ПРОТЕЗИРОВАНИЯ ПОСТРЕЗЕКЦИОННЫХ ДЕФЕКТОВ НЁБА И ПРОТЕЗ-ОБТУРАТОР НЁБА | 2007 |
|
RU2349284C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПЛАСТМАССОВЫХ ГЛАЗНЫХ ПРОТЕЗОВ | 2003 |
|
RU2228846C1 |
| МАСТЕР-МАТРИЦА ДЛЯ ИЗГОТОВЛЕНИЯ КОПИЙ ДИФРАКЦИОННЫХ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2731457C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ РЕЖУЩЕГО МИКРОРЕЛЬЕФА ЭЛАСТИЧНОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 2014 |
|
RU2561342C1 |
| АВТОКОЛЛИМАЦИОННЫЙ ТЕОДОЛИТ | 1995 |
|
RU2106600C1 |
Изобретение относится к литейному производству, в частности получению драйеров, используемых для рихтовки сложных тонкостенных стержней сложной конфигурации, применяемых при получении пустотелых лопаток газотурбинного двигателя. Драйер получают путем снятия слепка с копируемой поверхности половины пресс-формы. Способ включает в себя следующие операции: установку точной опоки с совмещением базовых поверхностей половины пресс-формы и опоки и поджим пресс-формы к базовым поверхностям опоки прижимными планками, при этом неперпендикулярность базовых плоскостей опоки составляет не более 0,015 мм, а шероховатость рабочих плоскостей не более Ra= 1,25 мкм на копируемую поверхность наносят разделительный и облицовочный слои, заливают в опоку термопластичную массу с последующим ее отверждением. Операции, начиная со сборки опоки, повторяют, при этом второй этап процесса проводят с другой опокой, являющейся зеркальным отражением первой, используемой на первом этапе процесса, а слепок, полученный на первом этапе, служит эталоном. 3 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ОСНАСТКИ, преимущественно половин драйера, путем снятия слепка с копируемой поверхности эталона, включающий установку опоки, размещение в ней эталона, нанесение разделительного и облицовочного слоев на копируемую поверхность эталона, заливку в опоку термопластичной массы и ее отверждение, отличающийся тем, что, с целью повышения точности и обеспечения контроля геометрии, в качестве эталона используют половину пресс-формы, при установке которой в опоку совмещают их базовые поверхности и поджимают эталон к базовым поверхностям опоки с помощью прижимных планок, затем полученный слепок используют в дальнейшем в качестве эталона с повторением всех операций, но с другой опокой, являющейся зеркальным отражением первой опоки, причем неперпендикулярность базовых плоскостей используемой опоки составляет не более 0,015 мм, а шероховатость рабочих плоскостей не более Rа 1,25 мкм.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Литье по выплавляемым моделям./Под ред | |||
| Я.И.Шкленника и В.А.Озерова | |||
| М.: Машиностроение, 1984, с.109. | |||
