Изобретение относится к изготовлению глазных протезов из органических пластических материалов.
Изготовление пластмассовых глазных протезов упирается в проблему облегчения их веса. Эта проблема решается созданием пустотелых глазных протезов аналогично стеклянным.
Известен способ изготовления пустотелых глазных протезов с толщиной стенки 0,5-0,7 мм (Шиф Л.В. Глазное протезирование. - М.: Медицина, с.26-27). По данному способу готовый индивидуальный пластмассовый глазной протез распиливают дисковидной фрезой во фронтальной плоскости на две половинки. Из внутренней части половинок бором или шаровидной фрезой удаляют пластмассу, создавая будущую пустоту в протезе, после чего половинки склеивают дихлорэтановым клеем.
Недостатком известного способа является сложность техпроцесса изготовления, поскольку трудно распилить протез сложной формы ровно, обеспечивая конгруэнтность разделенных поверхностей, а устройства для распиливания создают деформацию линий разреза с образованием зазубрин. В местах склейки шов затрудняет полировку и не гарантирует герметичности протеза. Это приводит к просачиванию внутрь слезы и, следовательно, к увеличению веса протеза, а также возможной инфекции.
Задачей изобретения является повышение технологичности изготовления пустотелых пластмассовых глазных протезов, улучшение их эксплуатационных характеристик.
Поставленная задача достигается способом изготовления пустотелых пластмассовых глазных протезов, включающим получение двух половинок индивидуального глазного протеза, создание в них внутренних полостей путем удаления пластмассы и последующее соединение пустотелых половинок, в котором в отличие от прототипа половинки глазного протеза получают прессованием тестообразной массы форполимера в пресс-форме, состоящей из двух частей, в нижнюю из которых предварительно закладывают заготовку радужка-зрачок, затем половину массы форполимера, затем накладывают прокладку в виде листа плотного целлофана, на который помещают вторую половину массы форполимера, и накрывают верхней частью пресс-формы, после чего осуществляют горячую полимеризацию и последующий разъем полученных половинок глазного протеза, которые затем смыкают и склеивают с последующей обработкой поверхности до необходимой формы и степени чистоты и протачиванием кольцевидной канавки по шву глубиной 0,5-1,5 мм и шириной 1-2 мм, а герметичное соединение половинок глазного протеза после удаления из внутренних полостей пластмассы обеспечивают заполнением кольцевидной канавки массой форполимера того же цвета, что и основа протеза с последующей горячей полимеризацией в исходной пресс-форме, после чего протез шлифуют, фиксируют на нем при помощи клея шелковые нити, имитирующие кровеносные сосуды, затем поверхность протеза покрывают бесцветной массой форполимера с последующей горячей полимеризацией в исходной пресс-форме и осуществляют окончательную шлифовку и полировку.
Предложенный способ получения двух половинок глазного протеза с конгруэнтными поверхностями для стыковки позволяет повысить технологичность изготовления пустотелых глазных протезов. Кроме того, способ обеспечивает герметичность соединительного шва.
Известно использование пресс-форм для изготовления различных изделий, например зубных протезов, глазных протезов. Однако в предложенной совокупности существенных признаков способа изготовления пластмассовых глазных протезов обеспечивается неочевидный результат - получение конгруэнтных стыковочных поверхностей, позволяющих достичь герметичность соединения двух половинок протеза с наименьшими технологическими затратами.
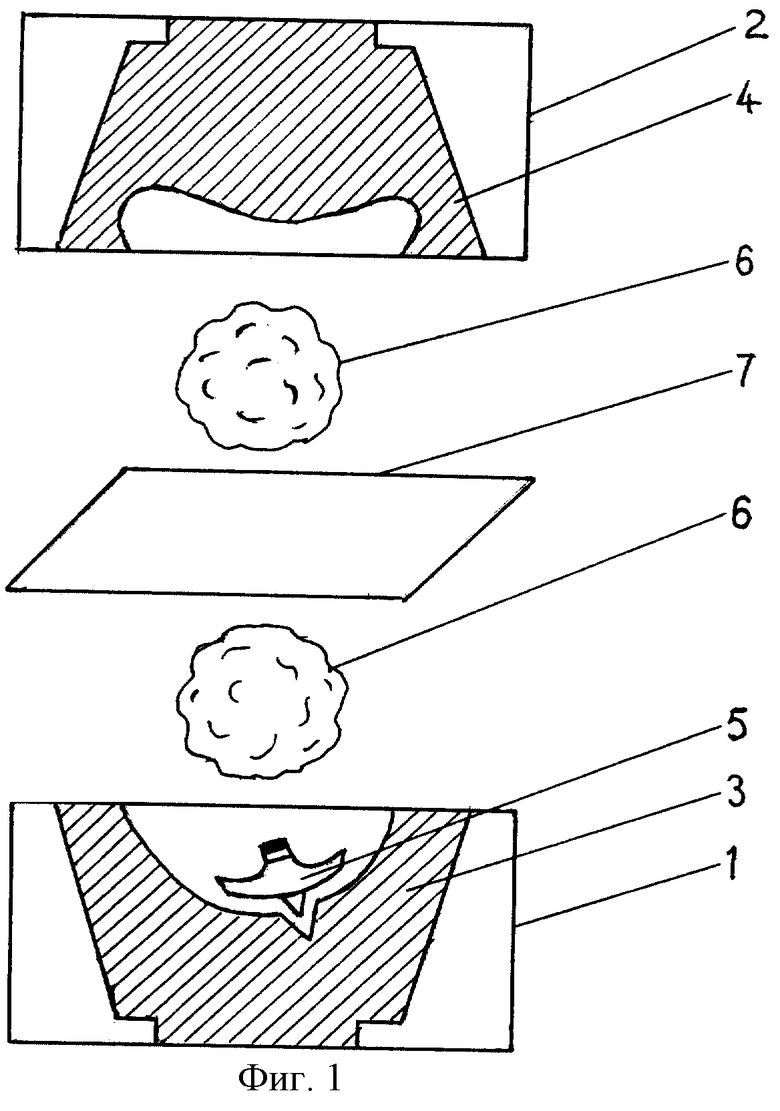
На фиг.1 показан процесс получения заготовок глазного протеза, на фиг.2 - остов глазного протеза. На фиг.1 обозначено: нижняя 1 и верхняя 2 части пресс-формы, нижняя 3 и верхняя 4 гипсовые слепки, заготовка радужка-зрачок 5, масса 6 форполимера, прокладка 7. На фиг.2 обозначены склеенные пустотелые половинки передней 8 и задней 9 поверхности глазного протеза с проточенной канавкой 10.
Пресс-форма представляет собой разделенную на две части 1 и 2 металлическую кювету, в которой находятся гипсовые слепки 3 и 4 соответственно передней и задней поверхности эталонного глазного протеза. Части 1 и 2 пресс-формы фиксируются относительно друг друга в определенном положении специальными приспособлениями.
Способ осуществляют следующим образом.
В нижнюю часть пресс-формы 1, а именно в гипсовый слепок 3 передней поверхности эталонного глазного протеза, закладывают предварительно изготовленную заготовку радужка-зрачок 5 с конусовидным фиксатором. Тестообразную массу форполимера разделяют на две примерно равные по объему половины 6. Одну половину закладывают в нижнюю часть пресс-формы, на нее накладывают прокладку 7, выполненную, например, из нескольких листов целлофана. Затем сверху помещают вторую половину пластмассовой массы и накрывают верхней частью 2 пресс-формы. После горячей полимеризации и разъема частей пресс-формы легко получаются две половинки остова глазного протеза нужной формы с идеальной конгруэнтностью поверхностей и состыковкой по линии разделения. После этого наносят несколько капель дихлорэтанового клея для смыкания половинок и остов сушат. Затем его обрабатывают до необходимой формы и степени чистоты поверхности. На обработанном остове, временно склеенном из двух монолитных половинок, по месту стыковки протачивают кольцевидную канавку 10 (фиг.2) по шву глубиной 0,5-1,5 мм и шириной 1-2 мм. Затем половинки легко разъединяют при незначительном усилии. После этого традиционным методом шаровидной фрезой или круглой шлифовальной головкой вытачивают внутри каждой монолитной половинки полости необходимого размера, оставляя тонкий “кортикальный” слой протеза в пределах 0,5-1,0 мм или 1-1,5 мм. Затем обе половинки с полостью и кольцевидной канавкой склеивают по поверхности “кортикального” слоя пломбировочным материалом или диэлорэтановым клеем. Склеенный остов протеза помещают в гипсовую пресс-форму, используемую ранее, и в канавку остова пакуют тестообразную массу форполимера того же цвета, что и остов. После горячей полимеризации получается пустотелое изделие без обнаружения шва-стыка. Остов обрабатывают до необходимой степени чистоты, предварительно убрав лишнюю пластмассу по шву, затем наклеивают нити-сосуды и по общепринятой методике покрывают слоем прозрачной бесцветной пластмассы в той же пресс-форме. После горячей полимеризации протез с прозрачным покрытием обрабатывают до готового изделия.
Преимущества предложенного способа заключаются в следующем.
По используемой технологии шов на протезе не виден и обеспечена полная герметичность за счет заполнения канавки форполимером и покрытия прозрачным слоем пластмассы.
Все операции выполняются в одной пресс-форме без искажения формы и размеров протеза.
Таким образом, предложенное изобретение позволяет повысить технологичность изготовления пустотелых пластмассовых глазных протезов, повысить их качество и надежность.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС РАДУЖКА-ЗРАЧОК ДЛЯ ГЛАЗНОГО ПРОТЕЗА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2164472C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФРАГМЕНТА ГЛАЗНОГО ПРОТЕЗА | 2010 |
|
RU2440067C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ПРОТЕЗА-ОБТУРАТОРА ВЕРХНЕЙ ЧЕЛЮСТИ | 2004 |
|
RU2254829C1 |
| Способ изготовления пустотелого протеза-обтуратора верхней челюсти | 2022 |
|
RU2789201C1 |
| Способ изготовления глазного протеза | 2016 |
|
RU2683109C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБТУРАТОРА РЕЗЕКЦИОННОГО ПРОТЕЗА ВЕРХНЕЙ ЧЕЛЮСТИ И КЮВЕТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2183438C1 |
| ЗУБОТЕХНИЧЕСКАЯ КЮВЕТА | 2007 |
|
RU2355355C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ЗУБНЫХ ПРОТЕЗОВ | 1998 |
|
RU2157140C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ПРОТЕЗА-ОБТУРАТОРА ТВЕРДОГО И МЯГКОГО НЕБА | 2006 |
|
RU2310419C1 |
| Зуботехническая кювета | 2016 |
|
RU2648825C2 |

Способ относится к глазному протезированию, в частности к изготовлению глазных протезов из органических пластических материалов. Заключается в изготовлении двух половинок индивидуального глазного протеза с конгруэнтными стыковочными поверхностями, позволяющими обеспечить герметичность соединения двух половинок после удаления из внутренних полостей пластмассы. Для этого используют пресс-форму, состоящую из двух частей, в которых находятся гипсовые слепки передней и задней поверхности эталонного глазного протеза. В нижнюю часть пресс-формы закладывают заготовку радужка-зрачок, затем тестообразную массу форполимера, затем накладывают прокладку в виде листа плотного целлофана, на который помещают массу форполимера, и накрывают верхней частью пресс-формы. После горячей полимеризации полученные половинки глазного протеза разъединяют, а затем склеивают для обработки поверхности до необходимой формы и степени чистоты. По шву протачивают кольцевидную канавку. После удаления из внутренних полостей пластмассы половинки соединяют, канавку заполняют массой форполимера с последующей горячей полимеризацией в исходной пресс-форме и осуществляют окончательную обработку готового пустотелого протеза. Данный способ позволяет повысить технологичность изготовления пустотелых глазных протезов из пластических материалов и улучшить их эксплуатационные характеристики. 2 ил.
Способ изготовления пустотелых пластмассовых глазных протезов, включающий получение двух половинок индивидуального глазного протеза, создание в них внутренних полостей путем удаления пластмассы и последующее соединение пустотелых половинок, отличающийся тем, что половинки глазного протеза получают прессованием тестообразной массы форполимера в прессформе, состоящей из двух частей, в нижнюю из которых предварительно закладывают заготовку радужка-зрачок, затем половину массы форполимера, затем накладывают прокладку в виде листа плотного целлофана, на который помещают вторую половину массы форполимера и накрывают верхней частью прессформы, после чего осуществляют горячую полимеризацию и последующий разъем полученных половинок глазного протеза, которые затем смыкают и склеивают с последующей обработкой поверхности до необходимой формы и степени чистоты и протачиванием кольцевидной канавки по шву глубиной 0,5-1,5 мм и шириной 1-2 мм, а герметичное соединение половинок глазного протеза после удаления из внутренних полостей пластмассы обеспечивают заполнением кольцевидной канавки массой форполимера того же цвета, что и основа протеза с последующей горячей полимеризацией в исходной прессформе, после чего протез шлифуют, фиксируют на нем при помощи клея шелковые нити, имитирующие кровеносные сосуды, затем поверхность протеза покрывают бесцветной массой форполимера с последующей горячей полимеризацией в исходной прессформе и осуществляют окончательную шлифовку и полировку.
| ШИФ Л.В | |||
| Глазное протезирование | |||
| - М.: Медицина, 1981, с.26 и 27 | |||
| ВАННАЯ СТЕКЛОВАРЕННАЯ ПЕЧЬ | 0 |
|
SU265399A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ БИОТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ | 2004 |
|
RU2248399C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДИВИДУАЛЬНЫХ КОСМЕТИЧЕСКИХ ОДНОСТЕННЫХ ГЛАЗНЫХ ПРОТЕЗОВ | 0 |
|
SU176041A1 |

