Предлагаемое изобретение относится к черной металлургии, в частности к способам вакуумного рафинирования металла и устройствам для их осуществления и может быть использовано в цветной металлургии при разливке металлов и сплавов.
Известен способ внепечного рафинирования металлического расплава, заключающийся в том, что над поверхностью расплава создают разрежение, на которое накладывают пульсирующее разрежение.
Указанный способ обладает недостаточным рафинирующим действием на расплав, поскольку воздействие пульсаций давления не распространяется на необходимую глубину, начиная с которой обеспечивается рост пузырьков до необходимых размеров.
Кроме того, в этом способе не реализуется процесс выпрямленной диффузии, также способствующий росту пузырьков, и не происходит воздействие на буферный поверхностный слой мелкодисперсных пузырьков газов в расплаве.
Известно устройство для внепечного рафинирования металлического расплава, представляющее собой вакуум-плотную емкость, в которой пульсации разрежения создают с помощью вакуумирующего насоса.
Это устройство, реализующее указанный способ, не позволяет устойчиво поддерживать режим обработки в условиях изменяющегоcя газовыделения из металла и не может работать в условиях нагрева от высокотемпературных газов, откачиваемых из емкости.
Известен способ вакуумного рафинирования металла, заключающийся в том, что над поверхностью расплава металла понижают давление смеси газов до давления, достаточного для создания парциальных давлений газов над расплавом ниже парциальных давлений газов в расплаве, и производят обработку металла пульсациями давления (Каблуковский А. Ф. и др. "Обзорная информация". Москва, Черметинформация 1985, с. 14-16).
В соответствии с этим способом над поверхностью расплава создают разрежение, которое пульсирует в диапазоне высоких частот.
Указанный способ не обеспечивает требуемую степень рафинирования металла, поскольку мала глубина обработки.
Кроме того, в способе не реализуется процесс выпрямленной диффузии, а процесс всплытия и дробления пузырьков имеет малую интенсивность, что в целом не позволяет получать металл требуемого качества.
Известно устройство для вакуумного рафинирования металла, осуществляющее указанный способ и содержащее вакуум-плотную емкость, имеющую газоотводящий патрубок, и эжектор, имеющий корпус, сопло и смесительный канал и установленный на газоотводящем патрубке.
Это устройство, реализующее указанный способ, содержит также форму для продувки расплава инертным газом.
Указанное устройство неудобно и ненадежно в эксплуатации и имеет относительно невысокий коэффициент полезного действия.
В основу изобретения была положена задача разработки способа вакуумного рафинирования металла, имеющего такие режимы пульсаций давления, которые позволили бы получать металл требуемого качества, и создания устройства для вакуумного рафинирования металла, осуществляющего указанный способ, которое было бы удобно и надежно в эксплуатации и имело максимально возможный коэффициент полезного действия.
Это достигается тем, что в способе вакуумного рафинирования металла, заключающемся в том, что над поверхностью расплава металла понижают давление смеси газов до давления, достаточного для создания парциальных давлений газов над расплавом ниже парциальных давлений газов в расплаве, и производят обработку металла пульсациями давления согласно предлагаемому изобретению, давление над поверхностью расплава изменяют с размахом 0,02-0,08 МПа в низкочастотном диапазоне 0,03-5 Гц и одновременно дополнительно изменяют давление в диапазоне средних частот 55-195 Гц с размахом 0,005-0,01 МПа и в диапазоне высоких частот 350-3500 Гц с размахом 0,0001-0,001 МПа.
Этим же способом возможна обработка отдельных порций металла, периодически забираемых из общего объема металла.
Это достигается также тем, что в устройстве, осуществляющем указанный способ и содержащем вакуум-плотную емкость, имеющую газоотводящий патрубок, и эжектор, имеющий корпус, сопло и смесительный канал и установленный на газоотводящем патрубке, согласно предлагаемому изобретению, предусмотрены узел для создания низкочастотных пульсаций расхода рабочего газа через сопло эжектора, узел для создания пульсаций средней частоты расхода газа на входе в газоотводящий патрубок и узел для создания высокочастотных пульсаций расхода газа, откачиваемого из емкости, выполненный в виде регулятора изменения проходных сечений сопла и/или смесительного канала эжектора в соответствии со следующим выражением:
Fs K1 ˙Fa2/Fкр, где Fs площадь поперечного сечения смесительного канала;
К1 коэффициент от 0,5 до 0,7;
Fкр, Fa площади критического и выходного сечений сопла соответственно;
Fкр К2 ˙Fa, где К2 коэффициент от 0,5 до 0,02.
Возможно выполнение регулятора изменения проходного сечения сопла эжектора в виде набора сопел.
Также возможно выполнение регулятора изменения проходного сечения сопла и/или смесительного канала эжектора в виде вкладыша, установленного на внутренней поверхности сопла и/или смесительного канала эжектора.
Вкладыш регулятора изменения проходного сечения смесительного канала эжектора может быть выполнен коническим с углом конусности 1-3о, сужающаяся часть которого направлена в сторону выходного отверстия смесительного канала.
Эжектор может иметь на выходе смесительного канала цилиндрический канал с площадью поперечного сечения Fv (2-5) ˙Fs, длиной Lv (7-12)˙ Dv, где Dv диаметр цилиндрического канала, и с выходной горловиной площадью Fw (1,2-2,5) ˙Fs.
Преимущества предлагаемого способа заключаются в том, что при его реализации существенно снижается остаточное содержание растворенных газов и неметаллических включений в металле за счет увеличения глубины обработки расплава в емкости, организации процесса выпрямленной диффузии, интенсификации флотирующей функции пузырьков, снижения сопротивления выходу газов из металла и прохождению их через слой шлака, что в целом позволяет получить металл требуемого качества. Устройство, осуществляющее данный способ, позволяет получать все режимы пульсаций давления, соответствующие физико-химическим характеристикам обрабатываемого расплава. При этом оно максимально эффективно использует энергию рабочего газа за счет минимизации потерь подбором оптимальной геометрии на всем протяжении газодинамических трактов, а также в связи с использованием явления автоподстройки при изменении газовыделения из расплава. Предлагаемое устройство долговечно и надежно в эксплуатации, поскольку исключен контакт ответственных узлов с высокотемпературными газами, откачиваемыми из вакуумируемой емкости, и имеет максимально возможный коэффициент полезного действия.
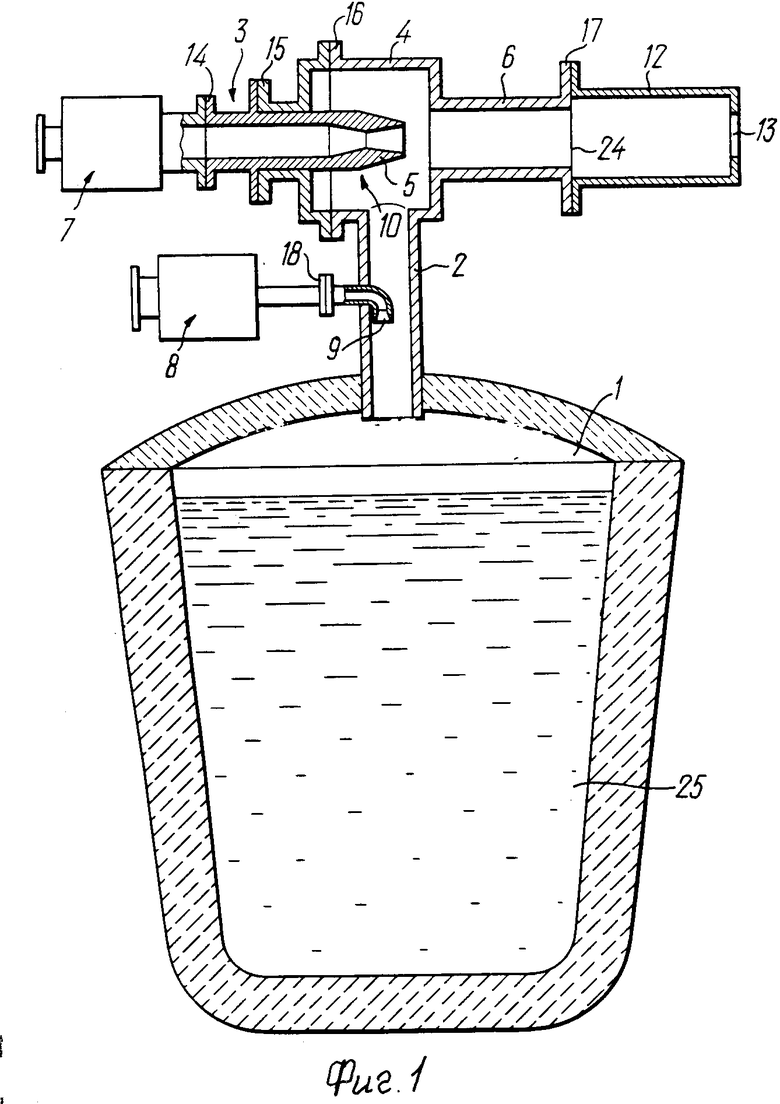
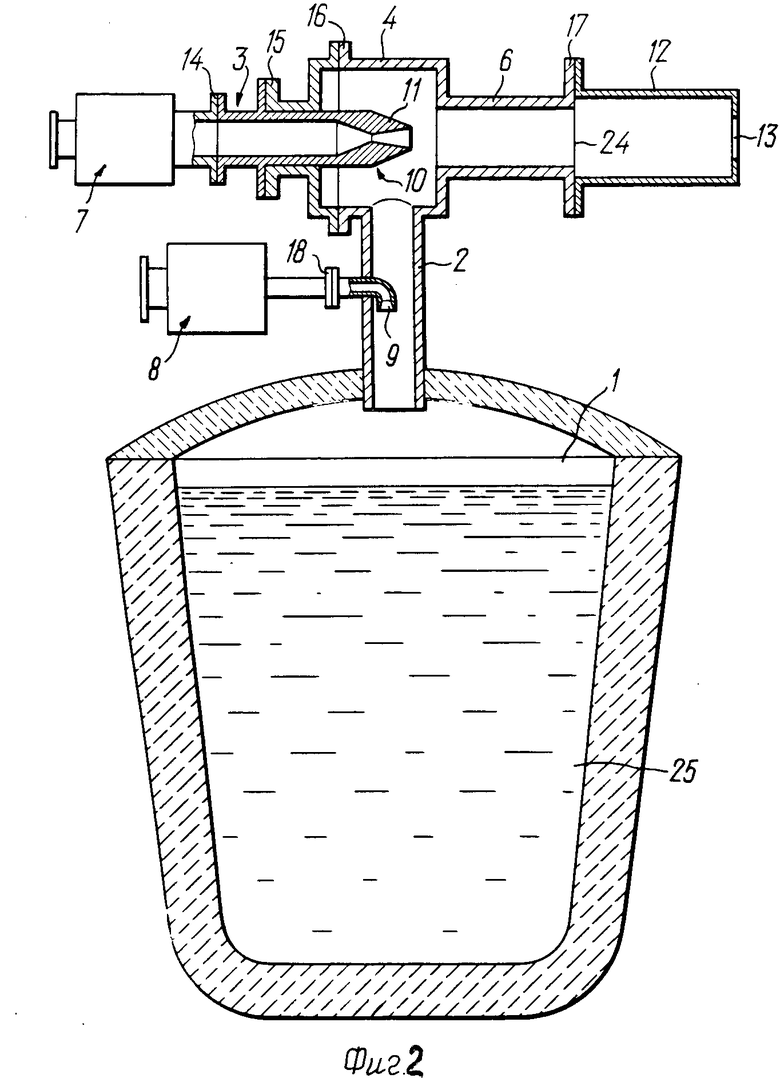
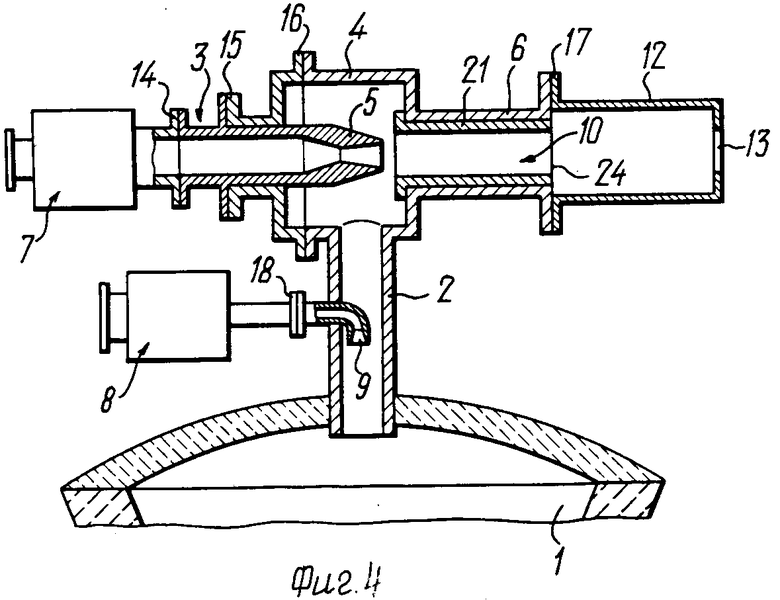
Далее изобретение поясняется описанием конкретных примеров его выполнения и прилагаемыми чертежами, где на фиг. 1 изображена общая схема предлагаемого устройства вакуумного рафинирования металла, осуществляющего один из вариантов выполнения предлагаемого способа; на фиг. 2 общая схема другого варианта выполнения устройства по фиг. 1 (частичный продольный разрез); на фиг. 3 один из вариантов выполнения устройства по фиг. 1 (частичный продольный разрез); на фиг. 4 еще один из вариантов выполнения устройства по фиг. 1 (частичный продольный разрез); на фиг. 5 вариант выполнения устройства по фиг. 3 и 4 (частичный продольный разрез); на фиг. 6 общая схема варианта выполнения предлагаемого устройства, осуществляющего другой вариант выполнения предлагаемого способа (частичный продольный разрез).
Предлагаемый способ вакуумного рафинирования металла заключается в том, что в емкость с расплавленным металлом подают рабочий газ заданных параметров, давление смеси газов над поверхностью расплава понижают за 2-5 с до давления, достаточного для создания парциальных давлений газов над расплавом ниже парциальных давлений газов в расплаве, и производят обработку металла пульсациями давления.
Давление над поверхностью расплава изменяют с размахом 0,02-0,08 МПа в низкочастотном диапазоне 0,03-5 Гц и одновременно дополнительно изменяют давление в диапазоне средних частот 55-195 Гц с размахом 0,005-0,01 МПа и в диапазоне высоких частот 350-3500 Гц с размахом 0,0001-0,001 МПа.
Так как величина давления постоянно изменяется, результирующая этого изменения складывается из составляющих различной частоты и амплитуды. Низкочастотная составляющая в диапазоне 0,03-5 Гц с размахом 0,02-0,08 МПа приводит к тому, что при понижении давления происходит расширение пузырьков СО или инертного газа, при повышении сжатие. При расширении диффузионный поток направлен внутрь пузырька, при сжатии наружу, но первый процесс идет гораздо интенсивнее, что ведет к быстрому росту пузырька. Пульсации пузырька приводят к постоянному обновлению расплава в его пограничном слое, при достижении пузырьком резонансных разме- ров дополнительно происходит его дробление и рост вновь образованных пузырьков. Низкочастотные пульсации давления над поверхностью расплава вызывают возникновение волн разрежения и сжатия в самом расплаве. Исходя из этого выбран частотный диапазон 0,03-5 Гц, перекрывающий полосу резонансных частот емкостей с расплавом с глубиной от 0,5 до 4 м со степенью загазованности от 0 до 50% Амплитуда пульсаций меньше 0,02 МПа не приводит к существенной интенсификации процесса выпрямленной диффузии газа в расплаве металла, а амплитуда больше 0,08 МПа требует увеличения затрат энергии и приводит к уменьшению стойкости вакуум-плотной емкости.
Составляющая пульсаций давления в диапазоне частот 55-195 Гц с размахом 0,005-0,01 МПа генерирует в районе стенок емкости с расплавом интенсивные микротечения, которые приводят к срыву образовавшихся и к образованию новых пузырьков газа.
Кроме того, эта составляющая влияет на раскачку и дробление пузырьков, резонансных для данного диапазона частот.
Параметры пульсаций давления на средних частотах связаны с получением значений скорости в микротечениях расплава у стенок, которые соответствуют диапазону неровностей стенок и диапазону кавитационной прочности расплава, связанной с температурой и составом расплава.
Высокочастотные пульсации давления в диапазоне 350-3500 Гц с размахом 0,0001-0,001 МПа приводят к раскачиванию и разрыву пузырьков различного диаметра, уже всплывших на поверхность металла и образующих так называемый буферный слой, препятствующий диффузии водорода из верхнего слоя металла вследствие низкого давления над его поверхностью. Диффузия водорода из верхнего слоя при осуществлении предлагаемого способа существенно влияет на суммарную интенсивность рафинирования всего металла, поскольку возникновение под действием пульсаций давления большой амплитуды пузырьков СО по всему объему расплава создает интенсивные восходящие потоки, приносящие к поверхности металл из глубинных слоев, то есть создается постоянная замена обезводороженных слоев.
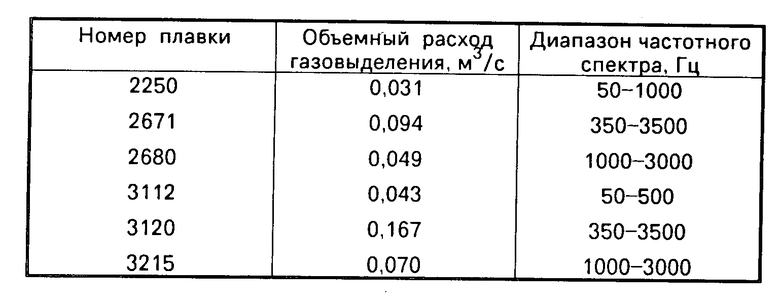
Большое влияние высокочастотные пульсации давления оказывают на увеличение радиуса захвата пузырьков при процессах коагуляции и флотации, происходящих в глубине расплава. Диапазон высокочастотных пульсаций линейчатого спектра связан с резонансными характеристиками пузырьков, достигающих поверхности, и получен на основании экспериментальных данных по реализации максимального газовыделения из расплава, величине расхода активного газа и известному коэффициенту эжекции на данном режиме. Газовыделение из расплава при вакуумировании приведено в таблице.
В другом варианте выполнения предлагаемого способа обработке подвергают отдельные порции металла, периодически забираемые из общего объема металла.
Предлагаемое устройство для вакуумного рафинирования металла, осуществляющее предлагаемый способ, содержит вакуум-плотную емкость 1 (фиг. 1), имеющую газоотводящий патрубок 2, эжектор 3, имеющий корпус 4, сопло 5 и смесительный канал 6 и установленный на газоотводящем патрубке 2. Работа эжектора 3 зависит от таких характерных геометрических параметров, как площадь Fs поперечного сечения смесительного канала 6, площадь Fкр критического сечения сопла 5 и площадь Fa выходного сечения сопла 5.
В устройстве предусмотрены на входе в сопло 5 эжектора 3 узел 7 для создания низкочастотных пульсаций расхода рабочего газа через сопло 5, узел 8 для создания пульсаций средней частоты расхода газа на входе в газоотводящий патрубок 2 через сопло 9 и узел 10 для создания высокочастотных пульсаций расхода газа, откачиваемого из емкости 1.
Узел 10 выполнен в виде регулятора изменения проходных сечений сопла 5 и/или смесительного канала 6 эжектора 3 в соответствии со следующим выражением:
Fs K1 ˙Fa2/Fкр, где Fs площадь поперечного сечения смесительного канала 6;
К1 коэффициент от 0,5 до 0,7;
Fкр, Fa площади критического и выходного сечений сопла 5 соответственно;
Fкр K2 ˙Fa, где К2 коэффициент от 0,5 до 0,02.
В описываемом варианте выполнения устройства, осуществляющего предлагаемый способ, регулятор изменения проходного сопла 5 эжектора 3 выполнен в виде набора сопел 11 (фиг. 2) (на фиг. 1 сопло 5 имеет большее проходное сечение, чем сопло 11 на фиг. 2).
Эжектор 3 имеет на выходе смесительного канала 6 цилиндрический канал 12 с площадью поперечного сечения Fv (2-5) Fs, длиной Lv (7-12)Dv, где Dv диаметр цилиндрического канала и с выходной горловиной 13 площадью Fw (1,2-2,5)Fs.
Для крепления узла 7 к эжектору 3 имеется крепежный узел 14, самих элементов эжектора 3 имеются крепежные узлы 15, 16 и 17 и узла 8 к соплу 9 имеется крепежный узел 18.
В другом варианте выполнения устройства, осуществляющего предлагаемый способ, регулятор изменения проходного сечения сопла 19 выполнен в виде вкладыша 20, установленного на внутренней поверхности сопла 19, как показано на фиг. 3.
В варианте выполнения предлагаемого устройства по фиг. 4 регулятор изменения проходного сечения смесительного канала 6 эжектора 3 выполнен в виде вкладыша 21, установленного на внутренней поверхности смесительного канала 6.
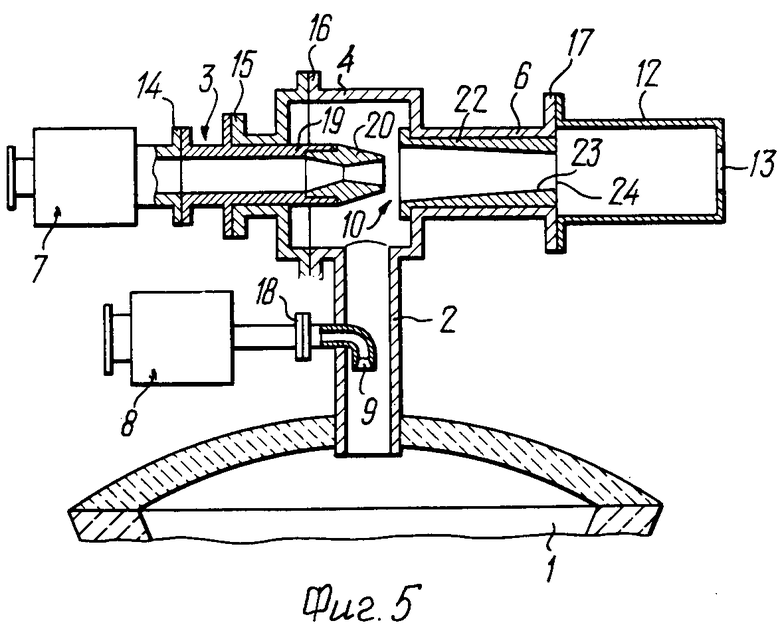
В варианте выполнения предлагаемого устройства по фиг. 5 регулятор изменения проходного сечения сопла 19 и смесительного канала 6 эжектора 3 выполнен в виде вкладышей 20 и 22, установленных соответственно на внутренней поверхности сопла 19 и смесительного канала 6. Вкладыш 22 выполнен коническим с углом конусности 1-3о, сужающаяся часть 23 которого направлена в сторону выходного отверстия 24 канала 6.
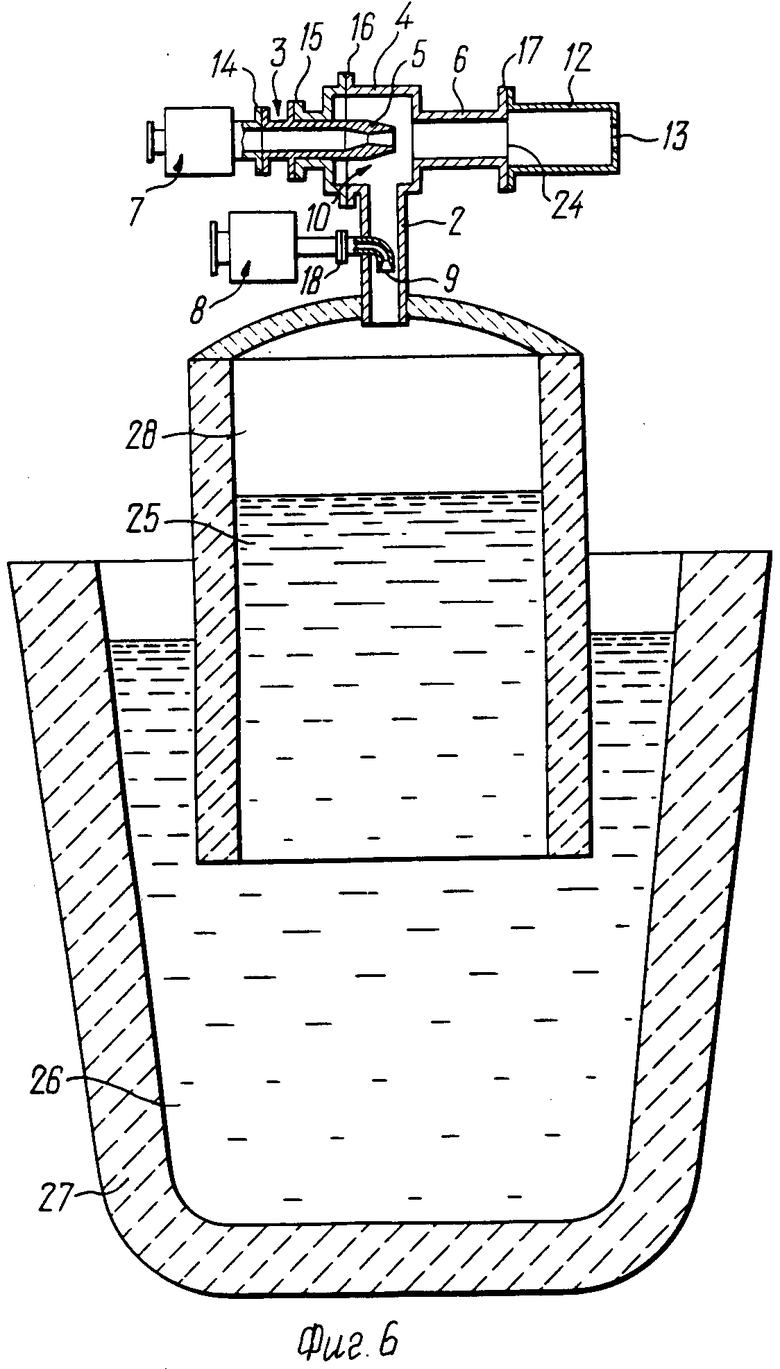
Вариант выполнения устройства, представленный на фиг. 6, осуществляет вариант выполнения предлагаемого способа, по которому обработке подвергают отдельные порции металла 25, периодически забираемые из общего объема металла 26, помещенного в емкость 27. Для этого вакуум-плотную емкость 28 погружают в металл 26.
На фиг. 6 изображено частично погружаемое в металл 26 устройство по фиг. 1. Однако следует иметь в виду, что для этих целей с успехом может быть использовано любое устройство по фиг. 2-5.
Принцип работы устройства для осуществления предлагаемого способа заключается в следующем.
В вакуум-плотную емкость 1 (фиг. 1) с расплавленным металлом 25 подают рабочий газ заданных параметров и начинают эжекционную откачку газа из вакуум-плотной емкости 1. Узел 7 для создания низкочастотных пульсаций изменяет расход рабочего газа через сопло 5, в результате чего изменяется эжекция газов из емкости 1, а следовательно, и давление в ней. С помощью узла 8 создаются пульсации расхода газа средней частоты, в газоотводящий патрубок 2 через сопло 9 периодически вдувается струя газа, что приводит к пульсациям давления в емкости 1.
Проходное сечение сопла 5 отрегулировано таким образом, что при подаче рабочего газа сопло 5 формирует струю, которая при взаимодействии со смесительным каналом 6 осуществляет эжекцию газов из емкости 1. При этом расход эжектируемых из емкости 1 газов пульсирует с высокой частотой. Затем струя смеси рабочего и эжектируемого (пассивного) газов вытекает из смесительного канала 6 в цилиндрический канал 12. При взаимодействии струи со стенками канала 12 и с его горловиной 13 площадью Fw на выходе смесительного канала 6 создается пониженное давление, способствующее повышению производительности, а, следовательно, и повышению коэффициента полезного действия предлагаемого устройства, осуществляющего заявляемый способ.
Принцип работы устройства по фиг. 2-5 аналогичен принципу работы устройства по фиг. 1. Отличие заключается в том, что там фигурирует проходное сечение сопла 11 (фиг. 2) или сопла 19 (фиг. 3) или смесительного канала 6 (фиг. 4) или сопла 19 (фиг. 5) и смесительного канала 6.
Работа устройства по фиг. 6, осуществляющего предлагаемый способ в порционном режиме, позволяет обрабатывать металл 26 не полностью, а отдельными порциями металла 25 в течение 10-300 с, за которые порождаемые предложенной последовательностью действий процессы успевают полностью развиться, а часть зародышей пузырьков, оставшихся в порции, сбрасываются в общий объем, в котором индуцирует интенсивное газовыделение и вынос неметаллических включений. Затем засасывается новая порция металла и процесс повторяется.
Процесс обработки заканчивается по достижении требуемых характеристик расплава. Время обработки определяется в ходе опытных плавок либо по результатам экспресс-анализа.
Таким образом, удобным и надежным в эксплуатации предлагаемым устройством, осуществляющим предлагаемый способ, имеющим максимально возможный коэффициент полезного действия, можно получить металл требуемого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВАКУУМНОГО РАФИНИРОВАНИЯ МЕТАЛЛА В ЕМКОСТИ | 1987 |
|
RU1441809C |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА | 1988 |
|
RU1547323C |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КИСЛОРОДНОМ КОНВЕРТЕРЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1363859A1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2074896C1 |
| СПОСОБ РАФИНИРОВАНИЯ МЕТАЛЛА | 1988 |
|
RU1520742C |
| ФУРМА ДЛЯ ПРОДУВКИ МЕТАЛЛА | 1994 |
|
RU2083682C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
SU1380214A1 |
| СПОСОБ РАФИНИРОВАНИЯ МЕДНОГО ИЛИ НИКЕЛЕВОГО СПЛАВОВ ИЛИ МЕДИ И УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2011 |
|
RU2490341C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ОТСОСА И ОЧИСТКИ ГАЗОВ ВЫДАЧИ КОКСА, ГАЗОВ ОБРАБОТКИ КОКСОВЫХ КАМЕР И ПРИНУДИТЕЛЬНОГО ОБЕЗГРАФИЧИВАНИЯ ИХ СТОЯКОВ И СВОДОВ | 2000 |
|
RU2189384C2 |
| ПРЯМОТОЧНЫЙ ПЫЛЕОТДЕЛИТЕЛЬ | 2001 |
|
RU2198720C2 |

Сущность изобретения: над поверхностью расплава металла понижают давление смеси газов до создания парциальных давлений газов над расплавом ниже парциальных давлений газов в расплаве и производят обработку металла пульсациями давления с размахом 0,02 0,08 МПа в низкочастотном диапазоне 0,03 5 Гц и одновременно изменяют давление в диапазоне средних частот 55 195 Гц с размахом 0,005 0,01 МПа и в диапазоне высоких частот 350 3500 Гц с размахом 0,0001 0,001 МПа. Устройство для вакуумного рафинирования металла, осуществляющее указанный способ, содержит вакуум-плотную емкость, газоотводящий патрубок и эжектор, имеющий корпус, сопло и смесительный канал и установленный на газоотводящем патрубке, узел для создания низкочастотных пульсаций расхода газа через сопло эжектора, узел для создания пульсации средней частоты расхода газа, установленный на входе в газоотводящий патрубок и регулятор для создания высокочастотных пульсаций расхода газа, откачиваемого из емкости посредством изменения проходных сечений сопла и/или смесительного канала. Устройство, удобно и надежно в эксплуатации и обеспечивает требуемое качество металла. 2 с. и 4 з. п. ф-лы, 6 ил. 1 табл.
Fs= K1·F
где Fs площадь поперечного сечения смесительного канала;
Ki коэффициент от 0,5 до 0,7;
Fкр, Fа площади критического и выходного сечений сопла соответственно;
Fкр K2 · Fа,
где K2 коэффициент от 0,7 до 0,02.
| Article "Pulsation for reduced coats", Journal "Iron and Steel International", 1984, v.57, No.5, p.156 - 157. |
