Предлагаемое изобретение относится к электротехнике и может быть использовано для изготовления контактных элементов для осуществления разъемного электрического контакта с ответными частями сложной конфигурации (например, анодным выводом кинескопа).
Известен способ изготовления контактного элемента электрического соединителя, заключающийся в установке на ленте с определенным шагом проволочных контактов, расположенных в ряд параллельно друг другу и перпендикулярно ленте, и последующем свертывании ленты в рулон вдоль оси, параллельной проволочным контактам, с образованием щетки и соединении витков ленты с обеспечением токоподвода к контактам.
Сложность технологии изготовления и низкая надежность соединения является недостатком этого технического решения.
Наиболее близким по технической сущности к предлагаемому является способ изготовления контактного элемента электрического соединителя, заключающийся в установке на ленте с определенным шагом проволочных контактов, расположенных в ряд параллельно друг другу и перпендикулярно ленте, и последующем свертывании ленты в рулон вдоль оси, параллельной проволочным контактам, с образованием сетки и соединении витков ленты с обеспечением токоподвода к контактам. При этом материал ленты выбран токопроводящим, а проволочные контакты выполняют в виде скоб, охватывающих ленту.
Недостатком этого способа является низкая надежность из-за отсутствия ограничений в перемещении контактов со стороны их изгибов.
Целью изобретения является повышение надежности.
Поставленная цель достигается тем, что при изготовлении контактного элемента электрического соединителя, заключающемся в установке на ленте с определенным шагом проволочных контактов, расположенных в ряд параллельно друг другу и перпендикулярно ленте, и последующем свертывании ленты в рулон вдоль оси, параллельной проволочным контактам, с образованием щетки и соединении витков ленты с обеспечением токоподвода к контактам. При этом материал ленты выбирают токопроводящим, до свертывания ленты в рулон ее перегибают на 180о, при этом контакты устанавливают с возможностью контактирования с линией перегиба ленты.
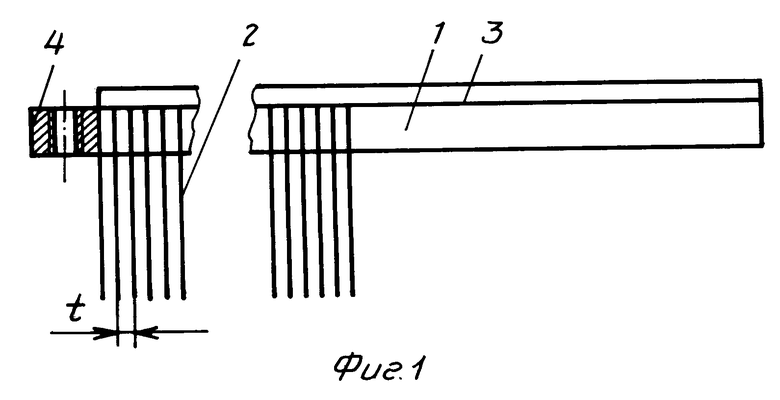
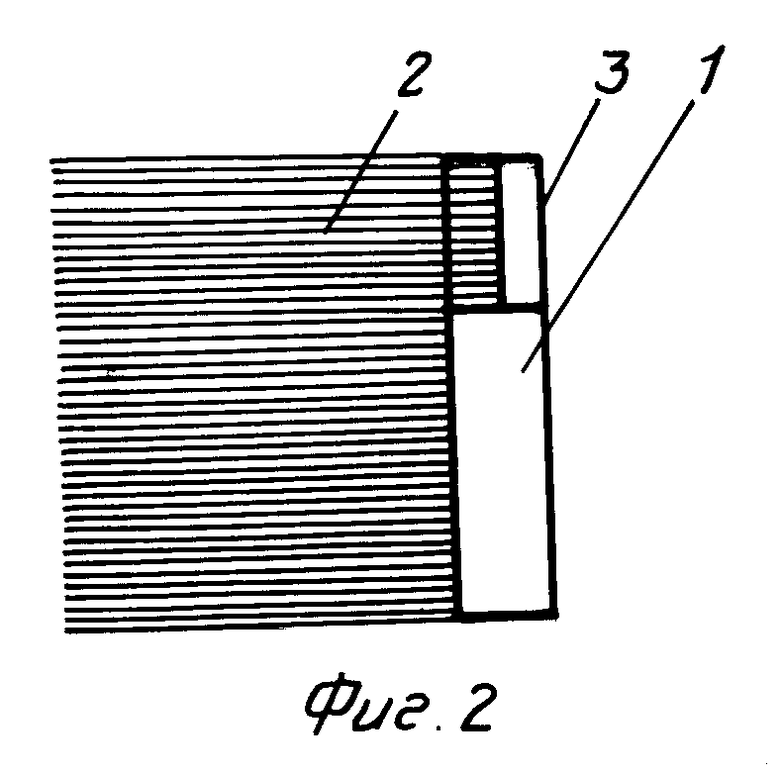
На фиг.1 показана последовательность операций при изготовлении контактного элемента; на фиг.2 внешний вид контактного элемента в сборе.
Способ осуществляется следующим образом.
На ленте 1 из электропроводного материала с определенным шагом t устанавливают проволочные контакты 2 так, как показано на фиг.1. Проволочные контакты 2 при необходимости могут быть технологически закреплены пайкой. Проволочные контакты 2 устанавливают параллельно друг другу и перпендикулярно ленте по линии 3. Затем ленту 1 по линии 3 перегибают на 180о и сворачивают ее в рулон вдоль оси, параллельной проволочным контактам. Витки ленты соединяют с обеспечением токоподвода к контактам. К концу ленты может быть присоединена (например, пайкой) втулка 4 для соединения с внешним выводом. В результате получается контактный элемент в виде щетки.
Установка проволочных контактов с определенным шагом позволяет снизить усилие сочленения с ответной частью и обеспечить возможность изгиба контактов, что необходимо для обеспечения надежного контакта. Применение простейших деталей (проволоки и сортовой ленты) и простейших технологических операций (установки, пайки, перегибания ленты на 180о) без дополнительной механической обработки обеспечивает технологичность и простоту изготовления, а перегибание ленты исключает самопроизвольное передвижение контактов в процессе эксплуатации контактного элемента, что повышает надежность контактного элемента.
Использование: для изготовления контактных элементов для осуществления разъемного электрического контакта с ответными частями сложной конфигурации. Сущность: на ленте из электропроводного материала с определенным шагом устанавливают контакты вдоль линии, по которой затем ленту перегибают и сворачивают в рулон. Затем витки ленты соединяют с обеспечением токоподвода к контактам. В результате получается контактный элемент в виде щетки. К концу ленты может быть присоединена втулка для соединения с внешним выводом. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНОГО ЭЛЕМЕНТА ЭЛЕКТРИЧЕСКОГО СОЕДИНИТЕЛЯ, заключающийся в установке на ленте с определенным шагом проволочных контактов, расположенных в ряд параллельно друг другу и перпендикулярно ленте, в последующем свертывании ленты в рулон вдоль оси, параллельной проволочным контактам, с образованием щетки и в соединении витков ленты с обеспечением токоподвода к контактам, при этом материал ленты выбирают токопроводящим, отличающийся тем, что до свертывания ленты в рулон ее перегибают, при этом контакты устанавливают с возможностью контактирования с линией перегиба ленты.
| Способ изготовления контактного элемента электрического соединителя | 1987 |
|
SU1582232A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
