Изобретение относится к области обработки материалов, а более конкретно к приборостроению, в том числе к точному, и может быть использовано при разработке конструкций и технологии изготовления узлов и элементов, включающих каналы малой площади поперечного сечения, в том числе длинномерные, в частности в технике капиллярных изделий, в узлах регулируемого дозирования газов или жидкости, в натекателях вакуумных систем, в холодильной технологии и т.д.
Известен способ получения высот канальных отверстий в устройствах протока жидкостей и газов, заключающийся в скручивании двух деталей на одной из которых выполнено сквозное отверстие. При этом высота канала определяется толщиной пластины, в которой выполнено сквозное отверстие (см. Патент №2507050, кл. В23Р 15/00, 2014 г.).
Недостатком этого способа является невозможность создать высоту канала очень малой высоты, например 0,001 мкм.
Наиболее близким по технической сущности к предлагаемому является способ получения высот канальных отверстий в устройствах протока жидкостей и газов, заключающийся в выполнении на скручиваемой ленте выемки или механическим, или лазерным, или электроэрозионным способами (см. Патент №2507049, кл. В23Р 15/00, 2014 г.).
Недостатком этого способа является невозможность создать высоту канала очень малой высоты, например 0,001 мкм, кроме этого, недостатком этого способа является низкая точность получения заранее заданной высоты канала.
Техническим результатом настоящего изобретения является получение малых и сверхмалых высот канальных отверстий, например 0,001 мкм, с обеспечением их высокой точности.
Поставленный технический результат достигается тем, что для получения высот канальных отверстий в устройствах протока жидкостей и газов, заключающийся в выполнении на скручиваемой ленте выемки, выемку выполняют или методом травления, или методом нанесения гальванического покрытия, при этом при выполнении выемки методом травления на скручиваемой ленте до травления скручиваемую ленту покрывают устойчивой к травлению краской, кроме места будущей выемки, при этом после получения заранее заданных размеров канального отверстия краску смывают, при этом при выполнении выемки методом нанесения гальванического покрытия до нанесения гальванического покрытия на скручиваемую ленту скручиваемую ленту в местах прохождения канального отверстия покрывают устойчивой к электролиту краской, при этом после получения заранее заданных размеров канального отверстия краску смывают.
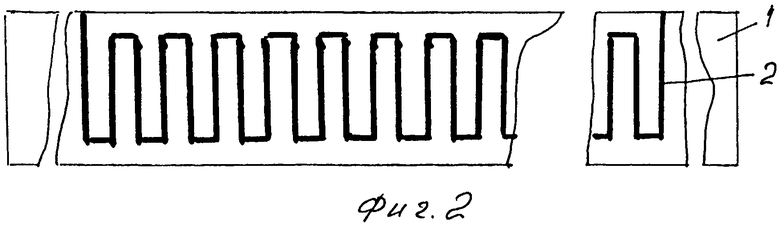
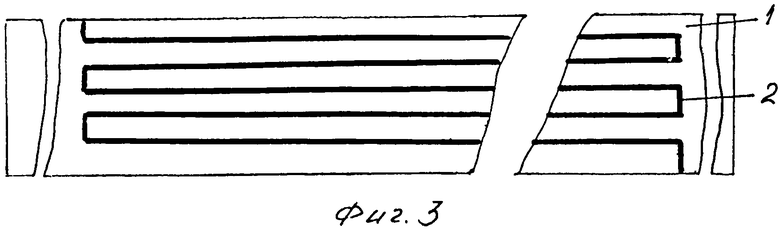
Возможность осуществления предлагаемого способа поясняется чертежами, где на фиг.1 представлена цилиндрическая деталь, выполненная из свитой ленты; на фиг.2 показана развертка ленты с выемкой одной возможной конфигурации; на фиг.3 показана развертка ленты с выемкой другой возможной конфигурации.
Цилиндрическая деталь 1 (см. фиг.1) представляет собой свитую ленту, на которой позицией 2 (см. фиг.2 и 3) - жирная линия - показана выемка, соответствующая канальному отверстию или его части. При этом для лучшего прижима витков ленты друг к другу лента может быть выполнена пружинящей.
Сборка детали 1 производится путем закручивания ленты. Для сборки можно воспользоваться кондуктором. Это обеспечит одинаковость габаритов детали. После сборки детали 1 производят фиксацию витков ленты, например, сваркой. Также фиксация ленты может быть осуществлена путем ее заневоливания, например, в пустотелый цилиндрический корпус 3, как это показано на фиг.1. При этом использование клеев для фиксации ленты нецелесообразно, так как речь идет об очень малых высотах канальных отверстий: могут возникнуть значительные колебания высот канальных отверстий.
Получают канальное отверстие малой или сверхмалой высоты следующим образом.
На скручиваемой ленте 1 канальное отверстие выполняют или методом травления, или методом нанесения гальванического покрытия в выемку 2. При этом при выполнении выемки 2 методом травления на скручиваемой ленте 1 до травления скручиваемую ленту 1 очищают от грязи и обезжиривают, покрывают устойчивой к травлению краской, кроме места будущей выемки 2, при этом после получения заранее заданных размеров канального отверстия краску смывают и сушат. При этом при выполнении выемки 2 методом нанесения гальванического покрытия до нанесения гальванического покрытия на скручиваемую ленту 1 скручиваемую ленту 1 очищают от грязи, обезжиривают, и в местах прохождения канального отверстия покрывают устойчивой к электролиту краской, при этом после получения заранее заданных размеров канального отверстия краску смывают. Для исключения гальванического покрытия, а также травления оборотной стороны ленты 1, а также боковых ее сторон краской покрывают также эти стороны.
При травлении высота канального отверстия определяется концентрацией раствора для травления, температурой и материалом пластин. Технология получения конкретной высоты канального отверстия, как правило, отрабатывается экспериментально.
При нанесении гальванического покрытия высота канального отверстия определяется концентрацией раствора электролита, температурой и материалом пластин. Технология получения конкретной высоты фильтрующей щели, как правило, отрабатывается экспериментально.
Возможность получения малых и сверхмалых высот канальных отверстий, например, 0,001 мкм, с обеспечением их высокой точности является достоинством и преимуществом предлагаемого технического решения по сравнению с прототипом.
Изобретение относится к изготовлению деталей протока жидкостей и газов с канальными отверстиями малых высот. Выполняют на ленте методом травления выемку, а затем скручивают упомянутую ленту. При этом до выполнения выемки ленту покрывают устойчивой к травлению краской, кроме места будущей выемки. После получения методом травления заданных размеров канального отверстия краску с ленты смывают. В результате обеспечивается высокая точность канальных отверстий деталей. 2 н.п. ф-лы, 3 ил.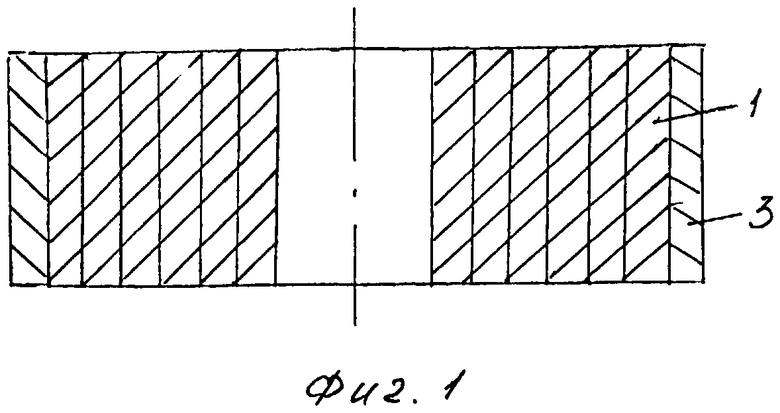
1. Способ изготовления деталей протока жидкостей и газов с канальными отверстиями малых высот, включающий выполнение на скручиваемой ленте выемки, отличающийся тем, что выемку выполняют методом травления, до которого упомянутую ленту, кроме места будущей выемки, покрывают устойчивой к травлению краской, при этом после получения травлением заданных размеров канального отверстия краску смывают.
2. Способ изготовления деталей протока жидкостей и газов с канальными отверстиями малых высот, включающий выполнение на скручиваемой ленте выемки, отличающийся тем, что выемку выполняют методом нанесения гальванического покрытия, до которого упомянутую ленту в местах прохождения канального отверстия покрывают устойчивой к электролиту краской, при этом после получения методом нанесения гальванического покрытия заданных размеров канального отверстия краску смывают.
| СПОСОБ В.Г. ВОХМЯНИНА ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОЙ ДЕТАЛИ С ОТВЕРСТИЕМ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2012 |
|
RU2507050C1 |
| Способ изготовления изделий с длинномерными каналами | 1990 |
|
SU1794614A1 |
| СКВАЖИННЫЙ ФИЛЬТР (ВАРИАНТЫ) | 1995 |
|
RU2114285C1 |
| СОТОВЫЙ ЭЛЕМЕНТ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ, А ТАКЖЕ НОСИТЕЛЬ КАТАЛИТИЧЕСКОГО НЕЙТРАЛИЗАТОРА | 2002 |
|
RU2279557C2 |
| US 4129152 A, 12.12.1978 | |||

