1
(21)4372504/24-07
(22)3f.12.87
(46) 30.07.90. Бюл„ № 28 (72) В.Л.Карамушко
(53)621.315.684(088.8)
(56)Авторское свидетельство СССР № 792370, кл. Н 01 R 13/02, 1979.
Патент Японии № 56-16510, кл. Н 01 R 23/72, 1981.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНОГО ЭЛЕМЕНТА ЭЛЕКТРИЧЕСКОГО СОЕДИНИТЕЛЯ
(57)Изобретение относится к электро
технике. Цель изобретения - повышение надежности соединения и упрощение технологии изготовления. На ленте 1 из электропроводного материала . с определенным шагом t устанавливают проволочные контакты 2 в виде скоб. Ленту сворачивают в рулон. Затем витки ленты соединяют с обеспечением токоподвода к контактам. В результате получается контактный элемент в виде щетки. К концу ленты 1 может быть присоединена втулка 3 для соединения с внешним выводом. 2 ил.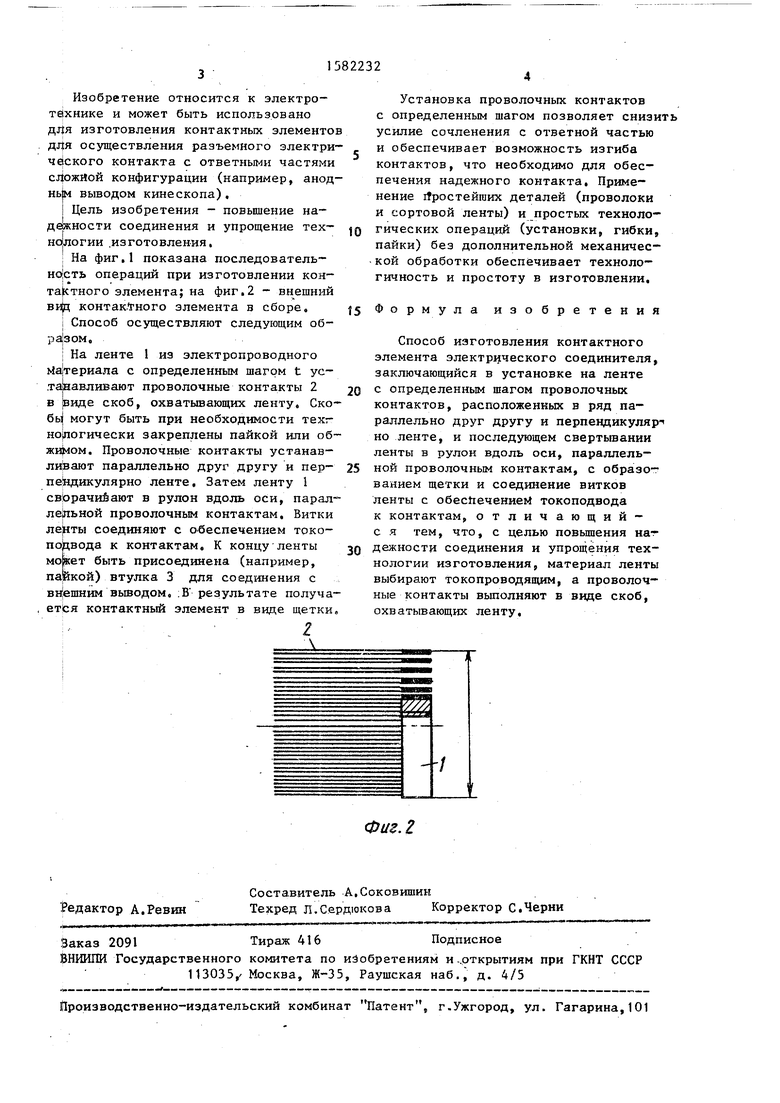
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНОГО ЭЛЕМЕНТА ЭЛЕКТРИЧЕСКОГО СОЕДИНИТЕЛЯ | 1993 |
|
RU2047251C1 |
| МАШИНА ПОСТОЯННОГО ТОКА И.Г.СКИБИЦКОГО | 1994 |
|
RU2091966C1 |
| Установка для высокочастотного нагрева деталей | 1983 |
|
SU1119192A1 |
| Электрический соединитель | 1984 |
|
SU1341691A1 |
| СИЛОВОЙ ПОЛУПРОВОДНИКОВЫЙ МОДУЛЬ С УЛУЧШЕННОЙ СТРУКТУРОЙ КОНТАКТНЫХ СОЕДИНИТЕЛЕЙ ДЛЯ ПРИВАРИВАНИЯ | 2016 |
|
RU2676190C1 |
| СПОСОБ ЗАДЕЛКИ ЭКРАНИРОВАННОГО КАБЕЛЯ В ЭЛЕКТРОСОЕДИНИТЕЛЬ | 1996 |
|
RU2113041C1 |
| МНОГООБОРОТНЫЙ ПОТЕНЦИОМЕТР | 1973 |
|
SU397975A1 |
| ПЕРЕКЛЮЧАТЕЛЬ | 1973 |
|
SU390593A1 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1756387A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ЗАГОТОВОК ВЫВОДНЫХ РАМОК ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1989 |
|
SU1777517A1 |
Изобретение относится к электротехнике. Цель изобретения - повышение надежности соединения и упрощение технологии изготовления. На ленте из электропроводного материала 1 с определенным шагом T устанавливают проволочные контакты 2 в виде скоб. Ленту сворачивают в рулон. Затем витки ленты соединяют с обеспечением токоподвода к контактам. В результате получается контактный элемент в виде щетки. К концу ленты 1 может быть присоединена втулка 3 для соединения с внешним выводом. 2 ил.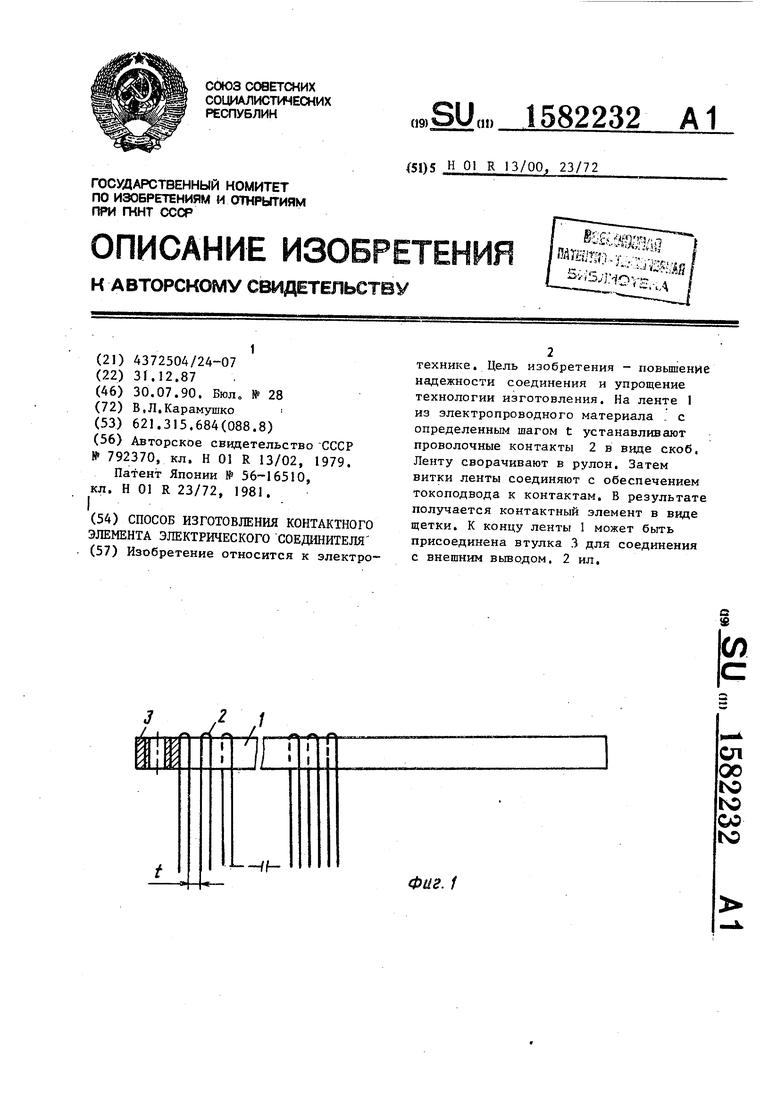
ел
00
ю ю
со to
Изобретение относится к электротехнике и может быть использовано д4я изготовления контактных элементов дКя осуществления разъемного электрического контакта с ответными частями сложной конфигурации (например, анодным выводом кинескопа).
1 Цель изобретения - повышение на- деркности соединения и упрощение тех- но|логии изготовления.
На фиг.1 показана последовательность операций при изготовлении кон
та|ктного элемента; на фиг.2 - внешний ви)ч контактного элемента в сборе.
Способ осуществляют следующим образом.
На ленте 1 из электропроводного материала с определенным шагом t ус- та навливают проволочные контакты 2 в виде скоб, охватывающих ленту. Скобы могут быть при необходимости техг- нологически закреплены пайкой или об- жиЦом. Проволочные контакты устанавливают параллельно друг другу и пер- пендикулярно ленте, Затем ленту 1 сворачивают в рулон вдоль оси, параллельной проволочным контактам. Витки ленты соединяют с обеспечением токо- подвода к контактам. К концу ленты может быть присоединена (например, пайкой) втулка 3 для соединения с внешним выводом. В результате получается контактный элемент в виде щетки.
Установка проволочных контактов с определенным шагом позволяет снизить усилие сочленения с ответной частью и обеспечивает возможность изгиба контактов, что необходимо для обеспечения надежного контакта. Применение йростейших деталей (проволоки и сортовой ленты) и простых технологических операций (установки, гибки, пайки) без дополнительной механической обработки обеспечивает технологичность и простоту в изготовлении.
15 Формула изобретения
Способ изготовления контактного элемента электрического соединителя, заключающийся в установке на ленте с определенным шагом проволочных контактов, расположенных та ряд параллельно друг другу и перпендикуляр- но ленте, и последующем свертьюании ленты в рулон вдоль оси, параллельной проволочным контактам, с образованием щетки и соединение витков ленты с обеспечением токоподвода к контактам, отличающий
с ч тем, что, с целью повышения надежности соединения и упрощения технологии изготовления, материал ленты выбирают токопроводящим, а проволочные контакты выполняют в виде скоб, охватывающих ленту.
