Изобретение относится к сварке металлов и может быть использовано при питании сварочных установок от сетей малой мощности при невысоком темпе сварки и большом разнообразии форм, размеров и материалов свариваемых деталей. Такие условия характерны для сварочных работ, проводимых, например, в ремонтных мастерских и в быту.
Целью изобретения является снижение массы клещей, уменьшение потребляемой из сети мощности, повышение электробезопасности при работе с клещами, исключающей необходимость их заземления.
Установка для контактной сварки состоит из источника питания для дуговой сварки спадающей характеристикой, клещей со встроенным в их корпус сварочным трансформатором для контактной сварки, клещи подключаются к источнику питания для дуговой сварки через инвертор повышенной частоты с параллельно включенными аккумулятором и конденсаторами на входе инвертора.
Источник питания для дуговой сварки состоит из трансформатора и выпрямителя. Выпрямленное напряжение холостого хода обычно составляет 40-80 В. Для выполнения контактной сварки при питании клещей от источника для дуговой сварки на его выход следует подключить инвертор. Переменный ток, получаемый благодаря инвертированию, может быть увеличен до требуемой для контактной сварки величины с помощью сварочного трансформатора.
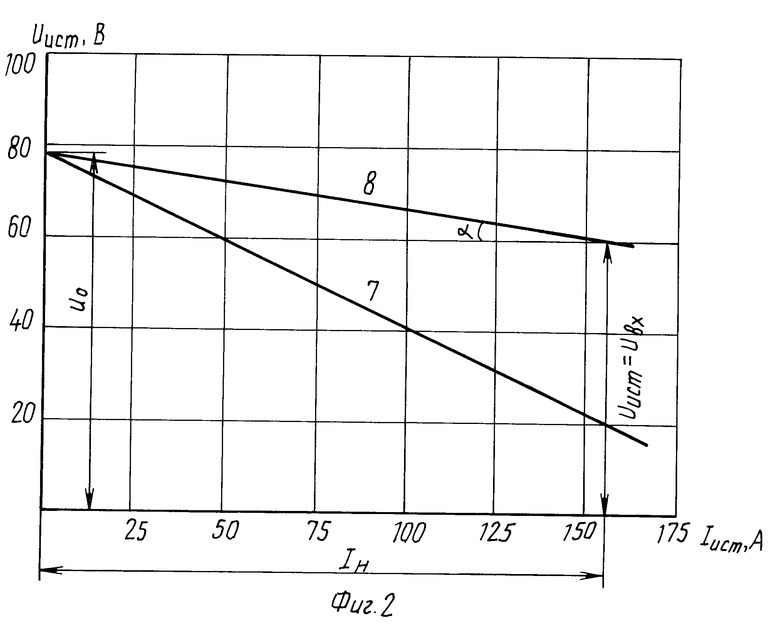
Основная трудность при использовании дугового источника для питания клещей контактной сварки связана с падающей внешней характеристикой U этого источника. Падающую характеристику обеспечивает падение напряжения на индуктивности рассеяния дугового трансформатора. Однако при выполнении контактной сварки по обмоткам дугового трансформатора протекают токи, значительно превышающие номинальные токи при дуговой сварке. Это приводит к большому падению напряжения на индуктивности рассеяния дугового трансформатора, следствием которого является недопустимо большое потребление мощности из сети. С целью снижения этой мощности параллельно входу инвертора включены аккумуляторы, которые обеспечивают требуемую для контактной сварки внешнюю характеристику источника.
Применение инвертора повышенной частоты позволяет существенно снизить массогабаритные показатели клещей за счет сокращения массы и габаритов встроенного в их корпус трансформатора, поскольку площадь поперечного сечения магнитопровода при заданном напряжении, приходящемся на виток обмотки трансформатора, и заданной рабочей индукции обратно пропорциональна частоте. При выполнении установки для дуговой и контактной сварки существенно повышается электробезопасность при работе с клещами для контактной сварки. Это связано с тем, что благодаря дуговому трансформатору клещи отделены от сети, на первичную обмотку сварочного трансформатора клещей подается пониженное до 100 В напряжение. В соответствии с требованиями техники безопасности при этом не требуется заземление корпуса клещей.
На фиг. 1 представлена электрическая схема установки для дуговой и контактной сварки; на фиг. 2 внешние характеристики дугового источника и источника для дуговой и контактной сварки.
Установка содержит дуговой источник питания 1 с параллельно соединенным аккумулятором 2 и конденсатором 3, к которому через инвертор повышенной частоты 4 подключаются клещи для контактной сварки 5, подводящие ток к свариваемым деталям 6.
Установка работает следующим образом.
Для выполнения контактной сварки на выход дугового источника подключаются аккумулятор, конденсаторы, инвертор и клещи. При этом по свариваемым деталям проходит электрический ток и осуществляется сварка в результате разогрева деталей в месте контакта.
В процессе сварки аккумуляторы частично разряжаются. В промежутках между сварками осуществляется подзаряд аккумуляторов от сети через дуговой источник. Использование аккумуляторов в указанном выше pежиме (повторно-кратковременном с током, в 2-4 раза превышающим номинальный, темп работы 1 сварка в 1 мин) является новым. Возможность такого использования аккумуляторов подтверждена экспериментально. Конденсаторы стабилизируют Vвх инвертора, что обеспечивает его работоспособность.
Таким образом, установка позволяет повысить электробезопасность при работе с клещами, снизить массы клещей, снизить потребляемую мощность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2063314C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2035275C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2001 |
|
RU2207942C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1996 |
|
RU2141888C1 |
| ИНВЕРТОРНЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОСВАРКИ | 2008 |
|
RU2367545C1 |
| Источник питания для стыковой сварки оплавлением | 1990 |
|
SU1776519A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 2004 |
|
RU2265504C1 |
| Устройство для многопостовой сварки | 1985 |
|
SU1286367A1 |
| Ограничитель напряжения холостого хода сварочного трансформатора | 1979 |
|
SU854636A1 |
Изобретение относится к сварке металлов и может быть использовано при питании сварочных установок от сетей малой мощности, при невысоком темпе сварки и большом разнообразии форм, размеров и материалов свариваемых деталей. Такие условия характерный для сварочных работ, проводимых, например, в ремонтных мастерских и в быту. Установка для контактной сварки состоит из источника питания для дуговой сварки 1 с параллельно соединенными аккумуляторами 2 и конденсаторами 3, к которым через инвертор 4 повышенной частоты подключаются клещи для контактной сварки, подводящие ток к свариваемым деталям 6. 2 ил.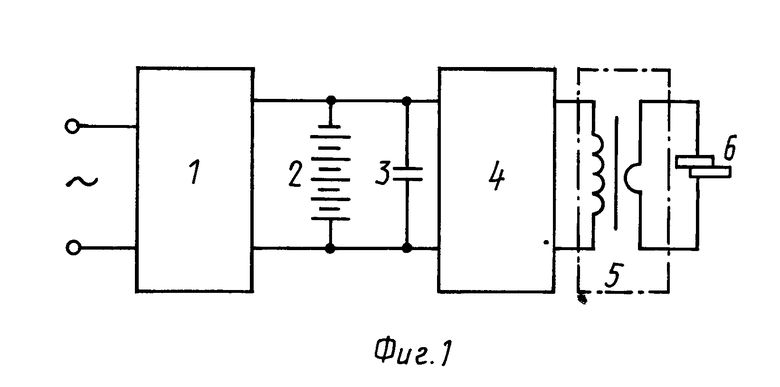
УСТАНОВКА ДЛЯ КОНТАКТНОЙ СВАРКИ, содержащая дуговой источник питания и клещи со встроенным трансформатором, отличающаяся тем, что, с целью снижения весогабаритных характеристик, экономии электроэнергии и повышения электробезопасности, она дополнительно содержит параллельно соединенные аккумулятор, конденсатор и инвертор повышенной частоты, выходом подключенный к клещам со встроенным трансформатором, а аккумулятор подключен к выходу дугового источника питания.
| Закс М.И | |||
| и др | |||
| Трансформаторы для электродуговой сварки, Л.: Энергоатомиздат, 1988, с.135. |
