Область техники.
Группа изобретений относится к сварочной технике, а именно к способам и источникам питания для электродуговой сварки.
Предшествующий уровень техники.
Широко известны традиционные источники трансформаторного типа, применяемые для сварки.
Их недостатком является сложность обеспечения точной установки параметров и высокой стабильности установленных параметров процесса сварки при изменяющихся условиях. К недостаткам таких источников относится и низкий КПД преобразования.
Поэтому все более широкое применение, как вид преобразования параметров электроэнергии, получают источники инверторного типа. В зависимости от типа потребителей переменного тока инверторы выполняются однофазными, двухфазными, трехфазными и многофазными (например, для вентильных двигателей). По принципу действия такие источники выполняются однотактными или двухтактными. Инвертор - это устройство, преобразующее постоянное напряжение в высокочастотное переменное. Современный сварочный инвертор - сложное цифровое устройство, управляемое мощным высокоскоростным процессором. Такая конструкция обеспечивает точную установку параметров и высокую стабильность установленных параметров процесса сварки при изменяющихся условиях. Инвертор обеспечивает экономию электроэнергии за счет высокого КПД преобразования, простоту настройки и легкость выполнения сварки, относительно традиционных источников трансформаторного типа.
Известен источник питания инверторного типа. В известном источнике регулирование мощности в дуге осуществляется с помощью изменения периода следования импульсов в инверторе. Этот источник питания состоит из полупроводникового преобразователя, датчика напряжения, датчика тока и схемы управления. Схема управления обеспечивает в рабочем диапазоне сварочного тока полого падающую выходную характеристику источника питания. Для изменения периода следования импульсов используется информация по току и напряжению, измеренному за время, превышающее период следования импульсов (см. A. Colens. A highfrequency electric Welding system. “Electronic Engineering”, 1977, p.66).
Однако это устройство не обеспечивает оптимальную выходную статическую характеристику источника питания в области тока горения дуги при смене величины сварочного тока.
Известно устройство для управления сварочными токами источника питания инверторного типа. Устройство состоит из выпрямительного устройства, тиристорного инвертора и блока управления. В блок управления входит преобразователь напряжения в длительность периода следования управляющих импульсов. Это устройство позволяет:
- измерять среднее значение напряжения и тока каждого импульса на выходе источника,
- выделять наибольший из сигналов, пропорциональных измеренным значениям тока и напряжения,
- использовать эти данные для регулирования периода следования импульсов в инверторе (см. АС СССР №1119799, МПК5 B23K 9/00, 1984 г.).
Это устройство обеспечивает хорошие выходные динамические характеристики. Недостаток устройства такой же, как и у предыдущего - не обеспечивает необходимую статическую характеристику, а значит, оптимальную регулировку величины сварного тока, т.е. качество сварного соединения ограничивается определенной толщиной свариваемых деталей.
Известны однофазные устройства для сварки модулированным током, формирующим прямоугольные разнополярные импульсы сварочного тока (см. патент на изобретение РФ №1551484, МПК5 B23K 9/00, 1987 г.).
Недостатком устройства является низкое качество сварки из-за неустойчивости горения дуги за счет пауз сварочного тока при питании ее разнополярными импульсами тока для сварки в углекислом газе, а также низкая производительность.
У известных источников питания трехфазной дуги имеются следующие недостатки:
- большие габариты и вес;
- нестабильность повторных возбуждений основных (зависимых) дуг трехфазного факела при значениях тока сварки от 15 А и ниже. Этот дефект процесса сварки возникает вследствие искажения (отклонения от синусоидальной) формы кривой фазных токов и увеличения времени перехода с одной полярности на другую через нулевое значение тока. Причем искажения формы кривой тока и время перехода через «ноль» настолько велики, что даже наличие мощной межэлектродной дуги с синусоидальной формой тока не дает гарантии стабильности горения основных дуг на «околонулевых» значениях тока сварки;
- нестабильное качество сварных соединений из черных или цветных металлов и других материалов вследствие неустойчивого горения фазных дуг. При этом зачастую разрушаются вольфрамовые электроды. Разрушение электродов вызвано жесткой настройкой источника питания на подавление постоянной составляющей сварочного тока (наличие батареи конденсаторов в средней фазе источника питания, в фазе «изделие») из-за различной работы выхода электронов с вольфрама и алюминия.
Известен генератор электрической дуги с трехфазным питанием. Генератор включает инвертор, связанный с выходом питания генератора электрической дуги. Устройство содержит три инвертора и для каждого инвертора собственную цепь выпрямления напряжения питания инвертора. Каждая цепь выпрямления получает питание от отдельной фазы сети трехфазного тока. Выходы инверторов скомбинированы для обеспечения одновременного питания указанного выхода генератора. Дополнительно устройство содержит средства коммутации, обеспечивающие по выбору подключение всех трех цепей выпрямления к сети трехфазного питания в виде звезды или треугольника (см. патент Франции №2756678, МПК7 B23K 9/10, 1998 г.). Данное решение принято за прототип.
Недостатком прототипа является то, что данное устройство не обеспечивает безопасную и удобную работу сварщика. Недостатком также является необходимость формирования нужной выходной статической вольтамперной характеристики источника питания, которая обеспечивает стабильность дугового процесса и, соответственно, качество сварного шва.
Известен способ для сварки трехфазной дугой, в котором в трехфазную систему питания включаются два электрода в две фазы и деталь в третью фазу. В этом случае горят три дуги: две дуги между электродами и деталью, а третья дуга между электродами. Исследования показали, что эта третья дуга, являясь по отношению к детали независимой дугой, горит или по воздушному промежутку между электродами, или же отдувается и горит, касаясь детали. Непрерывное горение трехфазной дуги позволяет снизить напряжение источника тока, что ведет к повышению косинуса «фи» (прототип - см. Internet: http//www.osvarke.com/svarka-aluminiya.html, статья «Сварка алюминия»).
Сварка трехфазной дугой имеет ряд технологических преимуществ по сравнению со сваркой однофазной дугой. Производительность сварки повышается в 2-3 раза за счет двух электродов и дополнительной присадки, укладываемой в разделку шва. Изменяя химический состав электродов и присадочного металла, можно получить наплавленный металл различного состава. Это имеет большое значение при наплавках, сварке легированных сталей и цветных металлов. Включением в трехфазную сеть стандартных однофазных сварочных трансформаторов можно получить мощную дугу с суммарной силой тока 3000-4000 А.
При сварке трехфазной дугой имеет место переменное (в различных местах ванны) воздействие давления дуги на расплавленный металл. Это вызывает энергичное вращение и перемешивание расплавленных металла и шлака, которые способствуют более полному протеканию реакций и освобождению металла от газовых и неметаллических включений. Более медленное затвердевание расплавленного металла обеспечивает выход из него газов, что повышает механические и антикоррозионные свойства соединения. Сварка трехфазной дугой обеспечивает экономию электроэнергии от 5 до 40%. Устойчивость и непрерывность горения дуги дает возможность применять сварку при пониженном напряжении во внешней сети. Нормальное формирование шва обеспечивается правильно подобранным режимом тока и скоростью сварки. Глубина проплавления основного металла при различной силе тока и скорости движения электродов достигает более 14 мм. Значительная глубина проплавления дает возможность увеличить нескошенную часть фасок, что уменьшает расход проволоки, флюса, электроэнергии и т.д. Расход электроэнергии при автоматической сварке трехфазной дугой на 1 кг наплавленного металла в среднем равен 2,1 кВт-ч, в то время как при однофазной автоматической сварке - 3,5 кВт-ч.
Широкое применение сварка трехфазной дугой получила в следующих случаях:
1. В конструкциях с большим объемом наплавленного металла.
2. В соединениях, требующих глубокого проплавления, а также при сварке без скоса кромок стыковых и угловых соединений машиностроительных конструкций.
3. В тяжелом и транспортном машиностроении при сварке легированных сталей, требующих регулирование глубины проплавления. Такая сварка уменьшает долю участия основного металла в металле шва. При наплавке черных металлов цветными обеспечивается минимальная глубина проплавления.
Металл нагревается непрерывно, поскольку постоянно существует одна из трех совокупных дуг - одна независимая дуга, горящая между вольфрамовыми электродами, и две зависимых дуги, горящие между изделием и электродами.
Недостатками известного способа и устройства является недостаточно высокая эффективность процесса сварки, а также невозможность обеспечения качественного сварного соединения для изделий различной толщины.
Техническая задача.
Задачей настоящей группы изобретений является улучшение качества сварного соединения за счет повышения точности управления выходными параметрами источника питания в широком диапазоне регулирования сварочного тока.
Поставленная задача решается за счет того, что в способе дуговой сварки трехфазной дугой, включающем сварку в среде инертного газа и использование двух зависимых дуг между изделием и каждым из неплавящихся электродов и одной независимой дуги между неплавящимися электродами переменного тока, каждую из которых питают от отдельной фазы трехфазного тока, в соответствии с изобретением, в каждый момент времени обеспечивают горение не менее двух дуг, и, по крайней мере, зависимые дуги питают фазными токами, имеющими форму прямоугольных импульсов прямой и обратной полярности регулируемой частоты и амплитуды.
Причем ширина прямоугольных импульсов прямой полярности меньше ширины импульсов обратной полярности.
Поставленная задача решается также за счет того, что в устройстве для дуговой сварки, представляющем собой источник питания, содержащий блок управления и три цепи, каждая из которых состоит из последовательно соединенных выпрямителя и инвертора, и выполненный с возможностью соединения входом с источником энергии, а выходом с дуговым генератором (сварочной цепью), в соответствии с изобретением источник питания снабжен вторичными цепями и высокочастотными трансформаторами, при этом трансформаторы по входу соединены с каждой из трех цепей устройства, а по выходу соединены со вторичными цепями, каждая из которых содержит выпрямитель, дроссель и инвертор, причем выходы инверторов вторичных цепей соединены по схеме «треугольник».
Каждый инвертор вторичной цепи выполнен с возможностью выдачи прямоугольных импульсов тока, регулируемой частоты и амплитуды.
Каждый инвертор вторичной цепи выполнен с возможностью выключения и включения в нужный момент времени и выдачи импульса необходимой полярности.
Блок управления выполнен в виде микропроцессора.
Технический результат от использования всех существенных признаков изобретения заключается в улучшении качества сварного соединения за счет повышения точности управления выходными параметрами источника питания в широком диапазоне регулирования сварочного тока.
Стабильное горение как минимум двух дуг значительно улучшает качество сварного соединения и при этом обеспечивает высокую производительность процесса. Питание, по крайней мере, зависимых дуг фазными токами, имеющими форму прямоугольных импульсов прямой и обратной полярности регулируемой частоты и амплитуды, обеспечивает стабильность повторного возбуждения дуг во всем диапазоне регулирования смены частоты полярности. Стабильность повторного возбуждения дуг оказывает влияние на повышение качества сварного шва и сварного соединения деталей.
Наличие высокочастотных генераторов, соединенных по входу с каждой из трех цепей устройства, а по выходу соединенных со вторичными цепями, содержащими выпрямитель, дроссель и инвертор, где выходы инверторов вторичных цепей соединены по схеме «треугольник», позволяет обеспечить точность управления выходными параметрами источника питания в широком диапазоне регулирования сварочного тока, что влияет на качество сварных швов при осуществлении способа.
Время прохождения тока через 0 при прямоугольной форме тока (меандр) стремиться к 0, что оказывает положительное влияние на стабильность горения дуг трехфазного факела, и приводит к улучшению качества сварного шва.
Наличие инверторов вторичной цепи обеспечивает прямоугольную форму импульсов прямой и обратной полярности.
Регулирование частоты смены полярности импульсов с помощью блока управления, выполненного в виде микропроцессора, обеспечивает высокое качество сварного шва при сварке изделий любой толщины.
Управление амплитудой импульсов как прямой, так и обратной полярности позволяет исключить появление постоянной составляющей сварочного тока вне зависимости от рода свариваемого материала.
Управление шириной прямоугольных импульсов - ширина прямоугольных импульсов «прямой полярности» с изделия на электрод меньше ширины импульсов «обратной полярности» с электрода на изделие (при сварке изделий из легких сплавов) улучшает катодную очистку окисной пленки, повышает скорость сварки и увеличивает стойкость неплавящихся вольфрамовых электродов.
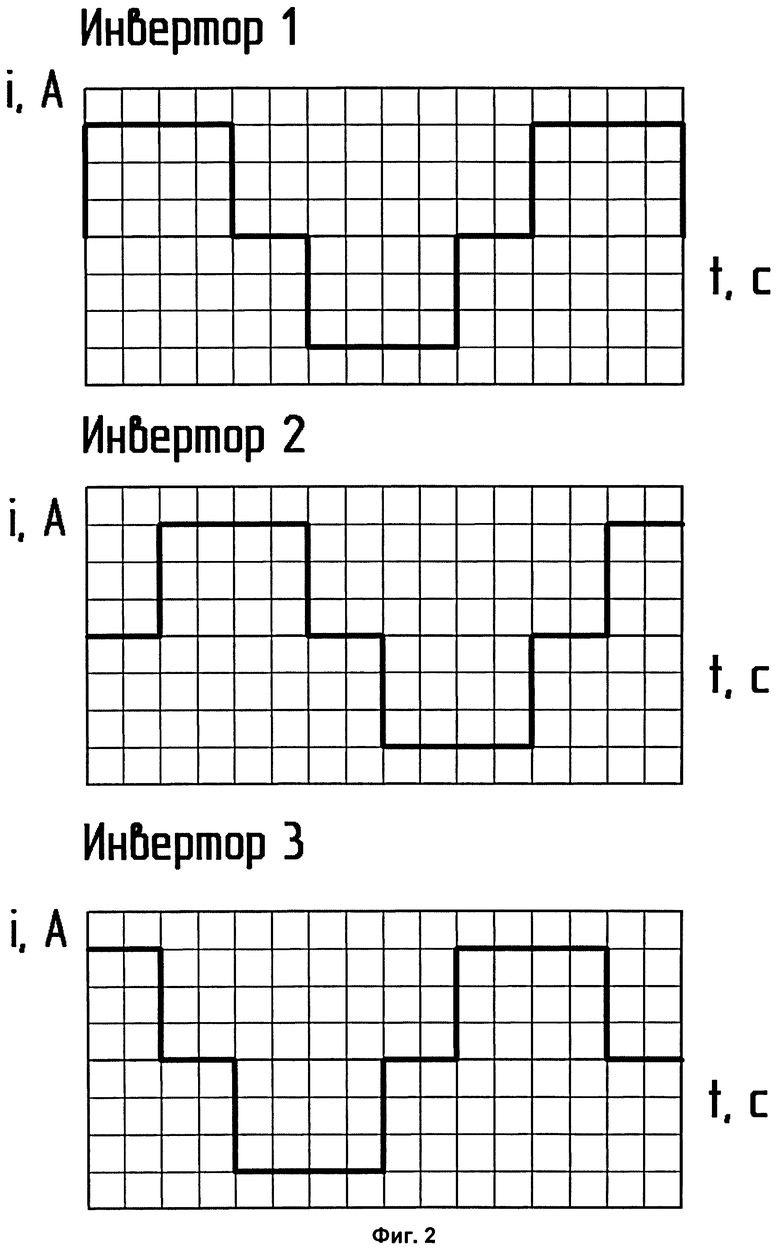
Фиг.1 - функциональная схема установки для дуговой сварки;
Фиг.2 - форма тока инверторного источника питания для дуговой сварки.
Вариант осуществления заявленного изобретения.
Устройство для дуговой сварки представляет собой источник питания для осуществления способа дуговой сварки трехфазной дугой.
Способ дуговой сварки трехфазной дугой включает сварку в среде инертного газа и использование двух зависимых дуг между изделием и каждым из неплавящихся электродов и одной независимой дуги между неплавящимися электродами переменного тока. Каждую дугу питают от отдельной фазы трехфазного тока. В каждый момент времени обеспечивают горение не менее двух дуг. По крайней мере, зависимые дуги питают фазными токами, имеющими форму прямоугольных импульсов прямой и обратной полярности регулируемой частоты и амплитуды.
Устройство содержит блок управления 1, выполненный в виде микропроцессора, и три цепи A, B, C. Каждая из цепей состоит из последовательно соединенных выпрямителя 2A, 2B, 2C и инвертора 3A, 3B, 3C. Цепи выполнены с возможностью соединения входом с источником энергии (условно не показан). Каждая из цепей соединена с высокочастотным трансформатором 4A, 4B, 4C, соединенным с соответствующей вторичной цепью. Каждая вторичная цепь содержит выпрямитель 5A, 5B, 5C, дроссель 6A, 6B, 6C и инвертор 7A, 7B, 7C. Выходы инверторов 7A, 7B, 7C вторичных цепей соединены по схеме «треугольник» с возможностью соединения с дуговым генератором 8 (сварочной цепью). Дуговой генератор 8 (сварочная цепь) состоит из двух электродов и свариваемого изделия.
Каждый инвертор 7A, 7B, 7C вторичной цепи выполнен с возможностью выдачи прямоугольных импульсов тока, регулируемой частоты и амплитуды.
Каждый инвертор 7A, 7B, 7C вторичной цепи выполнен с возможностью выключения и включения в нужный момент времени и выдачи импульса необходимой полярности.
Пример использования.
Показатели работы инверторов 7A, 7B, 7C вторичной цепи по амплитуде, частоте прямоугольных импульсов тока и напряжению контролируются с помощью обратной связи блоком управления 1 (микропроцессором), вырабатывающим управляющие сигналы. На блок управления 1 подаются сигналы со стандартных датчиков (не показаны) частоты тока, формы тока, напряжения, амплитудного значения тока и других.
Сетевое переменное напряжение подается на выпрямители первичной цепи 2A, 2B, 2C. Выпрямленное напряжение подается на инверторы 3A, 3B, 3C первичной цепи, которые обеспечивают преобразование его в переменное высокочастотное. Такая мера необходима для уменьшения габаритов силовых высокочастотных трансформаторов 4A, 4B, 4C, на которые подается напряжение с выхода инверторов 3A, 3B, 3C. Трансформаторы 4A, 4B, 4C высокое напряжение преобразуют в низкое напряжение, безопасное для сварщика и достаточное для надежного поджига и стабильного горения сварочной дуги. С выхода трансформаторов 4A, 4B, 4C, пониженное напряжение подается на выпрямители 5A, 5B, 5C вторичной цепи, выполненные в виде диодных мостов. Затем проходит через дроссели 6A, 6B, 6C для сглаживания пульсаций выпрямленного напряжения и поступает на инверторы 7A, 7B, 7C вторичной цепи. Инверторы 7A, 7B, 7C вторичной цепи необходимы для получения прямоугольных импульсов тока и возможности регулирования частоты сварочного тока.
Предлагаемое устройство для дуговой сварки - инверторный источник питания - (см. Фиг.1) позволяет сформировать оптимальную выходную характеристику следующим образом. Измеренное среднее значение тока на выходе каждого инвертора 7A, 7B, 7C вторичной цепи сравнивается с напряжением задания, полученным в результате перемножения напряжения уставки тока и управляющего сигнала. В качестве управляющего сигнала используется результат вычитания выходного напряжения и заданного фиксированного напряжения. Результат сравнения выходного тока с напряжением задания преобразуется в длительность периода управляющих импульсов, которые в качестве обратной связи управляют каждым инвертором 7A, 7B, 7C. Управляющие импульсы подаются с блока управления 1 на инверторы 3A, 3B, 3C для открытия и закрытия силовых ключей инверторов, с помощью чего задается частота работы инвертора и регулируется амплитуда прямоугольных разнополярных импульсов.
В процессе обработки информационные сигналы, пропорциональные выходному напряжению источника и току сварки, формируют управляющее воздействие на величину уставки выходного тока со стороны сигнала, пропорционального выходному напряжению. Таким образом осуществляется привязка выходного тока к конкретной величине выходного напряжения, что позволяет изменять вольт-амперную характеристику при изменении величины уставки выходного тока и поддерживать неизменным отношение тока короткого замыкания к рабочему току во всем диапазоне изменений уставки сварочного тока. Такая выходная характеристика обеспечивает оптимальный сварочный ток в широком диапазоне значений, а значит, позволяет сваривать детали в широком диапазоне толщины.
Как показали испытания, за счет повышения точности управления выходными параметрами источника питания в широком диапазоне регулирования частоты смены полярности импульсов сварочного тока обеспечивается высокое качество сварных соединений, а также улучшение катодной очистки окисной пленки (при сварке и наплавке изделий из легких сплавов), повышение скорости сварки и увеличение стойкости электродов.
Существенная проблема, заключающаяся в предотвращении короткого замыкания инвертированных фазных токов, была решена путем смещения во времени (фазный угол) разнополярных токовых импульсов (полуволн) каждой фазы за счет введения инверторов 7A, 7B, 7C вторичной цепи (см. фиг.2). Управление амплитудой и частотой сварочного тока, а также последовательностью горения фазных дуг трехфазного факела осуществлялось с помощью блока управления 1, выполненного в виде программируемого микроконтроллера. Задание сварочных параметров, их изменение в режиме реального времени и по заданным программам, а также контроль осуществляются с единого блока управления, дополнительно снабженного дисплейным экраном и клавиатурой.
Гарантия стабильности горения зависимых дуг на проблемных «околонулевых» значениях тока сварки решается за счет наличия инверторов 7A, 7B, 7C вторичной цепи, создающих кривые фазных токов в форме прямоугольных разнополярных импульсов с частотой смены полярности от значения более 0 до номинального (фиг.2). Частота смены полярности и величина амплитуды импульсов как прямого, так и обратного регулируется с блока управления. Прямоугольная форма импульсов фазных токов обеспечивает почти мгновенный переход с одной полярности на другую через «ноль». Именно этот эффект в сочетании с тем, что в одном факеле горят одновременно не менее двух дуг, обеспечивая непрерывность ионизации дугового промежутка, позволил получить гибкую и совершенную регулировку параметров и устойчивость горения.
В предлагаемом источнике питания трехфазной дуги проблема свариваемости различных материалов решается путем управления амплитудой прямой и обратной «полуволны» (прямоугольных импульсов) в каждой фазе источника, что позволило исключить появление постоянной составляющей сварочного тока вне зависимости от рода свариваемого материала. Причем изменять амплитуду разнополярных импульсов можно отдельно в каждой фазе и таким образом, что будут наблюдаться импульсы, только одной какой-либо полярности, или наоборот, можно получать амплитуду тока обеих полярностей одинаковую по значению во всех трех фазах. Такая возможность управления фазными токами при сохранении стабильности горения фазных дуг во всем диапазоне изменения мощности дуги выгодно, с технологической точки зрения, отличает спроектированное оборудование от классического трехфазного источника питания, позволяет сваривать любые конструкционные материалы и обеспечивать высокую стойкость вольфрамовых электродов.
В результате испытаний установлено, что предлагаемым сварочным инструментом (дугой) можно выполнять технологические операции сварки, наплавки, пайки, предварительного подогрева изделий из стали, алюминия, магния и меди, а также пластмасс, обеспечивая широкий диапазон изменения его мощности и устойчивости выделения тепловой энергии.
Предлагаемые способ и устройство позволяют в полной мере регулировать тепловые процессы в сварном соединении. Применение программных блоков управления сварочным током, импульсные режимы сварки, плавность регулирования параметров существенно расширяют технологические возможности сварочной дуги, но устойчиво происходит это только в определенном диапазоне изменения тока сварки. Это связано с тем, что имеющиеся источники питания не обеспечивают безусловное горение дуги при значениях тока, близких к нулевым (от 10 А до значения > 0), особенно при сварке сплавов на основе алюминия и магния на переменном токе. Как показали ранее проведенные исследования именно управление выделяемой мощностью дуги в момент окончания кристаллизации сварочной ванны, когда ток сварки приближается к нулю, позволяет в значительной степени снизить вероятность появления в ней дефектов в виде трещин или усадочных раковин.
Эта проблема решена за счет создания фазных токов в форме прямоугольных разнополярных импульсов с частотой смены полярности от значения более 0 до номинального. Частота смены полярности и величина амплитуды импульсов как прямого, так и обратного значения регулируется с блока управления. Прямоугольная форма кривых фазных токов обеспечивает почти мгновенный переход с одной полярности на другую через «ноль». Именно этот эффект в сочетании с тем, что в одном факеле горят не менее двух дуг, обеспечивая непрерывность ионизации дугового промежутка, позволило получить очень гибкий, практически идеальный, с точки зрения регулировки параметров и устойчивости горения, сварочный инструмент.
Современная микроэлектроника позволяет отказаться от проектирования сварочных трансформаторов на основе активных материалов - электротехнической меди и «трансформаторного железа» - и использовать более совершенные схемы инвертирования тока первичной силовой цепи в сварочный ток. Применяя эти схемы, спроектирован и изготовлен инверторный источник питания, который по своим габаритам и весу почти в четыре раза стал меньше аналогичного по мощности классического трехфазного источника питания.
Инверторный источник питания для сварки трехфазной дугой показал себя как универсальный, широко технологичный, качественно новый и гибкий инструмент для электродуговой обработки различных конструкционных материалов.
Устройство может быть изготовлено с применением современных аппаратных средств и технологий. Способ может быть осуществлен как с помощью описанного устройства, так и с помощью иных аналогичных устройств.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ | 2011 |
|
RU2467846C2 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2022 |
|
RU2797673C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ РАЗНОПОЛЯРНЫМИ ПРЯМОУГОЛЬНЫМИ ИМПУЛЬСАМИ ТОКА | 1998 |
|
RU2135336C1 |
| Способ импульсной дуговой сварки | 1986 |
|
SU1449273A1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
| Источник питания для дуговой сварки | 1990 |
|
SU1699736A1 |
| Устройство для дуговой сварки прямоугольными разнополярными импульсами тока | 1987 |
|
SU1551484A1 |
| Устройство для дуговой сварки переменным током | 1985 |
|
SU1299725A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1147531A1 |
| Устройство для электродуговой сварки | 1989 |
|
SU1660886A1 |
Группа изобретений относится к сварочной технике, а именно к способу и источнику питания для электродуговой сварки трехфазной дугой. Источник питания содержит блок управления, выполненный в виде микропроцессора, и три цепи, каждая из цепей состоит из последовательно соединенных выпрямителя и инвертора, и они выполнены с возможностью соединения входом с источником энергии. Каждая из цепей соединена с высокочастотным трансформатором, соединенным с соответствующей вторичной цепью. Каждая вторичная цепь содержит выпрямитель, дроссель и инвертор. Выходы инверторов вторичных цепей соединены по схеме «треугольник» с возможностью соединения со сварочной цепью, которая состоит из двух электродов и свариваемого изделия. Каждый инвертор вторичной цепи выполнен с возможностью выдачи прямоугольных импульсов тока, регулируемой частоты и амплитуды и выключения и включения в нужный момент времени и выдачи импульса необходимой полярности. Сварку осуществляют в среде инертного газа и с использованием двух зависимых дуг между изделием и каждым из неплавящихся электродов и одной независимой дуги между неплавящимися электродами переменного тока, которые питают от отдельной фазы трехфазного тока. В каждый момент времени обеспечивают горение не менее двух дуг. Зависимые дуги питают фазными токами, имеющими форму прямоугольных импульсов прямой и обратной полярности регулируемой частоты и амплитуды. 2 н. и 3 з.п. ф-лы, 2 ил., 1 пр.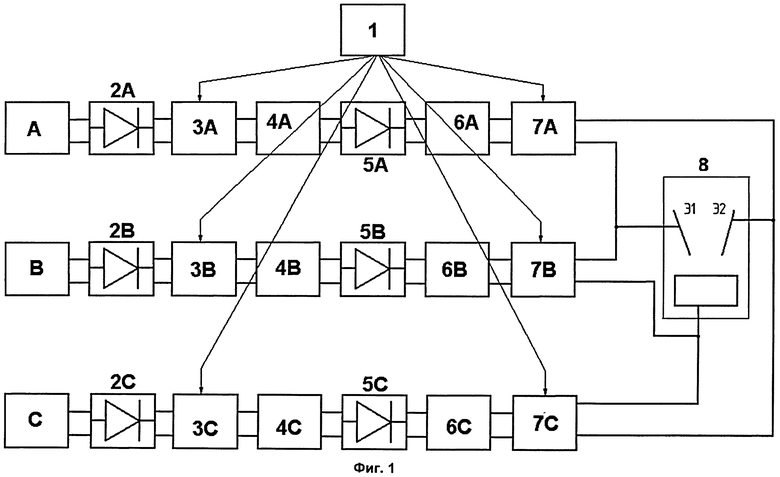
1. Способ дуговой сварки трехфазной дугой, включающий сварку в среде инертного газа и использование двух зависимых дуг между изделием и каждым из неплавящихся электродов и одной независимой дуги между неплавящимися электродами переменного тока, каждую из которых питают от отдельной фазы трехфазного тока, отличающийся тем, что в каждый момент времени обеспечивают горение не менее двух дуг, и, по крайней мере, зависимые дуги питают фазными токами, имеющими форму прямоугольных импульсов прямой и обратной полярности регулируемой частоты и амплитуды.
2. Способ по п. 1, отличающийся тем, что ширина прямоугольных импульсов прямой полярности меньше ширины импульсов обратной полярности.
3. Источник питания для дуговой сварки трехфазной дугой, содержащий блок управления и три цепи, каждая из которых состоит из последовательно соединенных выпрямителя и инвертора, и выполненный с возможностью соединения входом с источником энергии, а выходом со сварочной цепью, отличающийся тем, что он снабжен вторичными цепями и высокочастотными трансформаторами, при этом каждый из высокочастотных трансформаторов входом соединен с соответствующей из трех цепей, а выходом соединен с соответствующей вторичной цепью, каждая из которых содержит выпрямитель, дроссель и инвертор, причем выходы инверторов вторичных цепей соединены по схеме «треугольник».
4. Устройство по п. 3, отличающееся тем, что каждый инвертор вторичной цепи выполнен с возможностью выдачи прямоугольных импульсов тока, регулируемой частоты и амплитуды.
5. Устройство по п. 3, отличающееся тем, что каждый инвертор вторичной цепи выполнен с возможностью выключения и включения в заданный момент времени и выдачи импульса необходимой полярности.
| Способ получения нанопорошка сложного никель-кобальтового оксида со структурой шпинели | 2021 |
|
RU2756678C1 |
| Способ сварки трехфазной дугой | 1990 |
|
SU1798077A1 |
| RU20802224C1,27.05.1997 | |||
| Способ управления сварочными источниками питания инвертарного типа и устройство для его осуществления | 1983 |
|
SU1119799A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Под редакц | |||
| К.К.ХРЕНОВА "Словарь-справочник по сварке", Наукова Думка, Киев ,1974, с.139-140 | |||

