- Изобретение относится к сварочному производству, а именно к источникам питания для многопостовой дуговой сварки.
Цель изобретения - экономия электроэнергии и повышение электробезопасности.
На чертеже изображена структурная схема устройства для многопостовой сварки.
Устройство получает питание от источника 1 переменного тока. В состав устройства входят дежурная сварочная установка 2, включаемые по мере надобности сварочные установки 3, 4 и 5, цепи 6 и 7 питания сварочных установок, сварочные посты 8, цепи 9 и 10 питания сварочных постов, тиристор- ные отключатели в цепях высокого напряжения 11, 12 и 13 и в цепях низкого напряжения 14, 15 и 16 сварочных установок 3, 4 и 5, датчики 17, 18 и 19, отклю- чатель, например, тиристорный 20 в цепи питания дежурной сварочной установки 2, блок 21 управления тйристорным отключателем 20 дежурной сварочной установки содержащий конденсаторы 22 и 23, резисторы 24 и 25, диоды 26 и 27; разделительный трансформатор 28 и понижающий маломощный трансформатор 29.
Сварочные установки 3, 4 и 5 с помощью датчиков 17, 18 и 19 и тиристорных отклю- чателей 11 -16 автоматически включаются по мере нарастания и отключаются по мере снижения общей нагрузки на сварочных постах 8. Датчики 17, 18 и 19 выбраны с разными выходными параметрами, обеспечивая включение необходимого в данный момент количества сварочных установок 3, 4 и 5 полупроводниковыми отключателями 11 -16 при различных нагрузках на сварочных постах 8.
В цепи питания дежурной сварочной установки 2 установлен полупроводниковый тиристорный отключатель 20, управляемый блоком 21 управления.
Управляющие импульсы блок 21 управления получает от разделительного трансформатора 28 после замыкания электродом цепи . па одном из сварочных постов 8.
Устройство работает следующим образом.
Перед началом проведения сварочных работ схема устройства подключается к сети переменного тока или к электростанции. При этом под напряжением оказывается только первичная обмотка маломопдного понижающего трансформатора 29. Как только на одном из сварочных постов 8 сварщик прикоснется сварочным электродом к свариваемому изделию, цепь, состоящ.ая из последовательно соединенных первичной обмотки разделительного трансформатора 28 и вторичной обмотки понижающего трансформатора 29, замкнется и по этим обмоткам пойдет ток. Напряжение с вторичной обмотки разделительного трансформатора 28 поступает в блок 21 управления, тиристоры отключателя 20 открываются и подается напряжение сети на первичную обмотку де0
5
0
5
0
0
5
0
5
журной сварочной 2, а на сварочные посты 8 - )O4Hoe напряжение. Сварочный ток расплавляет металл сварочного электрода, и сварщик, поддерживая устойчивую дугу, ведет сварку на одном из сварочных постов 8.
При начале работ enie на одном сварочном посту токовая нагрузка з цепи 6 питания сварочных установок возрастает и один из датчиков 17, достигнув предела срабатывания, подает сигнал необходимой величины ма открывание тиристорных от- ключателей 11 и 14. включив таким образом сварочную установку 3 в общую цепь 9 питания сварочных постов 8. При дальнейшем повышении нагрузки на сварочных постах 8, кроме ранее р,к, ;ючепнь х двух сварочных установок 2 и 3, аналогичным образом включается сваоочиая у;:таьч)вкЕ 4 и т.д. При napacTHin-in нагрузки па сварочных постах В по мере дос.тижгния порога срабат1 ваь ия определенным дат шком посредством тиристорных отключателей в общую цепь питания сварочных постов 8 автоматически включается все do/ioujee количество сварочных установок.
Как только прекращается сварка на одном пли нескольких сварочных постах 8, общая нагрузка в сети, г ктающей сварочные установки 2 и 3 и т.д., понижается и по мере понижения до порога срабатывания на одпом или нескольких датчиках 19, 18 и 17 происхо;,ит автоматическое выключение одной или нескольких сва:)оч,ных установок.
Пока ведется сварка хотя бы на од- i-iOM из сварочных постов 8, по вторичной обмотке маломоплно;о понижающего трансформатора 29 и первичной обмотке разделительного трапсфорг атора 28 протекает ток величины, достаточной для поддержания сигнала на упраь;.:яющих электродах тиристоров отключателя- 20, обеспечивая включенное состояние дежурной сварочной установки 2.
После прекращения сварки на всех сварочных постах 8 происходит резкое падение сигнала понижающего трансформатора 29 через разделительный трансформатор 28, что вызывает запирание тиристорного отключателя 20, и сварочная установка 2 отключается от сети питания.
Таким образом, после прекра1дения сварки на всех сварочных постах 8 к сети питания от источника 1 оказывается подключенной только первичная обмотка маломощного (до 50 Вт) понижаюи1его трансформатора 29, а на электрододержателях сварочных постов 8 будет низкое безопасное напряжение.
Обеспечивая автоматическое отключение от сети дежурной сварочной установки 2, как только прекратится сварка на всех сварочных постах 8, и автоматическое включение в сеть сварочной установки 2, как только один из сварщиков па сварочном посту
прикоснется сварочным электродом к свариваемому изделию, предлагаемое сварочное устройство позволяет экономить электроэнергию за счет резкого сокращения потерь холостого хода на дежурной сварочной установке 2. При этом обеспечивается полная электробезопасность сварщиков, так как исключена возможность нахождения их под напряжением холостого хода сварочной установки.
Сила тока сварочных постов 8 при необходимости регулируется балластными реостатами (например, РБ-300-1), устанавливаемыми у каждого сварочного поста.
Формула изобретения
Устройство для многопостовой сварки, содержащее параллельно соединенные сварочные установки, причем у всех, кроме дежурной, сварочных установок на входе и выходе подключены отключатели, соединенные с датчиками, при этом датчики соединены последовательно в цепь питания сварочных установок, а к выходам сварочных установок подключены параллельно соединенные сварочные посты, отличающееся тем, что, с целью экономии, электроэнергии и повышения электробезопасности, в него введены дополнительный отключатель, блок управления, понижающий и разделительный трансформаторы, при этом дополнительный отключатель включен в цепь питания дежурной сварочной установки, в цепь питания сварочных установок включен понижающий трансформатор, выход которого через разде- лите.тьный трансформатор подключен к сварочным постам, а выход разделительного трансформатора через блок управления подключен к дополнительному отключателю.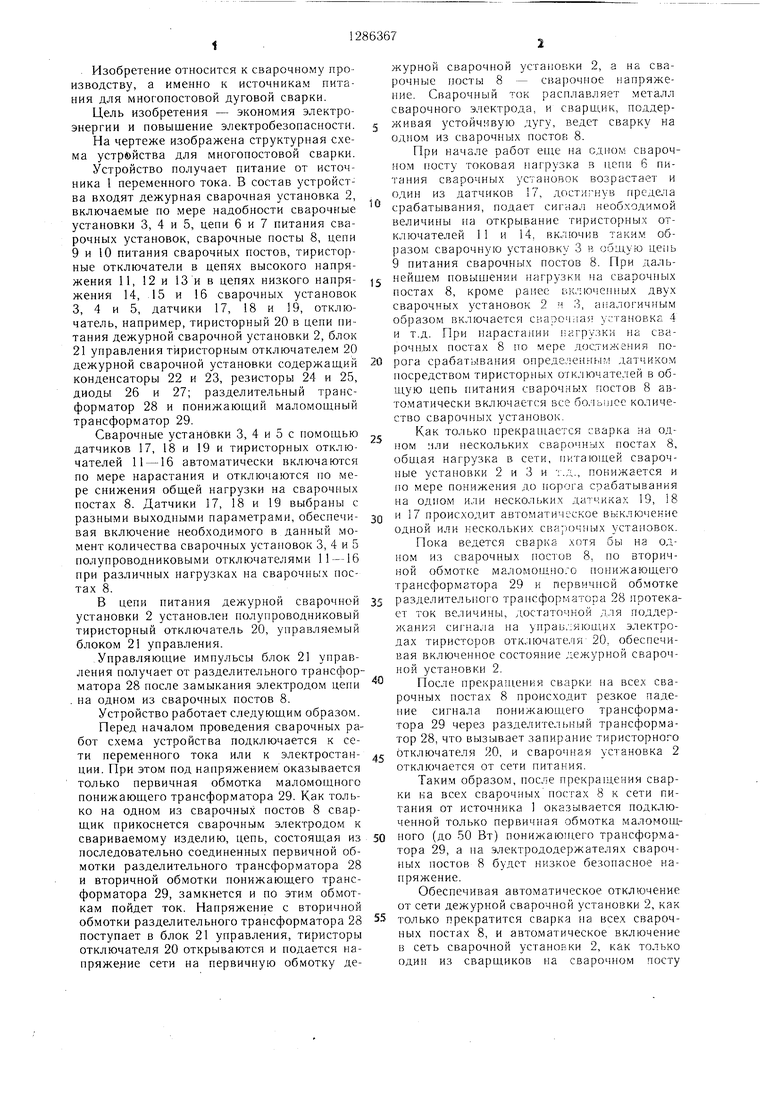
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопостовой источник питания для сварки на постоянном токе различной полярности | 1985 |
|
SU1362582A1 |
| Устройство для многопостовой контактной сварки | 1980 |
|
SU891286A1 |
| Устройство для стабилизации сварочной дуги переменного тока | 1987 |
|
SU1458121A1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| Устройство для многопостовой контактной сварки | 1981 |
|
SU998053A1 |
| Пусковое устройство ограничителя холостого хода сварочного трансформатора | 1988 |
|
SU1620239A1 |
| Многопостовой источник питания для сварки на постоянном токе различной полярности | 1978 |
|
SU697271A1 |
| Устройство для коммутации сварочного трансформатора | 1982 |
|
SU1080938A1 |
| Устройство для ограничения напряжения хо-лОСТОгО ХОдА СВАРОчНОгО пРЕОбРАзОВАТЕля | 1979 |
|
SU804277A1 |
| Источник питания для многопостовой дуговой сварки постоянным током | 1977 |
|
SU642100A1 |
Изобретение относится к области сварочного производства, а именно к источникам питания для многопостовои дуговой сварки. Изобретение позволяет экономить электроэнергию и повысить электробезопасность. В устройство для многопостовой дуговой сварки введены дополнительный отклю- чатель, блок управления, понижающий и разделительный трансформаторы. Включенный в первичную цепь дежурной сварочной установки дополнительный отключатель, управляемый блоком управления, авоматически включает и отключает дежурную сварочную установку соответственно при начале и окончании сварки. 1 ил. N3 00 о: оо О5 
28
сэ
1
у 26 Ф 24
/ -JSJL- -J L.
| Устройство для многопостовой сварки | 1981 |
|
SU1009667A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
