Изобретение относится к электронно-лучевой сварке металлов и их сплавов в условиях вакуума и может быть использовано при сварке металлов в промежуточном (в низком) вакууме.
Известен способ защиты сварочной пушки от продуктов испаряющегося металла, который осуществляют с помощью металлических экранов. Между сварочной пушкой и изделием устанавливают ленточные металлические заслонки (экраны) на разных расстояниях между собой таким образом, чтобы они взаимно перекрывали друг друга и при этом образовывали бы щель для прохождения электронного пучка. Образуемая низкотемпературная плазма во время сварочного процесса все время взаимодействует в условиях промежуточного вакуума с электронным пучком и тем самым снижает удельную мощность электронного пучка от 15 до 30% что и является одним из существенных недостатков известного способа, который осуществляют с помощью сложной и неудобной в эксплуатации конструкции.
Известен способ защиты только полости стыка свариваемых деталей. Электронный пучок пропускают через отверстие в планке, которую устанавливают между сварочной пушкой и изделием над плоскостью стыка. Этот способ и устройство для его осуществления не способны защитить электронный пучок от взаимодействия с низкотемпературной плазмой, которая образуется в условиях промежуточного вакуума в значительном количестве. Кроме того, во время сварочного процесса отверстие в планке необходимо все время совмещать с электронным пучком, что также является одним из существенных недостатков этого способа.
Известно устройство для защиты катодного узла сварочной пушки от продуктов испаряющегося материала, а также от ионной бомбардировки. Указанное устройство представляет собой сложную оптическую систему, смещающую ось электронного пучка относительно оси сварочной пушки параллельно стыка свариваемых деталей. Ввиду того, что плоскость стыка свариваемых деталей не находится под термокатодом сварочной пушки, во время сварочного процесса испаряющийся материал не способен достичь поверхности катода, но он все же входит в отверстие в пушке над стыком и конденсируется на стенках внутреннего объема сварочной пушки. Так как низкотемпературная плазма состоит из положительно заряженных и отрицательно заряженных электронов, то на выходе из сварочной пушки электронный пучок все же попадает в плазму и повергается ее воздействию. При этом ионный поток стремится достичь поверхности термокатода, но благодаря оптической системе искривляющей пучок этого не происходит.
Это устройство не обеспечивает организованное движение парового потока в сторону сварочной пушки. Не защищает электронный пучок от взаимодействия с низкотемпературной плазмой, образуемой в вакууме во время сварочного процесса, что и является существенным недостатком этого устройства.
Известен способ и устройство защиты от продуктов испаряющегося материала в процессе электронно-лучевой сварки. Указанное устройство содержит экран в виде полого усеченного конуса, который большим основанием установлен над зоной испарения материала и закрывает ее, тем самым увеличивая скорость движения парового потока, часть которого попадает на поверхность катода сварочной пушки, но при этом совершенно не обеспечивает защиту электронного пучка от взаимодействия с низкотемпературной плазмой, которая в обильном количестве образуется во время сварочного процесса в условиях низкого вакуума.
Потери удельной мощности электронного пучка достигают ≈30% что и является одним из существенных недостатков данного устройства и способа сварки в вакуумных условиях. Паровой поток, исходящий из сварочной ванны, устремляется в устройство защиты и частично конденсируется на стенках экрана, при этом низкотемпературная плазма не успевает сгруппироваться вокруг электронного пучка и не удерживается во взвешенном состоянии длительное время. Она мгновенно разрушается и не является защитной средой электронного пучка от взаимодействия с ней и с остаточными газами в сварочной вакуумной камере, что и является существенным недостатком данного устройства и осуществляемого способа сварки в низком вакууме.
Известен способ сварки, обеспечиваемый специальным устройством защиты.
Способ сварки, обеспечиваемый данным устройством, не учитывает, что у составляющих материала, испаряемых во время сварочного процесса, парциальные давления различные, а также и скорость движения элементарных частиц парового потока, так как во многих случаях число Маха больше единицы. Поэтому низкотемпературная плазма, транспортируемая потоком во внутренний объем устройства защиты, вступает во взаимодействие с электронным пучком и разрушается, чем и вызывается снижение удельной мощности электронного пучка, что и является существенным недостатком данного способа и устройства защиты от продуктов напыления.
Прототипом к предлагаемым способу и устройству является устройство для электронно-лучевой сварки, содержащее закрепленный на электронно-лучевой экран в виде полого усеченного конуса, обращенного большим основанием в сторону электронно-лучевой пушки, и лучепровод, установленный внутри экрана. Экран защищает катод электронно-лучевой пушки и стенки вакуумной камеры от напыления. Это устройство реализует способ электронно-лучевой сварки, при котором для защиты камеры и оборудования электронно-лучевой (установки) от паров испаряющегося при сварке материала устанавливают на электронно-лучевую пушку конусообразный экран с расположенным внутри него лучепроводом.
К недостаткам способа и устройства является взаимодействие низкотемпературной плазмы с электронным пучком, что снижает мощность электронного пучка.
Целью изобретения является устранение указанных недостатков.
Это достигается тем, что при проведении сварки в низком вакууме используют экран в виде двух усеченных конусов, жестко соединенных малыми основаниями, при этом, электронный пучок от паров испаряющегося свариваемого материала, в полости конуса, расположенного ближе к свариваемому изделию, создают вращающийся сгусток плазмы с каналом для прохода электронного пучка, а в полости другого конуса вокруг электронного луча создают стоячую волну паров испаряющегося свариваемого материала, параметры стоячей волны и вращающегося сгустка плазмы регулируют в зависимости от свариваемого материала.
Способ осуществляют с помощью устройства, закрепленного на электронно-лучевой пушке в виде экрана, содержащего полые усеченные конуса и лучепровод, установленный внутри экрана, обращенного большим основанием в сторону электронно-лучевой пушки, при этом полые конусы сопряжены меньшими основаниями, наружная поверхность лучепровода выполнена конической с вершиной конуса, расположенного в плоскости малых оснований экрана, а угол конуса наружной поверхности лучепровода выбран в пределах 8о ≅ α ≅ 68о.
Проведенные исследования показывают, что в известных технических решениях отсутствуют решения, предлагаемые в этом изобретении.
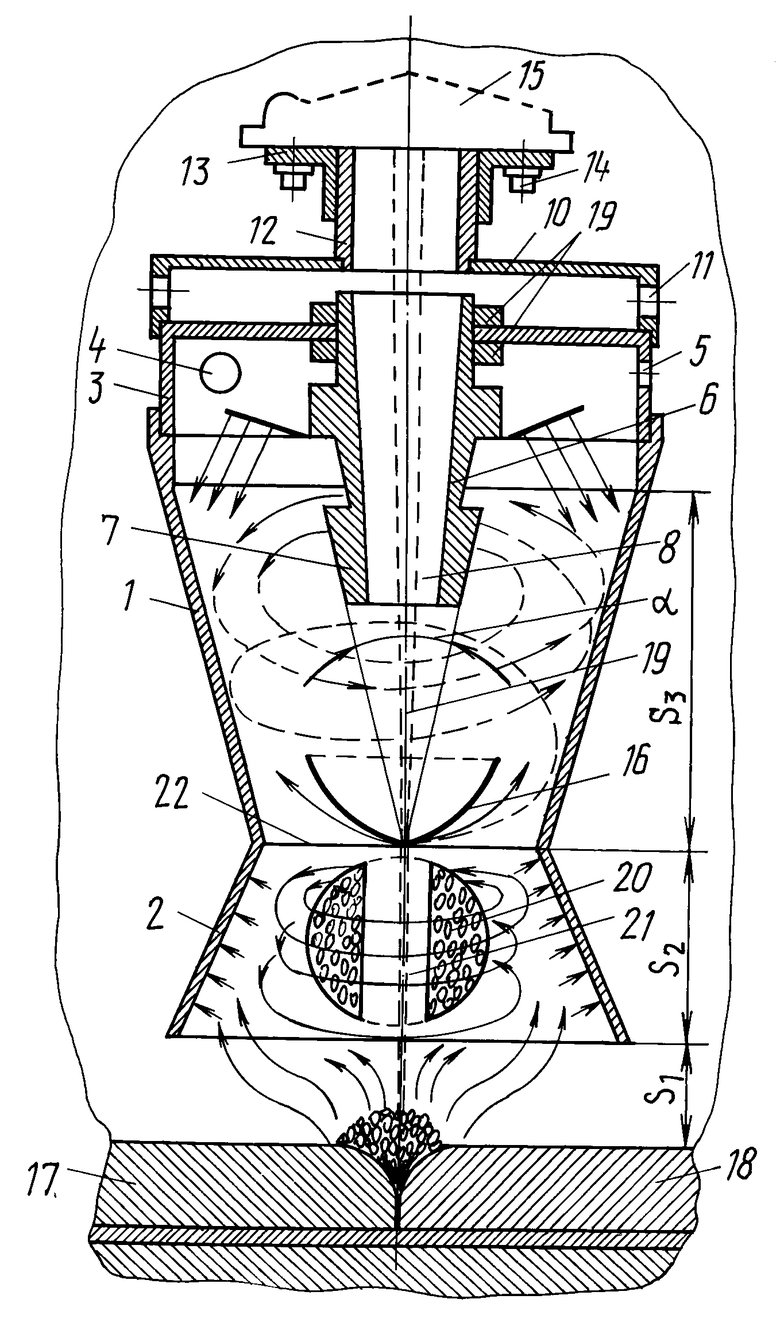
На чертеже представлена схема устройства, с помощью которого осуществляют способ защиты электронного пучка от взаимодействия с низкотемпературной плазмой, образуемой во время сварочного процесса в условиях низкого вакуума.
Устройство состоит из усеченных экранов 1 и 2, камеры 3 с отверстиями 4 и 5, лучепровода 6 с конической сужающейся поверхностью 7 и отверстием 8, двух крепежных гаек 9, камеры 10 с отверстиями 11, лучепровода 12 с хомутом 13, крепежных элементов 14, с помощью которых устройство крепится к сварочной пушке 15, свариваемых деталей 17 и 18, меньшего основания 22 усеченного экрана 1.
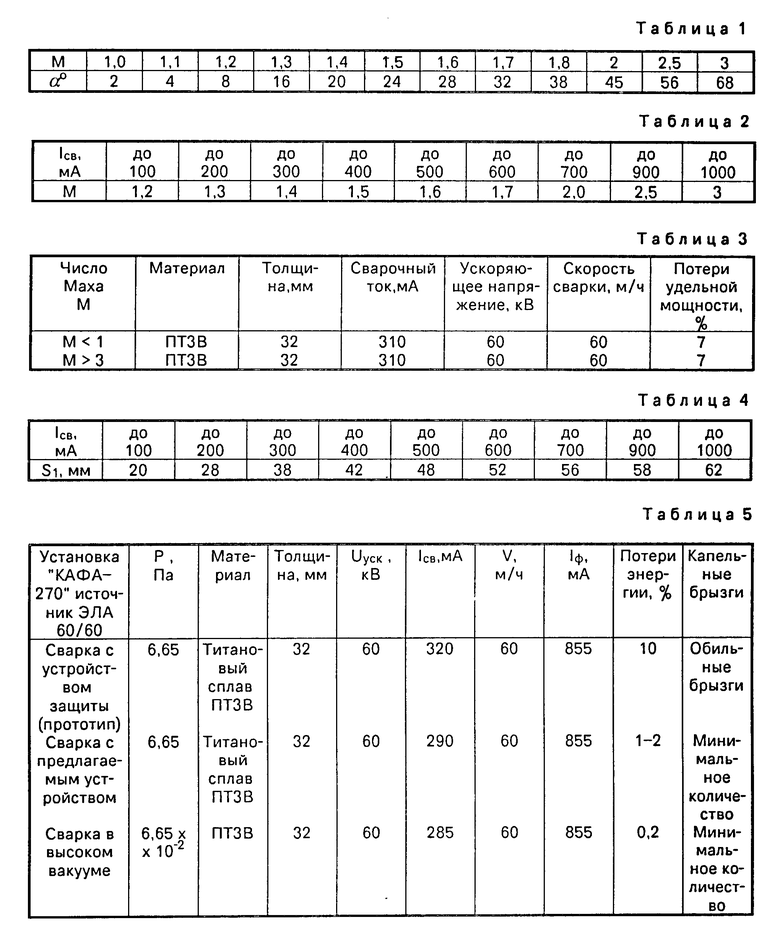
Устройство собирается и работает в следующей последовательности. Первоначально в зависимости от материала свариваемых деталей монтируют лучепровод 6 с требуемым углом α, который выбирается в зависимости от скорости движения парового потока из сварочной ванны. Эта зависимость представлена в табл. 1, которая составлена на основании обработки экспериментальных данных.
Прежде чем установить основные технические параметры, необходимо определить сварочный режим. В зависимости от величины сварочного тока определяют число Маха. Данные сведены в табл. 2. Определив число Маха, по табл. 1 выбирают лучепровод, который устанавливают в устройство.
В практической деятельности значениями α < 4 не пользуются и поэтому в табл. 2 значения числа Маха начинаются с М 1,2.
Практически угол α не может быть больше 68о, так как при этом число Маха должно стать больше 3, что при сварочном процессе обеспечить невозможно.
Минимальное значение угла α также характеризуется значением числа Маха, которое не может быть меньше единицы. В этом случае невозможно полностью сгруппировать плазму вокруг электронного пучка и снизить потери удельной мощности более чем на 50% Кроме того, габариты устройства вырастают в несколько раз и займут весь промежуток между пушкой и изделием. Поэтому и определены граничные значения угла α, которые проверены экспериментально, (см. табл. 1), т.е. 8о ≅ α ≅ 68о.
В зависимости от режимов сварочного процесса согласно табл. 1 и 2 внутри усеченного экрана 1 создают во время сварочного процесса стоячую волну 16 (см. чертеж), параметры которой регулируют (определяют) за счет изменения угла наружной поверхности лучепровода 6. Эти значения получены экспериментально и обобщены. Зная величину сварочного тока по табл. 2, устанавливают число Маха, а затем по табл. 1 в зависимости от величины числа Маха устанавливают в экране 1 лучепровод 6 с требуемым углом α с помощью которого получают из паров испаряющегося материала регулируемую стоячую волну.
В табл. 3 приведены значения сварочных параметров.
Анализ значений сварочных параметров в табл. 3 показывает, что при М < 1 и при М > 3 потери удельной мощности пучка значительные.
После определения основных параметров лучепровод 6 с помощью гаек 9 устанавливают в усеченном экране 1 таким образом, чтобы вершина усеченного конуса располагалась на основании 22. Затем к усеченному экрану 1 стыкуют усеченный экран 2, а камеру 3 соединяют с камерой 10, к которой крепят лучепровод 12 с хомутом 13. С помощью крепежных элементов 14 устройство монтируют на торцевой поверхности сварочной пушки 15 и в зависимости от сварочного тока устанавливается расстояние S1 устройства от поверхности свариваемых деталей 11 и 12 (см. табл. 4).
Затем сварочную камеру откачивают до давления, например, 6,65 Па, а сварочную пушку до давления 6,65˙10-3 Па. После этого начинают сварочный процесс.
Паровой поток выходя из сварочной ванны по параболической винтовой траектории устремляется во внутренний объем насадки 2, впереди которого движется взрывная волна. Частота вскрытия сварочной ванны 104-106 Гц. Взрывная волна чувствует вершину усеченного конуса лучепровода 6 и задолго до встречи с ней начинает свое торможение, образуя стоячую объемную волну 16, которая совмещается со скачком уплотнения при переходе площади занимаемым основанием 22 усеченного экрана 1. Эти два физических явления заставляют низкотемпературную плазму, выбрасываемую из канала проплавления и образуемую вокруг сварочной ванны, концентрироваться вокруг электронного пучка 19 в усеченном экрана 2. За счет вращения парового потока происходит и вращение плазмы, которая группируется в объемно-пульсирующий сгусток 20 с внутренним сквозным каналом 21, через который проходит электронный пучок 19.
Вся энергия вращающегося сгустка уходит на работу, связанную с его вращением и с вращением парового потока. Поэтому температура нагрева насадки (материал сталь 12Х18Н9Т) не превышает 300оС, хотя температура парового потока достигает 3000оС и более. Закручиванию парового потока помогают два отверстия 4 и 5, выполненные в камере 3 в одной плоскости под углом 120о относительно друг друга. При этом диаметр отверстия 4 в два раза больше диаметра отверстия 5. С помощью отверстия 11 предварительно откачивается внутренний объем камеры 10 и лучепровода 12.
Образовавшийся сгусток плазмы 20 удерживается во взвешенном состоянии на протяжении всего сварочного процесса, защищая электронный пучок 19 от взаимодействия с остаточными газами в сварочной камере, а также от взаимодействия с элементарными частицами плазмы, удерживая их на достаточном расстоянии от электронного пучка.
Элементы парового потока спокойно конденсируются на внутренних стенках устройства без диффундирования во внутреннюю структуру металла усеченного экрана 2 и усеченного экрана 1. По окончании сварочного процесса конденсат легко удаляется со стенок устройства.
Пример выполнения указанного способа приведен в табл. 5.
Результаты экспериментальных исследований, приведенные в табл. 5, показывают, что потери удельной мощности электронного пучка при сварке в условиях низкого вакуума на токах до 320 мА примерно составляют 10% а с применением нового типа устройства защиты около 1-2%
Сравнительные оценочные потери удельной мощности электронного пучка проводились по условиям сварки в высоком вакууме на одних и тех же режимах и на одном и том же материале при давлении в сварочной камере 6,65˙10-2 Па. Также снижены до минимума капельные брызги, которые обильны при сварке титановых сплавов. Кроме того, устройство полностью ликвидирует электрические пробои и предохраняет стенки сварочной камеры от конденсации на их поверхности продуктов испаряющегося материала во время сварочного процесса.
Таким образом, впервые в мировой практике осуществлены защита электронного пучка от взаимодействия с низкотемпературной плазмой в условиях низкого вакуума, а также удержание плазмы во взвешенном состоянии на протяжении всего сварочного процесса, что до сих пор не удалось осуществить как в нашей стране, так и за рубежом.
Предлагаемый способ и устройство для его осуществления опробованы на действующих промышленных установках КАФА-270 и ЭЛУ-9Б. Удержание плазмы и ее вращение зафиксировано с помощью скоростной киносъемки.
Изобретение открывает широкие возможности в смежных областях науки и техники, так как во время вращения плазменного сгустка происходит сепарация парового потока на составляющие его элементы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1992 |
|
RU2036761C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2105407C1 |
| ПЛАЗМЕННОЕ УСТРОЙСТВО | 1992 |
|
RU2045133C1 |
| Устройство защиты катода электронно-лучевой пушки и стенок вакуумной камеры от напыления | 1987 |
|
SU1761409A1 |
| Устройство для электронно-лучевой сварки | 1986 |
|
SU1366335A1 |
| Устройство защиты катодного узла электронно-лучевой сварочной пушки | 1986 |
|
SU1409436A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 1998 |
|
RU2134928C1 |
| ЭЛЕКТРОННЫЙ ПРОЖЕКТОР ЭЛЕКТРОННО-ЛУЧЕВОЙ ПУШКИ | 1995 |
|
RU2093918C1 |
| Устройство для электронно-лучевой сварки | 1989 |
|
SU1722745A1 |
| ИНЖЕКТОР ЭЛЕКТРОНОВ С ВЫВОДОМ ЭЛЕКТРОННОГО ПУЧКА В СРЕДУ С ПОВЫШЕННЫМ ДАВЛЕНИЕМ И ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА НА ЕГО ОСНОВЕ | 2007 |
|
RU2348086C1 |
Использование: электронно-лучевая сварка металлов и сплавов в условиях низкого вакуума. Сущность изобретения: для защиты камеры и оборудования от паров испаряющегося при сварке материала устанавливают на электронно-лучевую пушку экран с расположенным внутри него лучепроводом. Сварку ведут в низком вакууме. Экран выполнен в виде двух усеченных конусов, жестко соединенных малыми основаниями. Электронный пучок защищают от испаряющегося свариваемого материала в полости конуса, расположенного ближе к свариваемому изделию, создавая вращающийся сгусток плазмы с каналом для прохода электронного пучка. В полости другого конуса вокруг электронного пучка создают стоячую волну паров испаряющегося свариваемого материала. Параметры стоячей волны и вращающегося сгустка плазмы регулируют в зависимости от свариваемого материала. 2 с. п. ф-лы, 1 ил. 5 табл.
| Огнетушитель | 0 |
|
SU91A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
