f In -frri
со
4
со
Ci
Изобретение относится к электроннолучевой сварке, а именно к оборудованию электронно-лучевой сварки, предназначенного для защиты катодного узла электронно-лучевой сварочной пушки и стенок вакуумной камеры от продуктов испарения свариваемого материала.
Целью изобретения является увеличение надежности защиты катодного узла с одновременной защитой стенок вакуумной камеры от продуктов испарения путем создания непрерывно функционирующего динамического градиента температур между свариваемой деталью и внутренней поверхностью усеченного конуса.
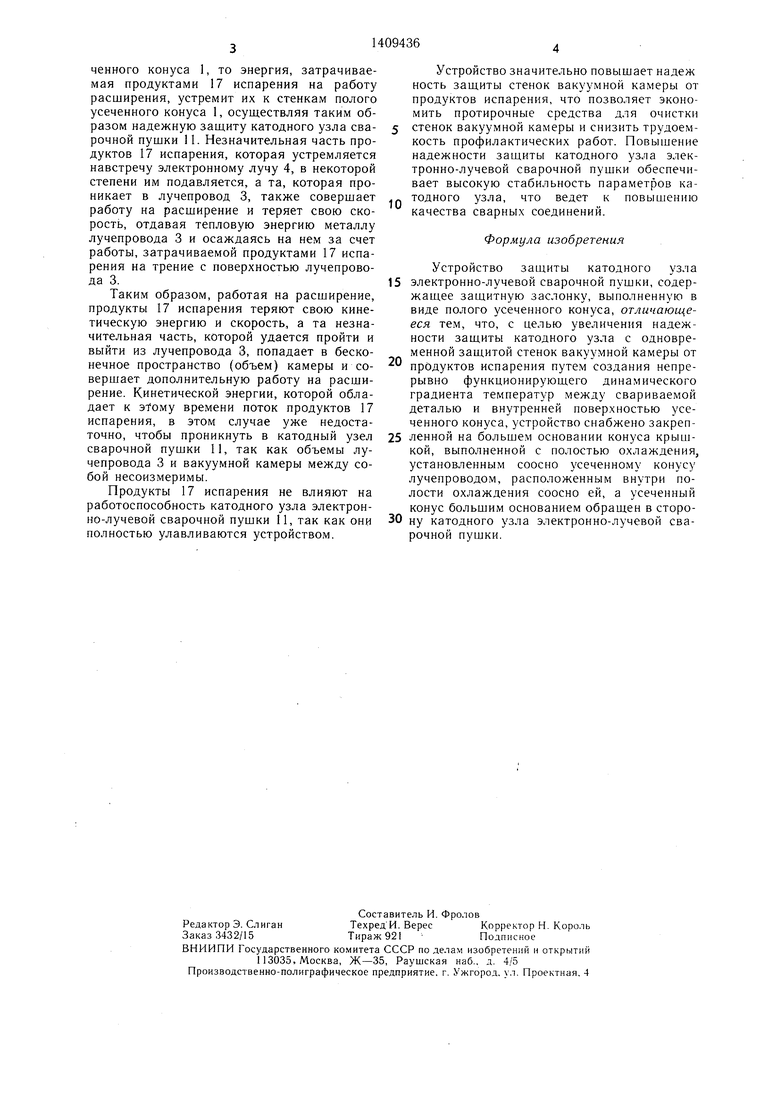
На чертеже изображена схема устройст- 15 ва защиты катодного узла электроннолучевой сварочной пущки.
На полый усеченный конус 1 установлена крыщка 2, на которой закреплен лу- чепровод 3 для прохождения электронного луча 4, и выполнена герметичная полость 5 для циркуляции хладагента 6. С помощью шпилек 7, хомута 8, крепежных элементов 9 и 10 устройство крепится к торцовой поверхности электронно-лучевой сварочной пушки 11. Для увеличения надежности защиты от продуктов испарения катодного узла пущки 11 на торцовую поверхность лучепровода 3 установлена накидная пробка 12 с тонкой торцовой стенкой 13. Осевое
Устройство работает следующим образом. Перед сваркой ка.мера герметизируется и откачивается до давления не менее 10
мм рт. ст. Затем в герметичную полость 5 по дается хладагент 6, например газообразный азот. В начальный момент сварки электронный луч 4 в торцовой стенке 13 накидной пробки 12 прожигает отверстие, равное его проходному сечению в этой плоскости. В момент сварки давление над сва10 рочной ванной повышается порядка до мм рт. ст. Ввиду того, что усеченный конус 1 и лучепровод 3 с накидной пробкой 12 выполнены из материалов, теплопроводность которых отличается от друна на несколько порядков, то и температура нагрева этих элементов под воздействием паров металла за единицу времени разная, учитывая непрерывное охлаждение стенок за счет циркуляции хладагента 6, снимающего и отводящего тепло20 вую нагрузку, которая осуществляется парами металла. Образуется температурный градиент между стенками камеры и сварочной ванной жидкого металла, а также между сварочной ванной и внутренней поверхностью усеченного конуса 1, охлаждаемой герметичной полостью 5, в которой циркулирует хладагент 6, например, газообразный азот. Ввиду того, что температурный градиент между ванной и внутренней поверхностью усеченного конуса 1
25
перемещение лучепровода 3 регулируется
„, . Ifи чп значительно выще, чем между стенками кагаиками 14. Кроме этого, на чертеже обоз- jU„„
начены расстояния: а - расстояние от меньшего основания усеченного конуса 1 до свариваемых деталей 15 и 16; b - расстояние от торцовой стенки 13 накидной пробки 12, до свариваемых деталей 15 и 16; L. - расстояние от торца электроннолучевой сварочной пушки 11 до свариваемых деталей 15 и 16.
В зависимости от расстояния L торца электронно-лучевой сварочной пушки 11 от свариваемых деталей 15 и 16 расстояния а и b могут регулироваться крепежными
элементами 9 и 10. Для регулировки от- нощения расстояния а и 6 используются сменные накидные пробки 12, которые в случае оплавления легко заменяются.
Расстояние а устанавливается в интервале от 1 до 3 мм, а расстояние b - в интервале от 10 до 15 мм. Для улучшения тепломассообмена между внутренней поверхностью усеченного конуса 1 и сварочмеры и сварочной ванной, то продукты 17 испарения устремляются во внутренний объем усеченного конуса, где охлаждаются и оседают на его стенках.
Так как усеченный конус 1 обращен
35 меньшим основанием в сторону свариваемых деталей 15 и 16, то продукты 17 испарения, попадая во внутренний объем конуса 1, совершают работу на расширение и под воздействием температурного градиента всасываются во внутренний объем конуса. Если усеченный конус 1 установить большим основанием над сварочной ванной, то из-за отсутствия эффекта расширения цельнонаправленного всасывания продуктов 17 испарения происходить
45 не будет.
Таким образом, почти вся масса продуктов 17 испарения устремляется к внутренней поверхности усеченного конуса 1, и только незначительная часть осаждается на наружной поверхности лучепровода 3.
40
ной ванной усеченный конус 1, крышка 2 50 Происходит надежная защита катодного узи лучепровод 3 выполняются из материала с хорошей теплопроводностью, например, из меди, а для предохранения лучепровода 3 от оплавления он выполняется из нержавеющей стали, например, из стали 12Х18Н10Т. Шпильки 7 и крепежные элементы 9 и 10 и хомут 8 также изготавливаются из нержавеющей стали 12Х18Н10Т (I2X18H9T).
ла сварочной пущки 11.
Сопротивление движению продуктов 17 испарения в отверстие меньшего основания полого усеченногв конуса 1 и в отверстие в торцовой стенке 13 накидной пробки 12 обратно 55 пропорционально отношению площадей этих отверстий в случае расположения отверстий в одной плоскости. Так как отверстие в накидной пробке 12 расположено внутри усе5
Устройство работает следующим образом. Перед сваркой ка.мера герметизируется и откачивается до давления не менее 10
мм рт. ст. Затем в герметичную полость 5 по дается хладагент 6, например газообразный азот. В начальный момент сварки электронный луч 4 в торцовой стенке 13 накидной пробки 12 прожигает отверстие, равное его проходному сечению в этой плоскости. В момент сварки давление над сва0 рочной ванной повышается порядка до мм рт. ст. Ввиду того, что усеченный конус 1 и лучепровод 3 с накидной пробкой 12 выполнены из материалов, теплопроводность которых отличается от друна на несколько порядков, то и температура нагрева этих элементов под воздействием паров металла за единицу времени разная, учитывая непрерывное охлаждение стенок за счет циркуляции хладагента 6, снимающего и отводящего тепло0 вую нагрузку, которая осуществляется парами металла. Образуется температурный градиент между стенками камеры и сварочной ванной жидкого металла, а также между сварочной ванной и внутренней поверхностью усеченного конуса 1, охлаждаемой герметичной полостью 5, в которой циркулирует хладагент 6, например, газообразный азот. Ввиду того, что температурный градиент между ванной и внутренней поверхностью усеченного конуса 1
5
jU„„
меры и сварочной ванной, то продукты 17 испарения устремляются во внутренний объем усеченного конуса, где охлаждаются и оседают на его стенках.
Так как усеченный конус 1 обращен
35 меньшим основанием в сторону свариваемых деталей 15 и 16, то продукты 17 испарения, попадая во внутренний объем конуса 1, совершают работу на расширение и под воздействием температурного градиента всасываются во внутренний объем конуса. Если усеченный конус 1 установить большим основанием над сварочной ванной, то из-за отсутствия эффекта расширения цельнонаправленного всасывания продуктов 17 испарения происходить
45 не будет.
Таким образом, почти вся масса продуктов 17 испарения устремляется к внутренней поверхности усеченного конуса 1, и только незначительная часть осаждается на наружной поверхности лучепровода 3.
40
50 Происходит надежная защита катодного узла сварочной пущки 11.
Сопротивление движению продуктов 17 испарения в отверстие меньшего основания полого усеченногв конуса 1 и в отверстие в торцовой стенке 13 накидной пробки 12 обратно 55 пропорционально отношению площадей этих отверстий в случае расположения отверстий в одной плоскости. Так как отверстие в накидной пробке 12 расположено внутри усеценного конуса 1, то энергия, затрачиваемая продуктами 17 испарения на работу расширения, устремит их к стенкам полого усеченного конуса 1, осуществляя таким образом надежную защиту катодного узла сварочной пушки 11. Незначительная часть продуктов 17 испарения, которая устремляется навстречу электронному лучу 4, в некоторой степени им подавляется, а та, которая проникает в лучепровод 3, также совершает работу на расширение и теряет свою скорость, отдавая тепловую энергию металлу лучепровода 3 и осаждаясь на нем за счет работы, затрачиваемой продуктами 17 испарения на трение с поверхностью лучепровода 3.
Таким образом, работая на расширение, продукты 17 испарения теряют свою кинетическую энергию и скорость, а та незначительная часть, которой удается пройти и выйти из лучепровода 3, попадает в бесконечное пространство (объем) камеры и совершает дополнительную работу на расширение. Кинетической энергии, которой обладает к эт ому времени поток продуктов 17 испарения, в этом случае уже недостаточно, чтобы проникнуть в катодный узел сварочной пушки 11, так как объемы лучепровода 3 и вакуумной камеры между собой несоизмеримы.
Продукты 17 испарения не влияют на работоспособность катодного узла электронно-лучевой сварочной пушки 11, так как они полностью улавливаются устройством.
0
Устройство значительно повышает надеж ность защиты стенок вакуумной камеры от продуктов испарения, что позволяет экономить протирочные средства для очистки стенок вакуумной камеры и снизить трудоемкость профилактических работ. Повышение надежности защиты катодного узла электронно-лучевой сварочной пушки обеспечивает высокую стабильность параметров катодного узла, что ведет к повышению качества сварных соединений.
Формула изобретения
20
Устройство защиты катодного узла 15 электронно-лучевой сварочной пушки, содержащее защитную заслонку, выполненную в виде полого усеченного конуса, отличающееся те.м, что, с целью увеличения надежности защиты катодного y3via с одновременной защитой стенок вакуумной камеры от продуктов испарения путем создания непрерывно функционирующего динамического градиента температур между свариваемой деталью и внутренней поверхностью усеченного конуса, устройство снабжено закреп- 25 ленной на большем основании конуса крышкой, выполненной с полостью охлаждения, установленным соосно усеченному конусу лучепроводом, расположенным внутри полости охлаждения соосно ей, а усеченный конус большим основанием обращен в сторо- 30 ну катодного узла электронно-лучевой сварочной пушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство защиты катода электронно-лучевой пушки и стенок вакуумной камеры от напыления | 1987 |
|
SU1761409A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047445C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1992 |
|
RU2036761C1 |
| Устройство для электронно-лучевой сварки | 1986 |
|
SU1366335A1 |
| Устройство для электронно-лучевой сварки | 1989 |
|
SU1722745A1 |
| Устройство для защиты стенок вакуумной камеры от напыления | 2021 |
|
RU2773203C1 |
| Способ защиты катода электронно- лучевой пушки | 1978 |
|
SU725844A1 |
| Установка для электронно-лучевой сварки | 1987 |
|
SU1438936A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1516280A1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ ПУШКА | 2012 |
|
RU2518502C1 |
Изобретение относится к электронно- , 1учевой сварке, а именно к оборудованию электронно-лучевой сварки, предназначенному для защиты катодного узла электронно-лучевой сварочной пун1ки и стенок вакуумной камеры от продуктов испарении свариваемого материала. Цель изобретения -- увеличение надежности защиты катодного узла с одновре.менной защитой стенок вакуумной камеры от нродуктов испарения путем создания непрерывно функционирующего динамического градиента температур между свариваемой деталью и внутренней поверхностью усеченного конуса. Непрерывно функционирующий динамический температурный градиент устанавливается между внутренней повер.хностью полого усеченного конуса I и наружной повер.хностью свариваемой детали. Это достигается путем установкн на конусе 1 крыи1ки 2 с лучег роводом 3 д.тя прохождения электронного луча 4 к стыку свариваемы.ч деталей. Вокруг стыка по герметичной полости 5 циркулирует хладагент 6. Устройство полностью у.1 г.лнвает продукты нспаре- ния, иск.почая iix проникновение в катодный узел сварочной пушки. Это ведет к стабильности па|)аметров катодного уз.ит, а тем самым и к повьппению качества сварных соединений. Снижается количес.во осаждаемых продуктов обработки на стенках вак -умпо1 камеры, что приводит к снижению трудоемкости профилактических работ noii;-::-n4 экономить протирочные средства дл - Чютки стенок. 1 ил. ел
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Патент США № 3444350, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИСХОДНОГО МАТЕРИАЛА ДЛЯ СЕЛЕКЦИИ ДУШИСТОГО ГОРОШКА ПО ОКРАСКЕ ЦВЕТКА | 1993 |
|
RU2041620C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
