Изобретение относится к области разработки электронных прожекторов для электронно-лучевых пушек, используемых при сварке и термообработке металлов и их сплавов.
Известны конструкции электронных прожекторов, которые отличаются друг от друга способностью группировать поток электронов в пучок, двигающийся в зависимости от абсолютной величины ускоряющего напряжения с различными скоростями в сторону обрабатываемого изделия (Н.Н. Рыкалин и др. Основы электронно-лучевой обработки материалов. М. Машиностроение, 1978, с. 16). На рис. 6 схематически изображен электронный прожектор, состоящий из катодного узла и анода, выполненного со сквозным отверстием, который состоит из двух частей: входной конический и выходной цилиндрический.
Недостатком подобной конструкции электронного прожектора является неспособность анодного блока за счет ускорения движения потока электронов менять удельную мощность пучка при постоянном ускоряющем напряжении.
Известны конструкции электронных прожекторов сварочных пушек, в которых после электронного прожектора устанавливаются ускоряющие трубки (В.В. Башенко. Электронно-лучевые установки. Л. Машиностроение, 1972, с. 80 94). Электронный прожектор в этих устройствах состоит из катода, прикатодного электрода, анода и ускоряющей трубки с внутренним коническим каналом для прохождения электронного пучка. В этих устройствах формирование и ускорение пучка происходит в трубке линейного ускорителя с напряженностью поля до 10 кВ/см. Обычно подобные конструкции применяются с ускоряющим напряжением от 100 до 250 кВ.
Недостатком этого прожектора является очень сложная конструкция всех его элементов, использование которых приводит к применению громоздких и дорогостоящих источников питания.
На основании проведенного анализа в качестве прототипа выбран электронный прожектор сварочной пушки, который приведен в книге В.В. Башенко "Электронно-лучевые установки".
Одним из существенных недостатков этой конструкции прожектора является невозможность увеличения глубины проплавления материала без увеличения ускоряющего напряжения при определенных значениях сварочного тока. При этом требуется замена источника питания и сварочной пушки.
Задачей данного изобретения является устранение перечисленных недостатков и создание электронного прожектора нового типа.
Эта задача решается за счет того, что в электронном прожекторе, содержащем катод, прикатодный электрод и анод с внутренним каналом для прохождения электронного пучка, внутренний канал анода имеет переменное сечение и выполнен в виде соединенных между собой цилиндрическим пояском конфузора и диффузора, обращенных своими входными отверстиями в сторону расположения катода электронного прожектора.
На чертеже приведена конструкция электронного прожектора электронно-лучевой пушки.
Указанное устройство состоит из катода 1, прикатодного электрода 2, электронагревателя 3, анода 4, состоящего из конфузора 5, цилиндрического пояска 6 и диффузора 7, установленных в корпусе 8 анода, держателя катода 9 и корпуса катода 10.
Электронный прожектор включается и работает в следующей последовательности. После сборки всех элементов электронного прожектора он устанавливается в верхний корпус 11 электронно-лучевой пушки, который крепится к нижней части 12 корпуса пушки. После этого внутренний объем 13 откачивается высоковакуумным насосом (на чертеже не показан) до давления 5•10-5 мм рт.ст. Во время сварочного процесса включается электронагреватель 3, и поток электронов пучка 14, вырабатываемых катодом 1 (изготовленным из лантаноборида), устремляется к щелевой разделке свариваемых деталей (на чертеже не показаны). Катод 1 нагревается до температуры порядка 1600oC, при которой происходит интенсивная эмиссия электронов с поверхности катода 1 (таблетки из лантаноборида). Попадая в конфузор 5, электроны пучка 14, пройдя цилиндрический поясок 6, в растворе диффузора 7 увеличивают скорость своего движения, значительно превышающую скорость звука.
Время прохождения расстояния между сварочной пушкой и свариваемым изделием сокращается. Потери удельной мощности электронного пучка уменьшаются за счет сокращения времени взаимодействия электронного пучка с низкотемпературной плазмой, которая образуется в изобилии в сварочной камере во время сварочного процесса, особенно в низком вакууме. Низкотемпературная плазма как бы пытается "растащить" электронный пучок. За счет этого физического явления увеличивается пятно контакта пучка со свариваемым изделием и, следовательно, уменьшается глубина проплавления.
Увеличение скорости движения электронного пучка с применением предложенной конструкции прожектора позволяет значительно уменьшить эффект, получаемый от взаимодействия низкотемпературной плазмы с пучком.
При работе сварочной пушки в условиях как высокого, так и низкого вакуума электроны пучка глубже проникают в щелевую разделку свариваемых деталей и тем самым позволяют увеличить глубину проплавления.
В таблице приведены сравнительные результаты сварочных процессов, проведенных на установках с источниками питания У-250 А и ЭЛА 60/60, со своими электронными прожекторами и с электронными прожекторами предложенной конструкции.
Как показывает анализ полученных результатов, применение электронного прожектора новой конструкции позволило значительно увеличить глубину проплавления свариваемых изделий как в условиях высокого вакуума, так и в условиях низкого (промежуточного) вакуума.
Экономический эффект от использования предлагаемого технического решения составит сотни миллионов рублей, так как значительно расширяются эксплуатационные характеристики действующих электронно-лучевых установок.
| название | год | авторы | номер документа |
|---|---|---|---|
| АКСИАЛЬНАЯ ЭЛЕКТРОННАЯ ПУШКА | 2011 |
|
RU2479884C2 |
| СПОСОБ АДАПТИВНОГО КОНТРОЛЯ ФОКУСИРОВКИ СВАРОЧНОГО ЭЛЕКТРОННОГО ЛУЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2012463C1 |
| МНОГОЛУЧЕВАЯ ЭЛЕКТРОННАЯ ПУШКА | 2006 |
|
RU2331135C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ЭЛЕКТРОННОЙ ПУШКИ С АНОДНЫМ БЛОКОМ СВЧ ЛАМПЫ О-ТИПА | 1993 |
|
RU2080683C1 |
| Газоразрядная электронная пушка для термообработки | 1990 |
|
SU1810926A1 |
| Электронно-лучевая пушка | 1981 |
|
SU1061640A1 |
| Электронно-лучевая пушка | 1981 |
|
SU948047A1 |
| ЭЛЕКТРОННАЯ ПУШКА СВЧ ПРИБОРА | 2007 |
|
RU2367052C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННОЙ ПУШКИ СВЧ ПРИБОРА О-ТИПА | 1993 |
|
RU2079921C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047445C1 |

Назначение: электронно-лучевые пушки, используемые при сварке и термообработке. Задачей изобретения является обеспечение возможности увеличения глубины проплавления материала без увеличения ускоряющего напряжения. Сущность изобретения: в электронном прожекторе, содержащем катод, прикатодный электрод и анод с внутренним каналом для прохождения электронного пучка, внутренний канал анода имеет переменное сечение и выполнен в виде соединенных между собой цилиндрическим пояском конфузора и диффузора, обращенных своими входными отверстиями в сторону расположения катода электронного прожектора. 1 ил., 1 табл.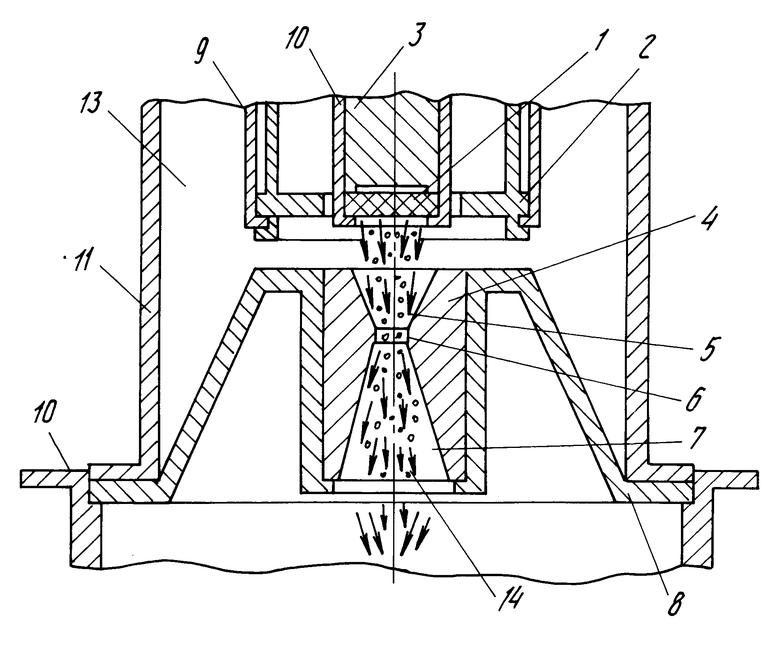
Электронный прожектор электронно-лучевой пушки, содержащий катод, прикатодный электрод и анод с внутренним каналом для прохождения электронного пучка, имеющим переменное сечение, отличающийся тем, что внутренний канал выполнен в виде конфузора и диффузора, соединенных между собой цилиндрическим пояском и обращенных своими входными отверстиями в сторону расположения катода, для ускорения электронов пучка.
| Рыкалин Н.Н | |||
| и др | |||
| Основы электронно-лучевой обработки материалов | |||
| - М.: Машиностроение, 1978, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Башенко В.В | |||
| Электронно-лучевые установки | |||
| - Л.: Машиностроние, 1972, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
