Изобретение относится к машиностроению, а именно к защите резьбовых соединений от коррозионно-усталостного разрушения.
Известен способ защиты резьбовых поверхностей от коррозионно-механического разрушения [1] согласно которому на защищаемую поверхность наносят покрытие.
Кроме того, известен способ повышения усталостной долговечности резьбовых соединений лазерным излучением [2] при котором лазерной термической обработке (ЛТО) подвергаются впадины резьбы-концентраторы напряжений как место зарождения трещины, приводящей к разрушению. Недостатком этого способа является низкая долговечность резьбового соединения в коррозионных средах из-за ускоренного коррозионно-усталостного разрушения мартенситной структуры упрочненного слоя.
Целью изобретения является повышение коррозионно-усталостной долговечности резьбовых соединений.
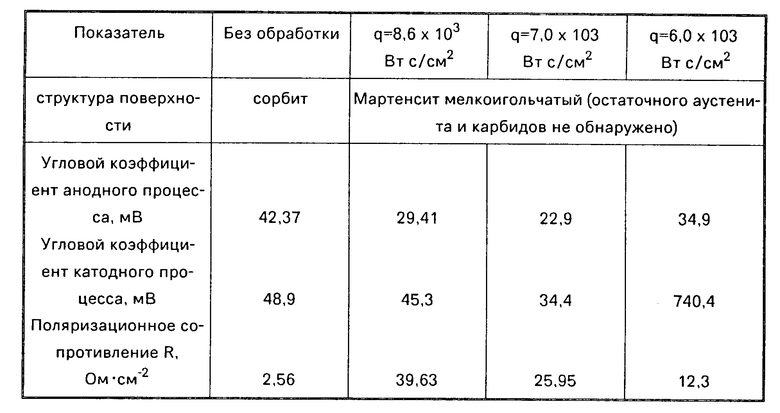
Указанная цель достигается тем, что ЛТО подвергаются и поверхности выступов резьбы, причем обоих элементов соединения с удельной погонной энергией q=(7-10,5) х 103 Дж/см2, а впадины с q=(4-6) х 103 Дж/см2. При этом под действием лазерного луча при удельных энергиях q=(7-10,5) x 103 Дж/см2 металл в области поглощения расплавляется. В зоне оплавления углерод частично выгорает, а также диффундирует в нижележащие нерасплавленные слои металла, где происходит закалка и концентрация углерода по объему образца. Зона, подвергнутая расплавлению, характеризуется почти полным отсутствием в ней углерода, в силу чего электрохимический потенциал (ЭХП) этой зоны приближается к ЭХП-лу чистого железа (660 мВ относительно хлорсеребрянного электрода сравнения). В результате стационарный ЭХП обработанной поверхности становится более электроотрицательным. При обработке при q=(4-6) x 103 Дж/см2 происходит закалка без фазового перехода. Металл в зоне обработки находится в области температур AC1<t<AC3. Вследствие этого выгорания и диффузии углерода обнаружено не было, а высокая дефектность структуры возникающего лазерно-закаленного слоя обусловливает облагораживание его ЭХП-ла (см. таблицу).
В результате этого ЭХП-выступов резьбы становится более электроотрицательным относительно ЭХП-ла впадин на (150-180) мВ. В силу разности потенциалов между выступами и впадинами сопряженных элементов резьбового соединения обеспечивается протекторная защита впадины резьбы (фиг. 1). Заштрихованная область на фиг. 1 лазерно-закаленный слой. Стрелками показано направление протекания тока коррозии при попадании в резьбовое соединение бурового раствора.
Отличие предлагаемого способа заключается в том, что дополнительно производится ЛТО поверхности выступов резьбы обоих элементов резьбового соединения на режимах, отличных от режимов обработки впадин резьбы, в результате которой на обработанной поверхности выступов формируется слой с гетерогенными электрохимическими свойствами, в силу чего стационарный электрохимический потенциал обработанной поверхности изменяется, возникает разность электрохимических потенциалов между поверхностями выступов и впадин резьбы, и обеспечивается протекторная защита концентраторов напряжений благодаря созданию искусственной гальванопары между обработанными поверхностями резьбового соединения.
Предлагаемый способ может быть осуществлен с помощью лазерного излучения по схеме, приведенной на фиг. 2. Устройство состоит из технологического лазера 1, поворотного зеркала 2, лазерной оптической головки 3 и стола 4 с универсальным приспособлением, обеспечивающим вращательное и поступательное движение обрабатываемого изделия относительно лазерного луча. Обрабатываемое изделие 5 расположено под лазерной головкой. При осуществлении предлагаемого способа лазерное излучение, фокусируясь линзой 3, попадает на поверхность резьбы. Необходимые значения удельной погонной энергии для выступа и впадины определяются экспериментально. Технологические параметры ЛТО выступов рассчитывались по уравнению
d  (1) где Р мощность лазерного излучения, Вт;
(1) где Р мощность лазерного излучения, Вт;
ηэф эффективный КПД лазерной обработки;
V скорость относительного перемещения, см/с;
d диаметр пятна, см.
Распределение мощности лазерного излучения в пятне нагрева имеет характер нормального распределения (Гаусса) и описывается уравнением
Pr(r)=Pme (2) где Pm мощность лазерного излучения в центре пятна нагрева, Вт;
(2) где Pm мощность лазерного излучения в центре пятна нагрева, Вт;
Pr мощность лазерного излучения в точке с радиусом r, Вт;
r радиальное расстояние данной точки от центра пятна;
k коэффициент сосредоточенности, характеризующий форму кривой нормального распределения.
Решая численно уравнения (1) и (2), определяют диаметр пятна лазерного излучения, при котором достигаются необходимые значения удельной погонной энергии
на выступе резьбы q=(7-10,5 x 103 Дж/см2;
на впадине резьбы q=(4-6) x 103 Дж/см2.
Под действием лазерного луча при удельной погонной энергии q=(7-10,5) x 103 Дж/см2 тонкий поверхностный слой выступа резьбы расплавляется и стационарный электрохимический потенциал этого слоя становится более электроотрицательным, чем электрохимический потенциал этой поверхности до ЛТО. Под действием лазерного луча при удельной погонной энергии q=(4-6) х 103 Дж/см2 происходит закалка из твердого состояния поверхности впадины резьбы, в результате чего стационарный электрохимический потенциал этой поверхности становится более электроположительным, чем электрохимический потенциал поверхности впадины до ЛТО.
Абсолютная величина разблагораживания и облагораживания стационарного электрохимического потенциала для разных марок стали различна, однако разность потенциалов пары поверхностей выступ-впадина резьбы она относительно постоянна, не зависит от марки стали и равна 160-220 мВ. Благодаря этому возникает направленный ток коррозии между выступом резьбы (протектором) и впадиной резьбы, что обеспечивает протекторную защиту впадины резьбы.
П р и м е р. Для реализации способа повышения коррозионно-усталостной долговечности резьбовых соединений предлагаемым способом использовался непрерывный газовый СO2 лазер мощностью 3,5 кВт и приспособление, управляемое системой ЧПУ. Лазерной обработке подвергалась поверхность замковой резьбы З-133 ГОСТ 5286-75, нарезанной на детали из конструкционной стали марки 40ХМФА. Схема фокусировки лазерного луча приведена на фиг. 2.
Режим лазерной обработки.
Диаметр пятна лазерного излучения 9 мм;
Скорость относительно перемещения облучаемой поверхности V=10 мм/с при мощности Р=3 кВт.
При этом режиме обеспечивалась глубина
упрочнения впадины (200-300) мкм и оплавления выступов (80-100) мкм.
Лазерной обработке было подвергнуто 12 образцов. Испытания на коррозионно-усталостную долговечность в синтетической морской воде замковых резьбовых соединений, подвергнутых ЛТО, описанной выше, показали повышение условного предела выносливости на 30-50%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДОТВРАЩЕНИЯ КОРРОЗИИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2061100C1 |
| СПОСОБ СОЕДИНЕНИЯ ЭМАЛИРОВАННЫХ ТРУБ | 1996 |
|
RU2109197C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСТАЛОСТНОЙ ХАРАКТЕРИСТИКИ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ И СВАРНЫХ СОЕДИНЕНИЙ | 1995 |
|
RU2095784C1 |
| ДРОССЕЛЬНЫЙ УЗЕЛ | 1995 |
|
RU2080507C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФАЗОВЫХ ДЕБИТОВ В НЕФТЯНОЙ СКВАЖИНЕ | 1996 |
|
RU2097554C1 |
| СПОСОБ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ ПЛАСТА СКВАЖИН | 1996 |
|
RU2105875C1 |
| СПОСОБ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1997 |
|
RU2122150C1 |
| СПОСОБ УПРОЧНЕНИЯ РЕЗЬБЫ | 2013 |
|
RU2554244C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФАЗОВЫХ РАСХОДОВ ГАЗОЖИДКОСТНОЙ СМЕСИ В ЭКСПЛУАТАЦИОННОЙ СКВАЖИНЕ | 1995 |
|
RU2085733C1 |
| СПОСОБ КОНТРОЛЯ ДВИЖЕНИЯ ПЛАСТОВОГО ФЛЮИДА В ЗАКОЛОННОМ ПРОСТРАНСТВЕ ЭКСПЛУАТАЦИОННОЙ СКВАЖИНЫ | 1995 |
|
RU2078923C1 |



Изобретение относится к машиностроению, а именно к защите резьбовых соединений от коррозионно-усталостного разрушения. Задачей является повышение коррозионно-усталостной долговечности резьбовых соединений. Сущность: подвергают дополнительной лазерной обработке поверхности выступов резьбы обоих элементов резьбового соединения на режимах, отличных от режимов обработки впадин резьбы, в результате чего на обработанной поверхности выступов резьбы формируется слой с гетерогенными электрохимическими свойствами и обеспечивается протекторная защиты концентраторов напряжений. 2 ил. 1 табл.
СПОСОБ ОБРАБОТКИ РЕЗЬБОВОГО ИЗДЕЛИЯ, включающий поверхностную лазерную закалку впадины зубьев, отличающийся тем, что дополнительно лазерной закалке подвергают поверхность выступов зубьев в режиме оплавления, при этом удельная погонная энергия лазерного излучения при воздействии на выступы в 1,75 1,8 раз больше, чем на впадины.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аракелов Г.А | |||
| Повышение качества замковых резьб лазерной обработкой, Диссертация, М.: МИНГ и ГП им | |||
| И.М | |||
| Губкина, 1987., 159 с. | |||

