Изобретение относится к машиностроению и может быть использовано во всех отраслях народного хозяйства.
Известен способ изготовления подшипников скольжения из бронзовой стружки.
Однако данный способ разработан для пористых, но не самосмазывающихся подшипников трения, поскольку в материал подшипника при изготовлении не вводится элемент смазки.
Наиболее близким к предлагаемому является способ изготовления пористого подшипника способного передавать жидкую смазку по капиллярным порам.
Данный способ изготовления подшипников скольжения из бронзовой стружки применим также только для изготовления пористых, но не самосмазывающихся подшипников. Поэтому вследствие своих технологических особенностей он не может быть применен для изготовления самосмазывающихся металлофторопластовых подшипников скольжения из бронзовой стружки.
Цель изобретения разработка такого способа, который бы позволил создавать самосмазывающийся износостойкий подшипник скольжения на основе медного антифрикционного материала.
Поставленная цель достигается тем, что в способе включающем холодное прессование и спекание, с целью повышения износостойкости изделия его вначале изготавливают с остаточной пористостью 20-25% с размерами пор 0,3-0,5 мм, а затем под давлением 1,5-2,0 т/см2 со стороны внутренней поверхности вводят в поры жидкий фторопласт марки "Фторопласт-4", с последующей сушкой изделия при температуре воздуха 18-20оС в течение 1,5 ч и дополнительной калибровкой наружной и внутренней поверхности методом протяжки. Изготовление изделий с указанной остаточной пористостью и размерами пор является наиболее оптимальными, обеспечивающими высокую механическую прочность и хорошую пропиточную способность.
Необходимость применения избыточного давления для пропитки диктуется в первую очередь тем, что фторопласт обладая довольно высокой вязкостью и низкой текучестью в поры размером до 0,5 мм не может войти самопроизвольно. К тому же этому препятствует находящийся в порах воздух. Введение фторопласта желательно проводить со стороны внутренней рабочей поверхности подшипника с целью полного заполнения всех пор смазкой, которая после высыхания образует на рабочей поверхности твердую антифрикционную пленку. С целью придания подшипнику точных размеров и дополнительного втирания твердой фторопластовой смазки в поры осуществляется последующая калибровка готового изделия.
Применение предлагаемого способа изготовления металлофторопластовых подшипников трения из бронзовой стружки позволит существенно повысить износостойкость подшипников трения, а также расширить сферу их применения, в тех областях, где из-за загрязнения графитом рабочих органов не допускается применение медно-графитовых подшипников.
П р и м е р. Изготавливались автостартерные подшипники скольжения из бронзовой стружки ОЦС-5-5-5 методом порошковой металлургии с остаточной пористостью 20-25% и размерами пор 0,3-0,5 мм. Спрессованные и спеченные детали заполнялись внутри жидким фторопластом, и под давлением 2,0 т/см2 с использованием пресса и специальной оснастки последний загонялся в поры. Контроль полной пропитки пор фторопластом осуществлялся по моменту выхода фторопласта на наружную поверхность. Затем пропитанные подшипники просушивали на открытом воздухе при температуре 20оС в течение 1,5 ч, после чего с использованием пресса и калибровочной пресс-формы осуществляли калибровку и втирание сухого фторопласта в поры.
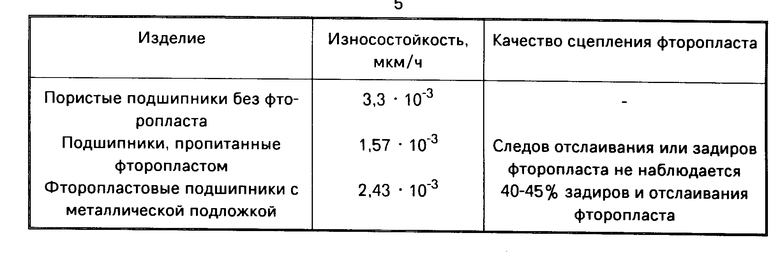
Контроль физико-механических свойств деталей осуществлялся путем замеров износостойкости и прочности сцепления фторопласта с металлом. Результаты испытаний приведены в таблице.
Как следует из таблицы, наиболее высокими физико-механическими свойствами по износостойкости обладают подшипники пропитанные фторопластом, у которых величина износа за один час испытаний в 2,1 раза меньше, чем у традиционных подшипников. У данных подшипников абсолютно отсутствует отслаивание и задиры фторопласта, которые как правило присутствуют у подшипников, изготовленных в виде напыленной мелкодисперсным порошком металлической подложки и пропитанной фторопластом. Сочетание прочного антифрикционного бронзового материала с фторопластом создает благоприятные условия скольжения для средне и тяжелонагруженных деталей, что абсолютно не приемлемо для чистой фторопластовой пленки, в результате чего износостойкость таких подшипников возрастает в 1,54 раза. Расширяются технологические возможности этих изделий за счет применения их в тяжелонагруженных узлах трения.
Отсутствие эффекта отслаивания и задиров увеличивает долговечность предлагаемых изделий на 35-40% что является весьма существенным фактором при эксплуатации техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения металлофторопластового материала с сетчатым антифрикционным слоем | 2018 |
|
RU2686969C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВЫХ АНТИФРИКЦИОННЫХ МАТЕРИАЛОВ | 2009 |
|
RU2438829C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ МЕТАЛЛОФТОРОПЛАСТОВОЙ ЛЕНТЫ | 2002 |
|
RU2286231C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ С ВЫСОКИМИ ХАРАКТЕРИСТИКАМИ | 2001 |
|
RU2267034C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО АРМИРОВАННОГО ФТОРОПЛАСТОВОГО АНТИФРИКЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2384412C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ С БРОНЗОВЫМ СЛОЕМ С РИФЛЕНОЙ ПОВЕРХНОСТЬЮ ДЛЯ ПРОПИТКИ ФТОРОПЛАСТОВОЙ ПАСТОЙ | 2020 |
|
RU2764531C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМБИНИРОВАННОГО МЕТАЛЛОФТОРОПЛАСТОВОГО МАТЕРИАЛА | 2004 |
|
RU2277997C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МЕТАЛЛОФТОРОПЛАСТОВОГО МАТЕРИАЛА | 2002 |
|
RU2212307C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО МАТЕРИАЛА | 2004 |
|
RU2277998C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО АНТИФРИКЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2389585C2 |
Сущность изобретения: способ изготовления самосмазывающегося металлофторопластового подшипника скольжения состоит в том, что из бронзовой стружки изготавливают втулку с остаточной пористостью 20 25% и размером пор 0,3 0,5 мм, а затем под давлением 1,5-2,0 т/см2 пропитывают жидким фторопластом с последующей сушкой и калибровкой изделия при комнатной температуре. Способ позволяет в 2,1 раза повысить износостойкость по сравнению с существующими стружковыми подшипниками и на 30 40% увеличить их долговечность за счет уменьшения отслаивания и задиров фторопластовой пленки. 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ САМОСМАЗЫВАЮЩЕГОСЯ МЕТАЛЛОФТОРОПЛАСТОВОГО ПОДШИПНИКА СКОЛЬЖЕНИЯ, включающий прессование и спекание, отличающийся тем, что в качестве исходного материала используют бронзовую стружку, прессуют втулку до пористости 20 25% с размерами пор 0,3 0,5 мм, после спекания проводят сквозную пропитку жидким фторопластом с внутренней стороны втулки под давлением 1,5 2,0 т/см2, сушку при 18 20oС в течение 1,5 ч и последующую калибровку наружной и внутренней поверхностей методом протяжки.
| Конструкционные материалы | |||
| Справочник/под ред.Б.Н.Арзамасова | |||
| М.: Машиностроение, 1990, с.183. |
