Предлагаемое изобретение относится к области пропитки изделий, имеющих дефекты (поры) литья, пропиточными композициями.
Известна установка для пропитки деталей по авт. св. N 1122424.
Недостатком указанного прототипа является то, что при перетекании пропиточной композиции из одной емкости в другую происходит в конечной стадии процесса смешивание композиции с воздухом, композиция насыщается его пузырьками -- в результате чего качество пропитываемого изделия не удовлетворяет заданным требованиям по герметичности. К недостаткам следует отнести и то, что в прототипе отсутствует избыточное давление при пропитке, а так же и то, что рабочий-оператор должен постоянно присутствовать как при заполнении, так и при сливе композиции, а это сравнительно длительный процесс при значительных габаритах изделий.
Предлагаемая установка позволяет значительно повысить качество пропитываемых изделий, исключив попадание пузырьков газовых смесей в композицию, а также автоматизировать процесс пропитки, позволяющий уменьшить количество обслуживающего персонала при эксплуатации установок и обеспечить поточное производство.
Технический результат достигается применением запорно-сигнализирующего устройства А, установленного в верхней части рабочей камеры В, которое конструктивно выполнено так, что позволяет производить вакуумирование до заданных величин рабочей камеры В с находящимся там изделием С, автоматически перекрывает выход пропиточной композиции из рабочей камеры В по ее заполнении и позволяет вытеснять композицию газовой смесью по окончании процесса пропитки, а также применением запорно-предохранительного клапана Д, установленного в нижней части рабочей камеры В, который конструктивно выполнен так, что позволяет нагнетать пропиточную композицию в рабочую камеру В с изделием С, возвращать композицию из рабочей камеры газовыми смесями, но, как только газовая среда попадает в запорно-предохранительный клапан Д, он автоматически перекрывает поток, предотвращая проникновение газа в композиционную гидравлическую систему.
Все это позволяет повысить качество пропиточной композиции за счет автоматического прекращения проникновения ее за пределы верхнего запорно-сигнализирующего устройства А при нагнетании и за счет автоматического перекрытия нижнего запорно-предохранительного клапана Д, предотвращает попадание газовой среды в пропиточную композицию при ее вытеснении.
Установка для пропитки изделий содержит рабочую камеру В, вакуумную систему, систему нагнетания и слива пропиточной композиции и магистрали для подсоединения в рабочей камере. Установка снабжена зпорно-сигнализирующим устройством А, соединяющим верхнюю часть рабочей камеры В с вакуумной системой и запорно-предохранительным устройством Д, соединяющим нижнюю часть камеры с системой нагнетания и слива.
На чертеже изображена рабочая камера с запорно-сигнализирующим и запорно-предохранительным устройствами.
Установка для пропитки изделий работает следующим образом. Поплавковый клапан 1 под собственным весом тяжести находится в крайнем нижнем положении, через полости 2, 3, и 4 откачивается воздух из полости 5 рабочей камеры В до величины (5˙10-2.5˙10-3) мм. рт. ст.
Контроль величины вакуума ведется по мановакуумметру 6 через разделитель 7. По достижении заданной величины вакуума через полости 8, 9, 10 и 11 запорно-предохранительного клапана Д подается пропиточная композиция в полость 5 под избыточным давлением до 1,5 МПа.
После заполнения рабочей камеры В пропиточная композиция, поступая в запорно-сигнализирующее устройство А, поднимает поплавковый клапан 1, который своей манжетой 12 герметично перекрывает проход по поверхности 13 давление повышается до требуемой величины и выдерживается заданное время.
Контроль заполненности рабочей камеры В изделия осуществляется через прозрачное смотровое стекло 14, а контроль избыточного давления ведется по мановакуумметру 6 через разделитель 7. По окончании пропитки в полости 4 подается избыточное давление газа, отжимает манжету 12 и по полостям 3, 2 и 5 вытесняет пропиточную композицию из рабочей камеры В через полости 11, 10, 9, 8 в систему слива, при этом поплавковый клапан 15 за счет своей плавучести находится в верхнем крайнем положении, а его усиковая манжета 16 входит в углубление 17, обеспечивая свободный проход пропиточной композиции по каналу 8.
Когда газ, вытесняющий композицию, достигает полости 9, поплавковый клапан 15, теряя плавучесть, начинает опускаться и своей манжетой 16 герметично перекрывает канал 8 по конусной поверхности 18, преграждая пpоникновение газа в гидравлическую систему.
Качество пропиточной композиции сохраняется на высоком уровне, т.е. не происходит смешивания газа с композицией.
Контроль слива пропиточной композиции производится визуально по смотровому стеклу 19.
Описанная конструкция позволяет уменьшить количество обслуживающего персонала за счет того, что не требуется их присутствие как во время заполнения пропиточной композицией рабочей камеры с изделием, во время выдержки ее под давлением, а также и во время слива. Один исполнитель обслуживает несколько таких установок, работающих в полуавтоматическом режиме. На данной установке пропитываются крупногабаритные корпусные изделия летательных аппаратов, где требуется высокая степень герметичности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАПОРНОЕ УСТРОЙСТВО | 1993 |
|
RU2110004C1 |
| Установка вакуумной пропитки отливок | 2023 |
|
RU2820888C1 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ПОРИСТЫХ ИЗДЕЛИЙ | 2014 |
|
RU2561033C1 |
| ПРЕДОХРАНИТЕЛЬНО-ПОДПИТОЧНЫЙ ГИДРАВЛИЧЕСКИЙ КЛАПАН МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2006 |
|
RU2313715C2 |
| ПРЕДОХРАНИТЕЛЬНО-ПОДПИТОЧНЫЙ ГИДРАВЛИЧЕСКИЙ КЛАПАН МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2005 |
|
RU2298716C2 |
| ПАРОВОЙ СТЕРИЛИЗАТОР | 2001 |
|
RU2216356C2 |
| ПРЕДОХРАНИТЕЛЬНО-ПОДПИТОЧНЫЙ ГИДРАВЛИЧЕСКИЙ КЛАПАН МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ ВСТРОЕННОГО МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2005 |
|
RU2283449C1 |
| СЕКЦИОННЫЙ ГИДРОРАСПРЕДЕЛИТЕЛЬ С МЕХАНИЧЕСКИМ РУЧНЫМ УПРАВЛЕНИЕМ И РАБОЧАЯ СЕКЦИЯ СЕКЦИОННОГО ГИДРОРАСПРЕДЕЛИТЕЛЯ С МЕХАНИЧЕСКИМ РУЧНЫМ УПРАВЛЕНИЕМ | 2006 |
|
RU2320902C2 |
| ПРЕДОХРАНИТЕЛЬНО-ПОДПИТОЧНЫЙ ГИДРАВЛИЧЕСКИЙ КЛАПАН МОДУЛЬНОГО ИСПОЛНЕНИЯ ДЛЯ МОНТАЖА И ВЫСОКИХ ДАВЛЕНИЙ | 2004 |
|
RU2280207C1 |
| СЕКЦИОННЫЙ ГИДРОРАСПРЕДЕЛИТЕЛЬ С МЕХАНИЧЕСКИМ РУЧНЫМ УПРАВЛЕНИЕМ И РАБОЧАЯ СЕКЦИЯ СЕКЦИОННОГО ГИДРОРАСПРЕДЕЛИТЕЛЯ С МЕХАНИЧЕСКИМ РУЧНЫМ УПРАВЛЕНИЕМ | 2006 |
|
RU2320903C1 |
Существом изобретения является установка для пропитки изделий, в частности для ликвидации дефектов литых заготовок или для получения композиционных материалов. После заполнения рабочей камеры В, пропиточная композиция, поступая в запорно-сигнализирующее устройство А, поднимает поплавковый клапан 1, который своей манжетой 12 герметично перекрывает проход по поверхности 13. Контроль заполнения рабочей камеры В осуществляется через смотровое стекло 14, а контроль избыточного давления ведут по мановакууметру 6 через разделитель 7. После окончания пропитки в полость 4 подают газ под избыточным давлением, отжимают манжету 12 и по полостям 3, 2 и 5 вытесняют пропиточную композицию из рабочей камеры В через полости 11, 10, 9, 8 в систему слива. Усиковая манжета 16 входит в углубление 17, обеспечивая свободный проход пропиточной композиции по каналу 8. 1 ил.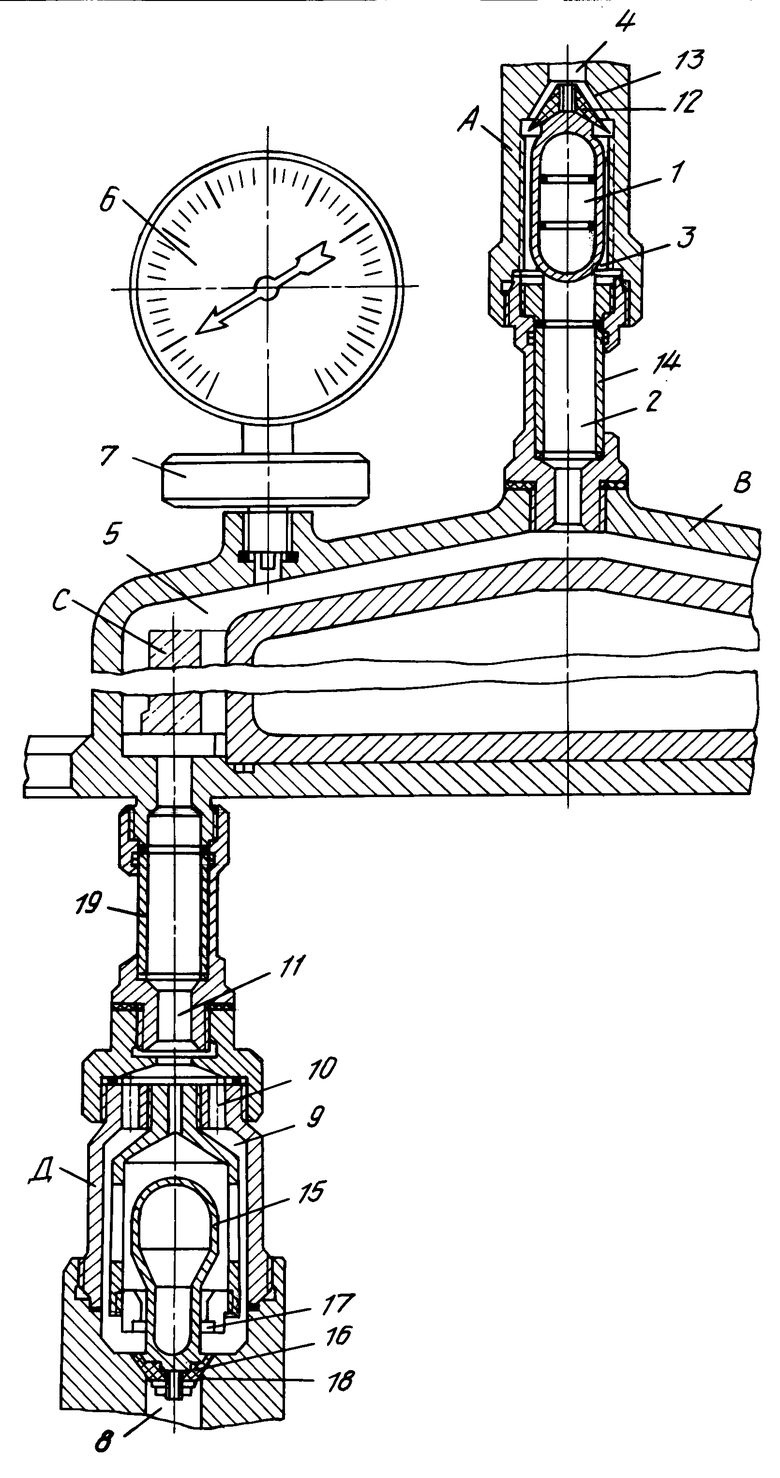
УСТАНОВКА ДЛЯ ПРОПИТКИ ИЗДЕЛИЙ, содержащая рабочую камеру, вакуумную систему, систему нагнетания и слива пропиточной композиции и магистрали для подсоединения к рабочей камере, отличающаяся тем, что она снабжена запорно-сигнализирующим устройством, соединяющим верхнюю часть рабочей камеры с вакуумной системой, и запорно-предохранительным устройством, соединяющим нижнюю часть камеры с системой нагнетания и слива.
| Установка для пропитки пористых изделий | 1983 |
|
SU1122424A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
