Изобретение относится к области разработки рецептур технологических смазок (ТС) и смазочно-охлаждающих жидкостей (СОЖ), применяемых при обработке металлов давлением, в частности при горячей штамповке.
В отечественной и зарубежной промышленности широко применяются в качестве ТС и СОЖ препараты на основе водной суспензии антифрикционного наполнителя, например графита. Существенный недостаток этих СОЖ ограниченная седиментационная стабильность. Для достижения седиментационной стабильности в графитосодержащих СОЖ используют дорогостоящий коллоидный графит с размерами частиц до 1 мкм. Недостатком этих СОЖ и ТС является также коагуляция графита после замораживания препаратов и последующего оттаивания. Это приводит к большим трудностям при хранении и транспортировке СОЖ. Кроме этого, большинство воднографитовых ТС имеют сравнительно низкие адгезионные свойства (см. напр. СОЖ АГ-1, ТУ 6-08-350-76; ОГВ-50; ТУ 21-25-147-75; ГМС-2, ТУ 21-25-260-83).
Наиболее близким к заявленному техническому решению является СОЖ, содержащая сополимер акриловой кислоты и тетраллилового эфира пентоэритрита (0,2-1,0% ), блок-сополимер окисей пропилена и этилена (0,01-0,5%), аммиак (0,1-0,2% ), триэтаноламин (0,2-1,0%), антифрикционный наполнитель (1-30%) и воду до 100% [1]
Недостатками прототипа являются недостаточные адгезионные свойства СОЖ, особенно при смазке поверхности инструмента с недогретой (20-150оС) или перегретой (250-350оС) поверхностью и сравнительно низкая стабильность рабочего раствора СОЖ. Кроме этого, компоненты СОЖ обладают слабой газотворной способностью, что приводит к сравнительно большому количеству залипаний при штамповке поковок 2-3 групп сложности.
Технической проблемой, решаемой изобретением, является повышение адгезионных свойств за счет обеспечения синэргетического эффекта при смачивании частиц антифрикционного наполнителя и поверхностей трений, повышение стабильности рабочих растворов технологических смазок, исключение загрязнения атмосферы продуктами термоокислительного разложения горючей основы смазки.
Техническим результатом, ожидаемым при использовании предложенного решения, является сравнительно быстрое смачивание поверхностей частиц наполнителя с одновременной адсорбцией на этих поверхностях фосфатных групп, что предотвращает коагуляцию наполнителя и выпадение его в осадок. Это повышает сцепляемость твердой фазы смазки после испарения воды со смазываемой поверхностью. Подавление коагуляции частиц наполнителя предотвращает осаждение нерастворимых частиц наполнителя, что повышает стабильность СОЖ. Адгезионные свойства улучшаются за счет лучшего смачивания смазываемой поверхности. Для улучшения лучшего смачивания твердых поверхностей поверхностное натяжение раствора основы ТС должно уменьшаться во времени очень быстро (динамическое поверхностное натяжение должно быть весьма близким к статистическому). Кроме низкого поверхностного натяжения для быстрого смачивания необходимо также, чтобы молекулы смачивателя обладали высокой скоростью диффузии и большой площадью, занимаемой в поверхностном слое.
Введение в основу ТС нескольких различных детергентов обусловлено стремлением получить синэргетический эффект, получаемый чаще всего соединением в одной композиции веществ различных классов. Этот эффект быстрого смачивания в заявленном техническом решении достигнут совместным присутствием алкилсульфоната, гексаметaфосфата натрия, моноэтаноламина и триэаноламина, и натриевых солей СЖК жирных кислот. Образование газов при термическом разложении моноэтаноламина, а при сгорании синтетических жирных спиртов сажи, дополнительно способствует исключению залипания поковки в штампе и снижению коэффициента трения соответственно.
Для достижения указанного технического результата основа технологических смазок для горячей обработки металлов давлением, содержащая воду и треэтаноламин, отличающаяся тем, что основа дополнительно содержит натриевые соли алкилсульфонатов на основе синтетических жирных кислот фракции С5-С16, диэтаноламиды синтетических жирных кислот фракции С10-С13, моноэтаноламин, синтетические жирные спирты фракции С10-С13, полифосфат натрия, аммонийные соли лигносульфоновых кислот, триполифосфат натрия и мыльный клей, полученный при окислении парафиновых углеводородов, при следующем соотношении компонентов, мас. Натриевые соли алкилсульфонатов на основе синтетических жирных кислот фракции С5-C16 0,5-0,8 Диэтаноламиды синтетических жирных кислот фракции С10-С13 0,1-0,3 Моноэтаноламин 0,3-0,5 Синтетические жирные спирты фракции С10-С13 0,05-0,15 Полифосфат натрия 0,05-0,2 Триэтаноламин 0,2-0,4 Аммонийные соли лигносульфоновых кислот 0,5-8,0 Триполифосфат натрия 1,0-5,0 Мыльный клей, полученный при окислении парафиновых углеводородов 0,3-0,5 Вода Остальное
В составе основы используют натриевые соли алкилсульфонатов СЖК и синтетические жирные спирты фракции с длиной цепи С5-С16 и С10-С13 соответственно. Данные фракции наиболее полно обеспечивают проявление поверхностно-активного пластифицирования металла (эффект Ребиндера) и вместе с тем создают прочную пленку на границе трения металл-инструмент. Кроме этого, частицы антифрикционного наполнителя, попадая в водный раствор ПАВ (мыльный клей, полученный при окислении парафиновых углеводородов, натриевые соли алкилсульфонатов, диэтаноламиды синтетических жирных кислот), приобретают повышенные гидрофильные свойства, и в растворе аммонийных солей лигносульфоновых кислот быстро образуют суспензию с равномерным распределением частиц по объему ТС или СОЖ. Аммонийные соли лигносульфоновых кислот вводятся как стабилизатор суспензии графита и как поверхностно-активное вещество, препятствующее залипанию деталей в штампе и взаимодействующее с триэтаноламином и моноэтаноламином, входящими в основу, при этом в процессе медленной реакции выделяется аммиак. Аммиак консервирует СОЖ, повышает рН, что улучшает стабилизацию наполнителя.
Введение в основу ТС аммонийных солей лигносульфоновых кислот менее 0,5% резко ухудшает качество СОЖ. Введение более 8% приводит к застыванию остатков СОЖ на поверхности штампа вокруг гравюры и на оборудовании в виде корки и образованию дыма, т.е. к созданию антисанитарных условий на рабочем месте (табл. 8). Аммонийные соли лигносульфоновых кислот являются отходом целлюлозобумажной промышленности, образующимся при варке древесины с аммонийным основанием варочной ванны. Они представляют собой водный раствор смеси сложных полимерных соединений лигносульфоновых кислот с примесью редуцирующих веществ. Они выпускаются по ОСТ 81-79-74 в виде 50% концентрата.
Введение триполифосфата натрия в количестве 1-5% и полифосфата натрия в количестве 0,05-0,2% при соответствующем соотношении с аммонийными солями лигносульфоновых кислот дополнительно стабилизирует СОЖ, так как адсорбируясь на гидрофильной поверхности частиц, блокирует центры кристаллизации и коагуляции и подавляет их рост. Кроме этого, фосфаты натрия при горячей штамповке плавятся при более высоких температурах. Конечными продуктами нагревания и разложения являются пирофосфат или ортофосфат натрия с температурами плавления соответственно 880 и 1040оС. Таким образом, наличие фосфатов натрия в СОЖ создает во всем диапазоне температур поверхности контакта инструмент-заготовка при горячей штамповке жидкую фазу и этим снижает коэффициент трения, так как мокрое трение имеет коэффициент треня ниже сухого. Введение триполифосфата и полифосфата натрия в основу СОЖ менее 1% неэффективно. Введение более 5% приводит к образованию на поверхности гравюры штампа трудноудалимого остатка на основе фосфатного стекла. Триполифосфат натрия выпускают по ГОСТ 13493-77. Он является продуктом переработки ортофосфорной кислоты и применяется для изготовления моющих средств. Полифосфат натрия выпускают по ГОСТ 20291-80.
Триэтаноламин вводится в основу ТС, как ингибитор коррозии и как вещество, препятствующее облитерации трубопроводов, подающих ТС к штампам. Введение триэтаноламина в ТС и СОЖ в количестве более 0,3% запрещено Московским институтом гигиены и профзаболеваний АМН СССР. Триэтаноламин выпускают по ТУ 6-02-316-79. Он является продуктом замещения атомов водорода в аммиаке аминоспиртами. В предлагаемой основе ТС или СОЖ использованы ценные свойства комплекса компонентов, в результате чего получена дешевая основа ТС и СОЖ, обеспечивающая быстрое приготовление качественных ТС с антифрикционным наполнителем. Кроме этого, обеспечивается возможность готовить ТС или СОЖ не только разбавлением водой воднографитового концентрата, но и при постоянном составе основы регулировать антифрикционные свойства ТС или СОЖ введением необходимого количества только антифрикционного наполнителя. Это существенно расширяет технологические возможности для приготовления ТС или СОЖ для различных операций и групп сложности поковок, получаемых горячей штамповкой. Приготовление таким образом ТС или СОЖ снижает также расходы на транспортировку и хранение.
Приготовление основы ТС или СОЖ производят следующим образом.
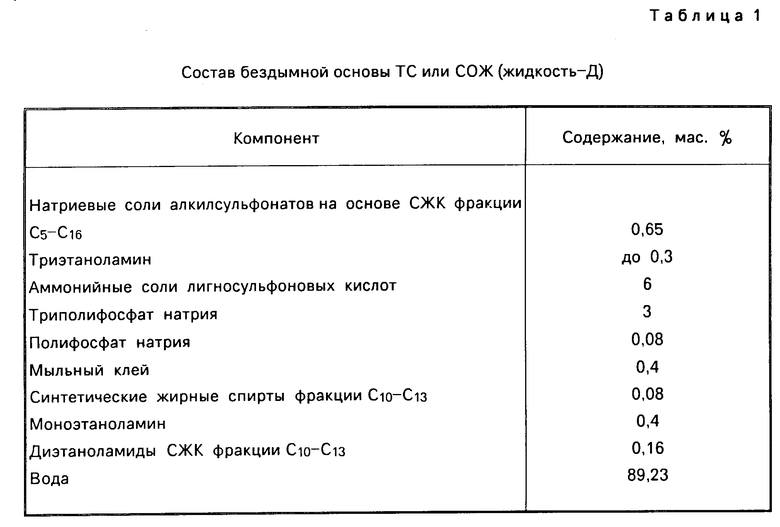
В горячей (40-60оС) воде перемешивают компоненты основы в следующей последовательности: мыльный клей, полученный при окислении парафиновых углеводородов, натриевые соли алкилсульфонатов на основе СЖК, диэтаноламин СЖК, моноэтаноламин, синтетические жирные спирты фракции С10-С13, полифосфат натрия, триэтаноламин, триполифосфат натрия, аммонийные соли лигносульфоновых кислот. Всю композицию перемешивают в тихоходной мешалке (табл.1).
В готовую загущенную жидкую основу вводят порошкообразный наполнитель или наполнители и перемешивают до равномерного распределения.
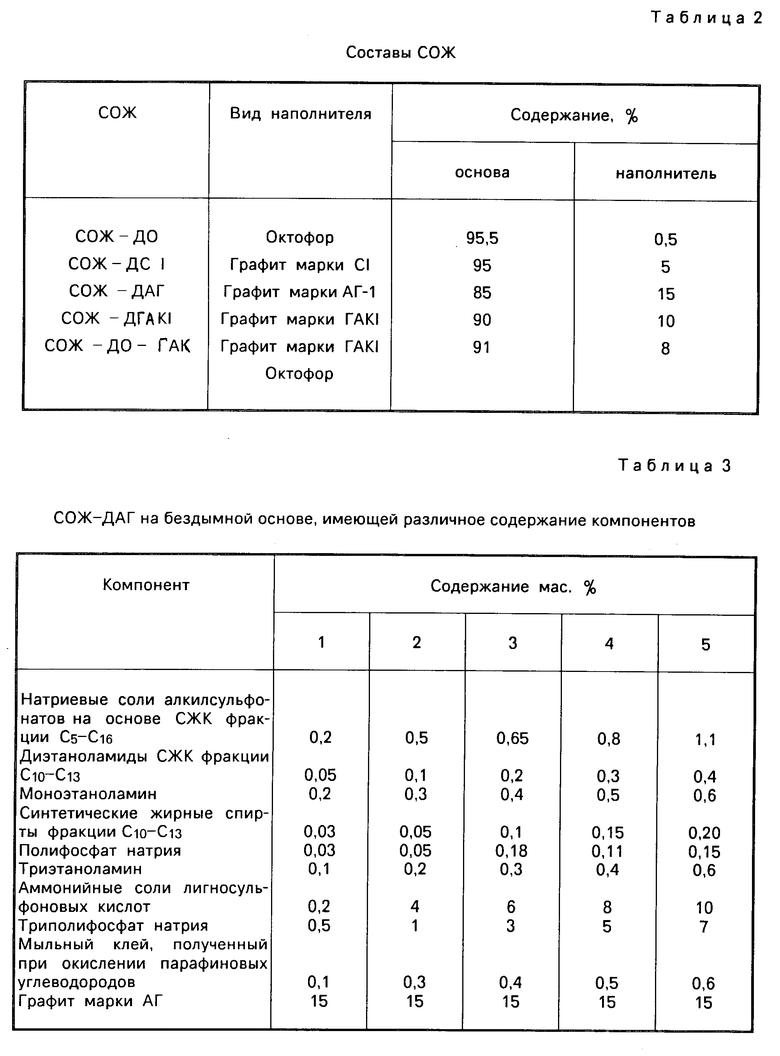
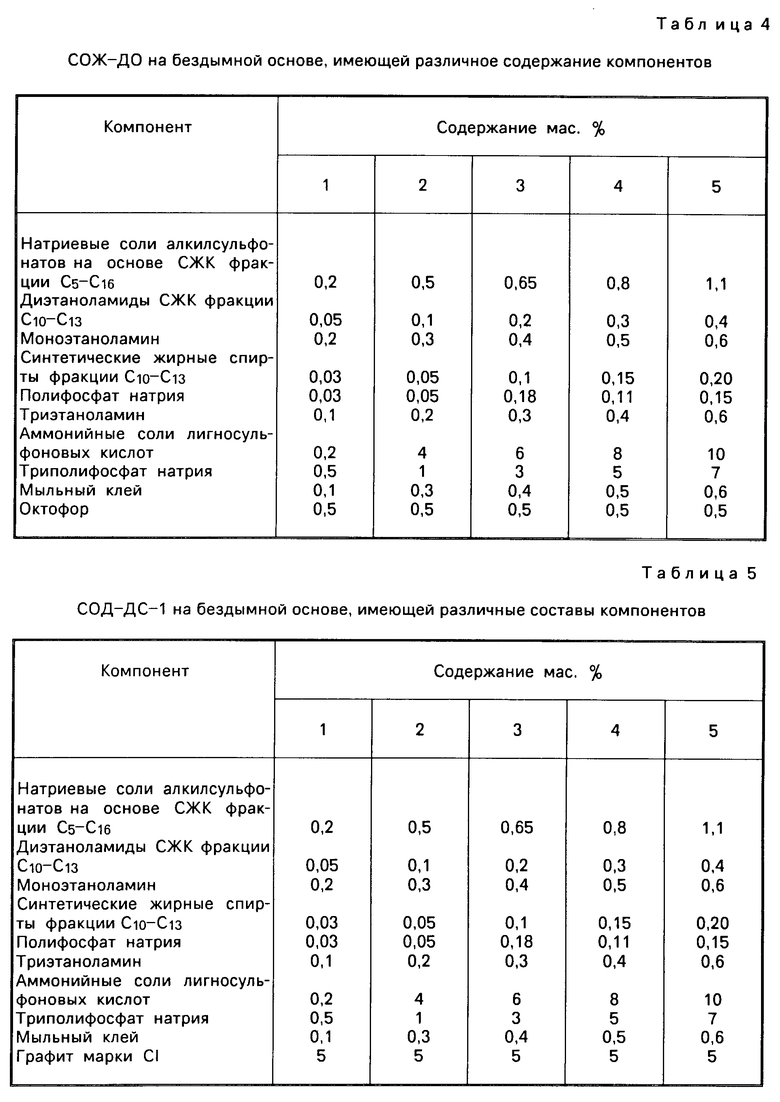
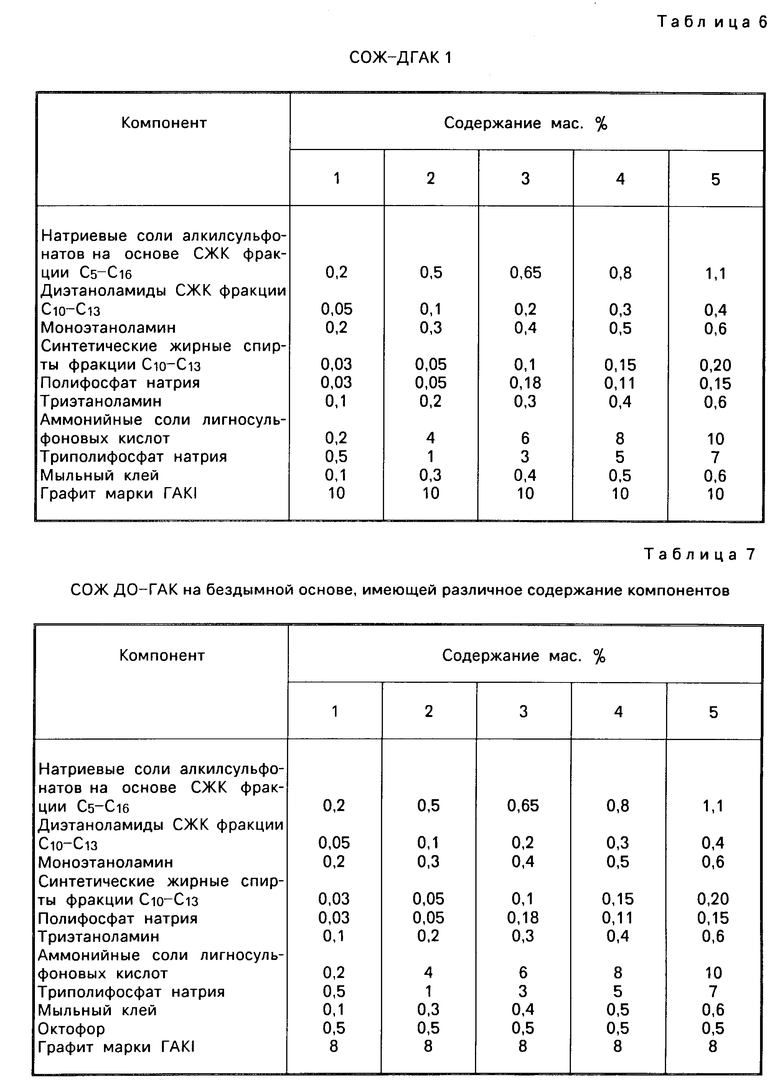
В табл. 2-7 представлены составы ТС и СОЖ, приготовленных на бездымной основе с использованием различных антифрикционных наполнителей.
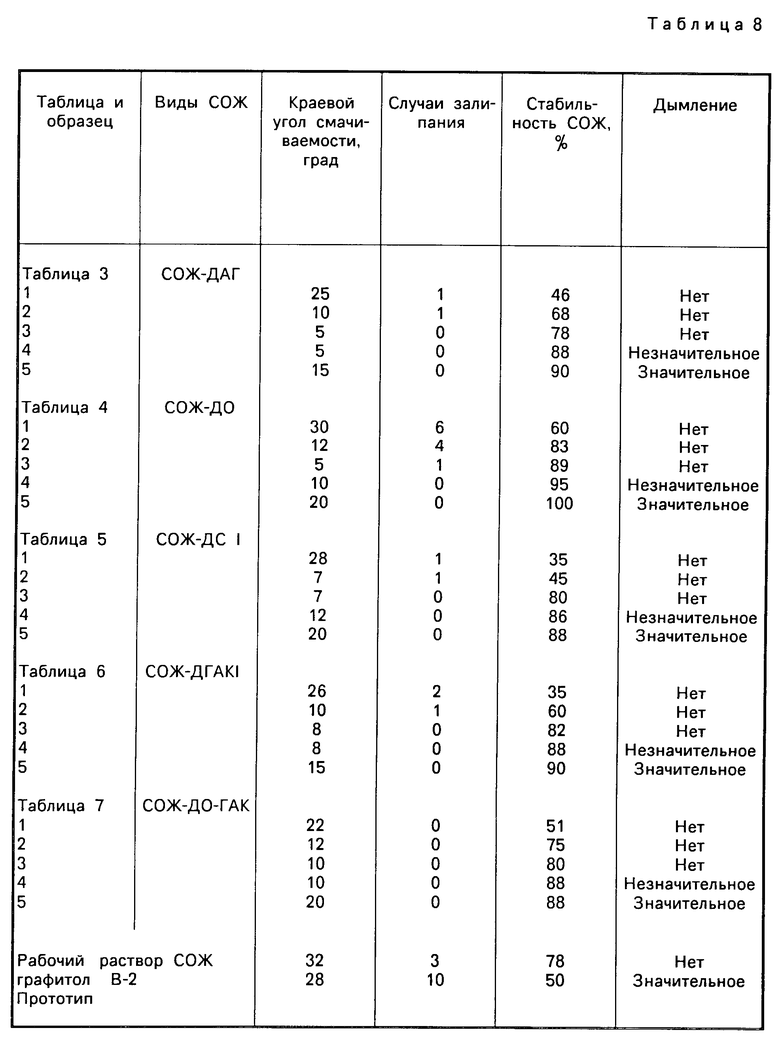
СОЖ, представленные в табл. 3-7, испытывали в сравнении с известной СОЖ Графитол В2. Дымление смазок определяли визуально. Седиментационную стабильность СОЖ определяют по ТУ 6-22-1122-77. Залипание и дымление определяли непосредственной штамповкой поковок на КГШП. Смачиваемость определяли по краевому углу смачивания в пучке параллельных лучей оптическим методом [2]
Результаты испытаний (табл. 8) убедительно свидетельствуют о том, что СОЖ, приготовленные на бездымной основе по изобретению, обладают лучшим комплексом свойств в сравнении с прототипом. Так, худшие (в смысле обеспечения стабильности) образцы СОЖ 2 имеют стабильность сравнимую и более высокую, чем у прототипа. Эти же образцы СОЖ 2 худшие в смысле исключения залипания поковок в верхней или нижней половине штампа, улучшают этот показатель по крайней мере в 3 раза.
Краевой угол смачивания у СОЖ на бездымной основе более чем в два раза меньше, чем у прототипа, что свидетельствует о более высоких адгезионных свойствах заявленной основы СОЖ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU2039792C1 |
| СМАЗОЧНО-МОЮЩЕЕ ТЕХНИЧЕСКОЕ СРЕДСТВО "ЭТНАС" | 1979 |
|
RU858330C |
| Смазочно-охлаждающая жидкость для горячей обработки металлов давлением | 1984 |
|
SU1168593A1 |
| СПОСОБ ПРОИЗВОДСТВА ВОДНО-ГРАФИТОВОЙ СМАЗКИ | 1990 |
|
RU2043966C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ | 1997 |
|
RU2119940C1 |
| Смазочно-охлаждающая жидкость для механической обработки металлов | 1988 |
|
SU1766954A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2016056C1 |
| "Смазка для сухого волочения черных и цветных металлов "Форсаж" | 1990 |
|
SU1735208A1 |
| СОСТАВ ДЛЯ ИНТЕНСИФИКАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ НЕФТЕДОБЫЧИ, ПОВЫШЕНИЯ НЕФТЕОТДАЧИ ПРОДУКТИВНЫХ ПЛАСТОВ И СНИЖЕНИЯ ГИДРАВЛИЧЕСКИХ СОПРОТИВЛЕНИЙ ПРИ ТРАНСПОРТЕ НЕФТИ | 2007 |
|
RU2336292C1 |
| СРЕДСТВО ДЛЯ СУХОЙ ЧИСТКИ РУК | 1993 |
|
RU2044036C1 |
Сущность изобретения: основа содержит, натриевые соли алкилсульфонатов на основе синтетических жирных кислот фракции C5-C6 0,5 0,8; диэтаноламиды синтетических жирных кислот фракции C10-C13 0,1 - 0,3; моноэтаноламин 0,3 0,5; синтетические жирные спирты фракции C10-C13 0,05 0,15; полифосфат натрия 0,05 0,2; триэтаноламин 0,2 0,4; аммонийные соли лигносульфновых кислот 0,5 8,0; триполифосфат натрия 1 5; мыльный клей, полученный при окислении парафиновых углеводородов, 0,3 0,5 и вода остальное. 8 табл.
ОСНОВА ТЕХНОЛОГИЧЕСКИХ СМАЗОК ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ, содержащая воду и триэтаноламин, отличающийся тем, что она дополнительно содержит натриевые соли алкилсульфонатов на основе синтетических жирных кислот фракции С5 С16, диэтаноламиды синтетических жирных кислот фракции С10 С13, полифосфат натрия, аммонийные соли лигносульфоновых кислот, триполифосфат натрия и мыльный клей, полученный при окислении парафиновых углеводородов, при следующем соотношении компонентов, мас.
Натриевые соли алкилсульфонатов на основе синтетических жирных кислот фракции С5 С6 0,5 0,8
Диэтаноламиды синтетических жирных кислот фракции С10 - С13 0,1 0,3
Моноэтаноламин 0,3 0,5
Синтетические жирные спирты фракции С10 С13 0,05 0,15
Полифосфат натрия 0,05 0,2
Триэтаноламин 0,2 0,4
Аммонийные соли лигносульфоновых кислот 0,5 8,0
Триполифосфат натрия 1 5
Мыльный клей, полученный при окислении парафиновых углеводородов 0,3 0,5
Вода Остальное
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Поверхностно-активные вещества | |||
| Справочник | |||
| Под ред | |||
| А.А | |||
| Абрамзона и др., Л.: Химия, 1979, с.376. | |||
