Изобретение относится к области нефтяного машиностроения и предназначено для использования при изготовлении насосных штанг для глубинно-насосной эксплуатации скважин.
Известен способ изготовления насосных штанг, согласно которому концы мерного штангового проката (заготовки) подвергают высадке, формируя тем самым с обоих концов заготовки головки штанги с ниппелем, буртиком, квадратом и галтелью, переходящей в тело штанги, затем штанги с высаженными головками нормализуют, после чего осуществляют правку и механическую обработку высаженных частей.
Однако этот известный способ изготовления насосных штанг не обеспечивает им достаточные механические характеристики, исключающие обрывы их при эксплуатации, а в случае разрыва штанги, изготовленной известным способом, не обеспечивается возможность к восстановлению такой штанги для ее повторного применения.
Практика эксплуатации показывает, что насосные штанги, изготовленные известным способом, обрываются, как правило, вблизи высаженной части, причем в 94% случаев обрывов расстояние от места обрыва в теле штанги до нижнего бурта головки не превышает 180 мм. Поэтому размеры обломков штанг с головкой в этих случаях недостаточны для их повторного использования, поскольку такие обломки невозможно зажать в патрон токарного станка при токарных работах (минимальный размер обломка должен быть не менее 250 мм, такой размер определяется исходя из технических характеристик существующего парка станков). Следовательно, известный способ изготовления насосных штанг не обеспечивает возможности восстанавливать насосные штанги, разрушившиеся в процессе эксплуатации.
Заявляемое изобретение впервые решает новую техническую задачу обеспечения при изготовлении насосной штанги возможности ее к восстановлению в случае разрыва штанги в процессе эксплуатации путем смещения по сравнению со штангами, изготовленными известным способом, места разрыва штанги по длине в часть тела штанги, обеспечивающую ее восстанавливаемость, за счет создания частей насосной штанги с разными пределами выносливости. Дополнительной задачей данного изобретения является повышение срока службы штанги.
Указанная техническая задача решается благодаря тому, что в известном способе изготовления насосной штанги, включающем высадку с обоих концов штангового проката головок с ниппелем, буртиком, квадратом и галтелью, переходящей в тело штанги, термическую обработку штанги, ее правку и механическую обработку головок, производится поверхностное упрочнение галтелей и прилегающих к ним частей тела штанги, не захватывая среднюю по длине часть тела штанги, причем упрочнение может производиться методами химико-термической обработки, например цементацией, причем упрочнение химико-термической обработкой концов штанги может производиться одновременно с термической обработкой остальной части тела штанги, причем поверхностное упрочнение может производиться после механической обработки головок.
В настоящее время из общедоступных источников информации нам не известны способы изготовления насосных штанг, которые бы в случае разрыва штанги в процессе эксплуатации обеспечивали бы возможность их восстановления. Поэтому предлагаемый способ соответствует критерию "Новизна", так как не известен из уровня техники.
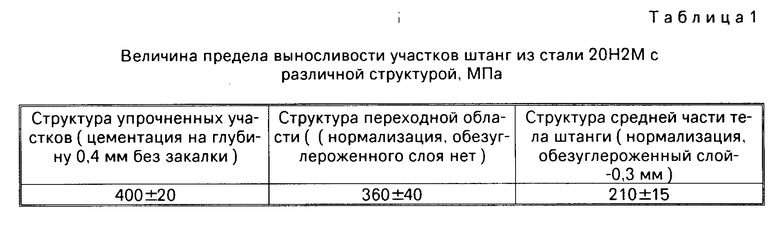
Благодаря указанным операциям в заявляемом способе впервые обеспечивается повышение механических характеристик отдельных участков штанг, а именно галтелей и прилегающих к ним частей тела штанги, путем их поверхностного упрочнения, в результате чего место статистически установленного усталостного разрушения штанги, изготовленной известным способом, смещается за пределы упрочненного участка в среднюю часть штанги. Благодаря тому, что предел выносливости галтелей и прилегающих к ним частей тела штанги в заявляемом способе повышается поверхностным упрочнением, включающем, например, химико-термическую обработку, до 590 ± 23 МПа, в то время как предел выносливости для нормализованного тела составляет 243 ± 17 МПа, а для нормализованного и закаленного ТВЧ 500 ± 10 МПа, как следствие, усталостное разрушение штанг с упрочненными концевыми участками при любых условиях эксплуатации будет происходить за пределами упрочненных участков. При этом переход в структуре металла от упрочненных участков штанги к ее телу, как показали данные дефектоскопии, имеет плавный характер, и протяженность этой переходной области составляет 50-100 мм, благодаря чему в этой области исключается повышенный уровень внутренних напряжений, который обычно имеет место там, где есть резкий градиент свойств. Значения величин пределов выносливости образцов, вырезанных из упрочненных участков, переходной области и средней части штанг, изготовленных по заявляемому способу, приведены в табл. 1 (испытания проведены методом Локати по схеме "консольный изгиб с вращением", ГОСТ 25.502-78).
Из табл. 1 следует, что усталостное разрушение в переходной области маловероятно и оно возможно только в средней части тела штанги.
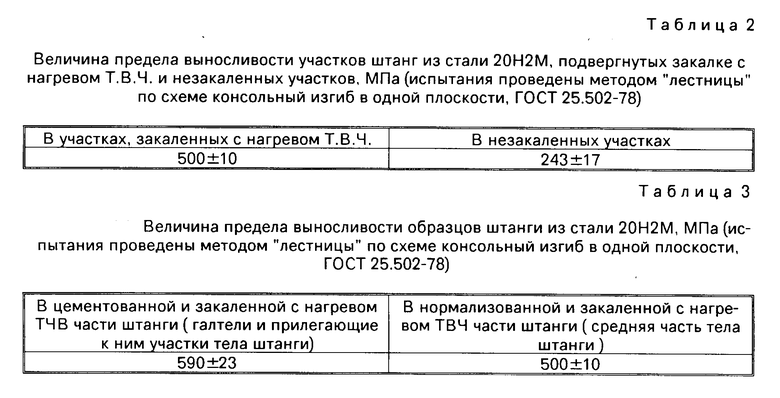
Благодаря тому, что закалка с нагревом Т.В.Ч. является окончательной операцией изготовления штанг, в заявляемом способе появляется возможность поверхностного упрочнения галтелей и прилегающих к ним частей тела штанги непосредственно после механического изготовления головок путем закалки с нагревом Т. В.Ч. оставляя незакаленной среднюю по длине часть тела штанги. Это исключает отрицательное влияние поверхностного упрочнения на обрабатываемость головок. Значения предела выносливости образцов, вырезанных из участков штанг, подвергнутых закалке с нагревом Т.В.Ч. а также из незакаленных участков, содержатся в табл. 2. Из этих данных следует, что усталостное разрушение штанг должно происходить за пределами упрочненных участков. Благодаря тому, что усталостное разрушение штанг во время эксплуатации будет происходить за пределами упрочненных участков и переходной области, впервые появляется возможность восстановить разрушившуюся по телу штангу, поскольку появляется возможность для проведения токарных работ, а низкое содержание углерода в структуре металла средней части тела штанги обеспечивает свариваемость частей штанги. Даже если разрушение штанги при эксплуатации произойдет в переходной области, в той ее части, где цементованный слой отсутствует, а обезуглероженного еще нет, то и в этом случае свариваемость соединяемых частей штанги будет удовлетворительной.
Таким образом, предложенные отличительные признаки заявляемого технического решения в совокупности с известными признаками явным образом не следуют из уровня техники и обеспечивают данному объекту новые свойства, отраженные в цели изобретения, исходя из чего можно сделать вывод о том, что заявляемый способ отвечает критерию "Изобретательский уровень".
Пример осуществления заявляемого способа.
Заявляемый способ был реализован в производственных условиях, где было использовано следующее оборудование и материалы:
высокочастотная установка ВПЧ-100/8000 с индуктором 0774-6074 для нагрева концевых участков штанг под высадку головок до температуры 1250оС за 16-26 с;
ковочный 4-ручьевой пресс для высадки головок;
газоплазменный проходной агрегат для нормализации штанг конструкции ВНИИ " Теплопроект", температура по зонам 850-920оС, продолжительность нормализации 28 мин;
установка для растяжения штанг с усилием до 18 тс, скоростью деформации до 1,5 м/мин, ходом подвижной части до 780 мм (Г833.022.00.00.00.00СБ. Разработчик ПКТБхиммаш, г. Пермь);
автоматическая линия для механической обработки головок штанги и нарезке резьбы, тип ЛМ 0768;
агрегат для поверхностной закалки ТВЧ, тип УШ-12;
заготовка из стали 20Н2М (ГОСТ 4543-71), условное обозначение 19 НОП.ОЗУ;
контейнеры цилиндрические из стали марки сталь 40 с глухим дном, длиной 500 мм, внутренний диаметр 45 мм, соответствующий наибольшему диаметру высаженной части насосной штанги, и толщиной стенки 3 мм;
карбюризатор древесно-угольный (ГОСТ 2407-83);
картон асбестовый (ГОСТ 2850-80).
Концевые участки заготовки насосной штанги помещали в индуктор высокочастотной установки и нагревали их до температуры 1250оС, продолжительность нагрева 16-26 с, после чего высаживали при помощи 4-ручьевого пресса головки заготовки насосной штанги. Заготовки насосных штанг с высаженными головками укладывали на монтажное приспособление. Высаженные части заготовки штанги с обоих концов штанги помещали в цилиндрические стальные контейнеры с глухим дном. Внутренний диаметр контейнера, составлявший 45 мм, соответствовал наибольшему диаметру высаженной части насосной штанги; длина контейнера составляла 500 мм, а толщина стенок 3 мм. Внутреннее пространство каждого контейнера между внутренней поверхностью контейнера и концевой частью насосной штанги, а именно галтелью и прилегающей к ней частью тела штанги, заполняли свежим древесно-угольным карбюризатором (при этом высаженная часть насосной штанги, которая была расположена за галтелью к концам штанги, была свободна от карбюризатора). Уплотняли карбюризатор в контейнерах и загерметизировали их размоченным в воде асбестовым картоном. После этого заготовку насосной штанги с контейнерами на концевых участках укладывали на транспортер цепного конвейера и подавали в зону нагрева газопламенной проходной печи для проведения одновременно процесса нормализации и поверхностного упрочнения методом цементации, температура по зонам составляла от 850 до 920оС, время нахождения в печи 28 мин. Затем штангу с контейнерами на концах охлаждали на воздухе до температуры окружающего воздуха цеха, после чего освобождали от контейнеров. В результате проделанных операций в частях штанги, находившихся в контейнерах, в галтелях и прилегающих к ним частях тела штанги длиной порядка 350 мм с каждого конца произошел процесс цементации, а средней по длине части тела штанги только процесс нормализации. Затем насосную штангу подвергали правке на установке для растяжения штанг с усилием до 18 тс и удлинением не более 120 мм на длине 8000 мм, после чего штангу подвергали неразрушающему контролю с целью выявления дефектов несплошности и неоднородности структуры новой насосной штанги. Прошедшие неразрушающий контроль насосные штанги подавали на автоматическую линию механической обработки головок штанги, где производили нарезку резьбы. После механической обработки проводили дополнительное упрочнение всей насосной штанги закалкой с нагревом ТВЧ.
Распределение микротвердости (НVO,2) по глубине (h) исследованных образцов насосных штанг, изготовленных по заявляемому способу, приведено на чертеже.
Из чертежа следует, что участки 2 насосной штанги (галтели и прилегающие к ним части тела штанги), прошедшие поверхностное упрочнение методом цементации и закалки с нагревом ТВЧ, имеют микротвердость поверхности 690 кГц/мм2 и цементованный слой глубиной 0,2-0,3 мм (t=900оС; 0,5 ч), в то время, как часть 1 насосной штанги (средняя часть тела штанги), прошедшая только нормализацию и закалку с нагревом ТВЧ, имеет микротвердость поверхности 200 кГс/мм2 и обезуглероженный слой до 0,3 мм (900оС, 0,5 ч).
Результаты усталостных испытаний образцов насосной штанги, изготовленной по заявляемому способу, приведены в табл.3.
Таким образом, благодаря предложенной технологии изготовления насосных штанг, появилась возможность получить насосные штанги, концевые участки которых, а именно галтели и прилегающие к ним части тела штанги, имеют предел выносливости, превосходящей предел выносливости средней по длине части тела штанги в 1,2 раза для штанг, прошедших дополнительное упрочнение нагревом ТВЧ, и в 2,4 раза для штанг, прошедших только нормализацию (прототип), что позволяет увеличить межремонтный период штанги в 2,5-10 раз. И поскольку усталостное разрушение штанг будет происходить за пределами термоупрочненных концов насосной штанги, тем самым обеспечивается возможность разрушенной во время эксплуатации штанги к восстановлению, так как разрушенную в средней по длине части штангу возможно подвергнуть токарной обработке, а низкое содержание углерода в данной части штанги обеспечивает свариваемость этих частей. При этом и после ремонта сохраняется достаточный для эксплуатации межремонтный период.
Отмеченное доказывает, что заявляемый способ может быть использован в промышленности и тем самым является промышленно применимым.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ | 1992 |
|
RU2048538C1 |
| СПОСОБ КОМПОНОВКИ КОЛОНН ГЛУБИННО-НАСОСНЫХ ШТАНГ И СТУПЕНЬ КОЛОННЫ ГЛУБИННО-НАСОСНЫХ ШТАНГ | 1994 |
|
RU2068484C1 |
| СПОСОБ ПРАВКИ НАСОСНЫХ ШТАНГ РАСТЯЖЕНИЕМ | 1994 |
|
RU2069113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ ДЛЯ АНОМАЛЬНЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ | 1994 |
|
RU2069119C1 |
| СПОСОБ КОНТРОЛЯ НАСОСНЫХ ШТАНГ ПРИ ИХ ПРАВКЕ | 1993 |
|
RU2076008C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕФТЕНАСОСНЫХ ШТАНГ | 2005 |
|
RU2270871C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ ДЛЯ ГЛУБИННЫХ НАСОСОВ | 2006 |
|
RU2329129C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2006 |
|
RU2340683C2 |
| ПОЛАЯ НАСОСНАЯ ШТАНГА | 2007 |
|
RU2371565C2 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ДЛИННОМЕРНОГО МАТЕРИАЛА | 1995 |
|
RU2082590C1 |

Использование: изобретение относится к изготовлению насосной штанги и может быть использовано в нефтяном машиностроении. Сущность способа: способ изготовления насосной штанги включает высадку с обоих концов штангового проката головок с ниппелем, буртиком, квадратом и галтелью, переходящей в тело штанги, термическую обработку штанги, ее правку, механическую обработку головок и поверхностное упрочнение концов штанги с головкой с ниппелем, буртиком, квадратом, гальтелью и прилегающих к ним частей тела штанги, не захватывая среднюю по длине часть тела штанги. Поверхностное упрочнение проводят методами химико-термической обработки, которую проводят одновременно с термической обработкой остальной части тела штанги. 2 з. п. ф-лы, 1 ил. 3 табл.
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
