Изобретение относится к металлургии, конкретнее к непрерывной разливке металла.
Известен способ непрерывной разливки металлов, включающий подачу металла в кристаллизатор, вытягивание из него слитка прямоугольного сечения с переменной скоростью, охлаждение рабочих стенок кристаллизатора проточной водой, подачу на мениск металла в кристаллизаторе шлаковой смеси, охлаждение поверхности слитка под кристаллизатором охладителем, распыливаемым форсунками, сгруппированными по участкам, а также измерение температуры поверхности слитка в средней части широких граней.
В процессе разливки измеряют температуру в средней части широкой грани, при этом при отклонении температуры поверхности слитка выше 3-8% от рабочего оптимального значения изменяют удельные расходы охладителя на участках зоны вторичного охлаждения в прямо пропорциональной зависимости от температуры. Скорость вытягивания слитка не меняют.
Недостатком известного способа является неудовлетворительное качество непрерывнолитых слитков. Это объясняется тем, что не контролируют температуру поверхности в районе всех четырех углов слитка в месте сопряжения его граней. Отсутствие этого контроля не дает возможности оперативного изменения расходов охладителя в случае рассогласования этих температур сверх допустимых значений. В результате в углах слитка возникают внутренние и наружные трещины, что приводит к браку слитков.
Цель изобретения улучшение качества непрерывнолитых слитков.
Цель достигается тем, что в кристаллизатор подают металл, вытягивают из него слиток прямоугольного сечения с переменной скоростью, охлаждают рабочие стенки кристаллизатора проточной водой, подают на мениск металла в кристаллизатор шлаковую смесь, охлаждают поверхность слитка под кристаллизатором охладителем, распыляемым форсунками, а также измеряют температуру поверхности слитка.
В процессе непрерывной разливки измерение температуры производят в районе четырех углов по сопрягаемым граням слитка, сравнивают попарно полученные результаты измерений в районе каждого угла и при увеличении разницы значений температуры по сопрягаемым граням хотя бы в одном из углов в пределах 10-60% от значения, заданного по технологии, уменьшают скорость вытягивания слитка на 10-30% от значения, заданного по технологии.
Улучшение качества непрерывнолитых слитков будет происходить вследствие своевременного уменьшения скорости вытягивания слитков в соответствии с результатами измерения температуры поверхности в районе углов слитка. В этих условиях на угловых участках поверхности слитка не будут образовываться внутренние и наружные трещины.
Необходимость измерения температуры в районе четырех углов сопряжения граней слитка объясняется закономерностями теплоотвода от слитка. При нарушении разницы значений температуры по сопрягаемым граням сверх допустимых пределов в углах слитка возникают температурные градиенты и термические напряжения, превосходящие сверх допустимые значения, что приводит к браку слитков по угловым трещинам.
Диапазон увеличения разницы значений температуры по сопрягаемым граням хотя бы в одном из углов в пределах 10-60% от рабочего значения объясняется закономерностями увеличения значений температурных градиентов и термических напряжений. При меньших значениях температурные градиенты и термические напряжения еще не будут превосходить допустимые значения. Большие значения устанавливать не имеет смысла, так как угловые трещины в слитках образуются при меньших значениях разницы температур.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от величины рабочего значения разницы температур по сопрягаемым граням слитка в районе его углов.
Диапазон уменьшения скорости вытягивания слитка в пределах 10-30% от рабочего значения объясняется закономерностями теплоотвода от слитка при различных скоростях вытягивания без изменения величины удельных расходов охладителя в зоне вторичного охлаждения. При больших значениях будет нарушаться стабильность формирования слитков, что приведет к их браку по качеству поверхности и макроструктуре. Меньшие значения устанавливать не имеет смысла, так как в этих условиях не будут устраняться угловые трещины в слитках.
Указанный диапазон устанавливают в прямой пропорциональной зависимости от рабочего значения скорости вытягивания слитка.
Способ непрерывной разливки металлов осуществляют следующим образом.
П р и м е р. В процессе непрерывной разливки в кристаллизатор подают сталь марки 3 сп и вытягивают из него слиток прямоугольного сечения с переменной скоростью. На мениск металла в кристаллизаторе подают шлаковую смесь на основе CaO-SiO2-Al2O3 с переменным расходом. Рабочие стенки кристаллизатора охлаждают проточной водой с переменным расходом. В зоне вторичного охлаждения слиток поддерживают и направляют при помощи приводных и холостых роликов, а также охлаждают водой, распыливаемой форсунками. Удельные расходы воды изменяют по экспоненциальному закону от максимального значения под кристаллизатором до минимального значения в конце зоны охлаждения. Охлаждение производят по всему периметру слитка.
В процессе непрерывной разливки измеряют температуру поверхности в районе четырех углов по сопрягаемым граням слитка с помощью, например, пирометров или тепловых труб. Температуру измеряют на расстоянии 20-30 мм от угловых ребер слитка на расстоянии 1-8 м от нижнего торца кристаллизатора.
Полученные результаты измерения температуры сравнивают попарно и при увеличении разницы значений температуры по сопрягаемым граням хотя бы в одном из углов в пределах 10-60% от рабочего значения уменьшают скорость вытягивания слитка на 10-30% от рабочего значения.
После уменьшения этой разницы до рабочего значения увеличивают скорость вытягивания слитка до рабочего значения.
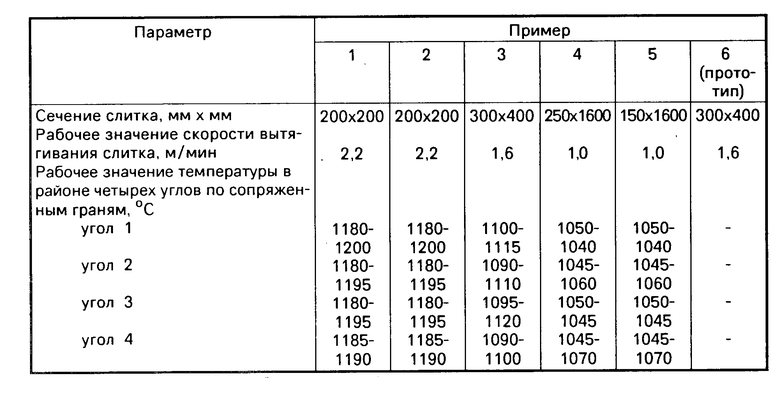
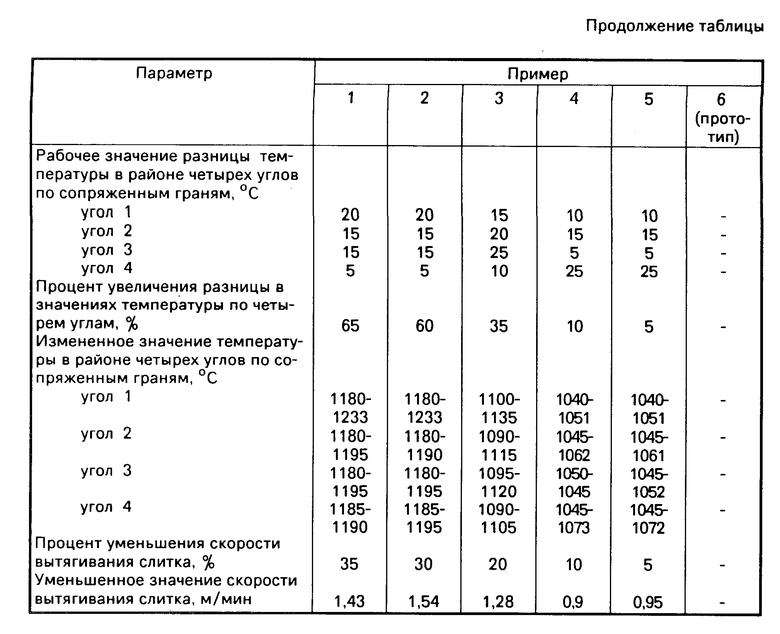
В таблице приведены примеры осуществления способа непрерывной разливки металлов с различными технологическими параметрами.
В примере 1 вследствие значительного снижения скорости вытягивания слитка будет происходить нарушение закономерности формирования слитка, что приведет к браку слитков по качеству макроструктуры, внутренним и наружным трещинам.
В примере 5 вследствие недостаточного снижения скорости вытягивания слитков в них будут возникать угловые наружные и внутренние трещины как продольные, так и поперечные.
В примере 6 (прототип) вследствие отсутствия измерения температуры поверхности слитка в районе его углов и соответствующего уменьшения скорости вытягивания в слитках возникают угловые наружные и внутренние трещины как продольные, так и поперечные.
В примерах 2-4 вследствие измерения температуры поверхности слитка в районе его углов и уменьшения скорости вытягивания слитка в оптимальных пределах в соответствии с результатами измерений в слитках не образуются внутренние и наружные трещины.
Применение предлагаемого способа позволяет сократить брак слитков по угловым трещинам на 1,9% Экономический эффект подсчитан в сравнении с базовым объектом, за который принят способ непрерывной разливки металлов, применяемый на Череповецком металлургическом комбинате.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048962C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048961C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048964C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043835C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048959C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2048963C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043833C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1993 |
|
RU2043834C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038184C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2038185C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Технический эффект при использовании изобретения заключается в улучшении качества непрерывнолитых слитков. Сущность изобретения: в кристаллизатор подают металл, вытягивают из него слиток прямоугольного сечения с переменной скоростью, охлаждают рабочие стенки кристаллизатора проточной водой, подают на мениск металла в кристаллизаторе шлаковую смесь, охлаждают поверхность слитка под кристаллизатором охладителем, распыливаемым форсунками, а также измеряют температуру поверхности слитка. В процессе непрерывной разливки измерение температуры производят в районе четырех углов по сопрягаемым граням слитка, сравнивают попарно полученные результаты измерений в районе каждого угла и при увеличении разницы значений температуры по сопрягаемым граням хотя бы в одном из углов в пределах 10 60% от рабочего значения уменьшают скорость вытягивания слитка на 10 30% от рабочего значения. 1 табл.
СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА, включающий подачу металла в кристаллизатор, вытягивание из него слитка прямоугольного сечения с переменной скоростью, охлаждение рабочих стенок кристаллизатора проточной водой, подачу на мениск металла в кристаллизаторе шлаковой смеси, охлаждение поверхности слитка под кристаллизатором охладителем, распыливаемым форсунками, а также измерение температуры поверхности слитка, отличающийся тем, что в процессе непрерывной разливки измерение температуры производят в районах четырех углов по сопрягаемым граням слитка, сравнивают попарно полученные результаты измерений в районе каждого угла и при увеличении разницы значений температуры по сопрягаемым граням хотя бы в одном из углов в пределах 10 60% от значения, заданного по технологии, уменьшают скорость вытягивания слитка на 10 30% от значения, заданного по технологии.
| Способ непрерывной разливки металлов | 1978 |
|
SU662249A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
