Изобретение относится к металлургии, конкретно к конструкциям ванн современных дуговых печей с эксцентричным донным выпуском металла.
Наиболее близкой к изобретению является ванна дуговой печи с эксцентричным донным выпуском металла, содержащая корпус с эркером, в котором размещен узел выпуска металла, и огнеупорную футеровку сферического участка ванны, касательного к нему участка и подины эркера [1]
Недостатком ванны является то, что рабочая поверхность футеровки подины эркера с верхней частью узла выпуска металла расположена не на касательной к рабочей поверхности футеровки сферического участка ванны, а на ломаной линии, образующей перегиб (порог) футеровки, задерживающий шлак при сливе и тем самым обуславливающий износ узла выпуска и приводящий к зарастанию шлаком выпускного канала. Кроме того, при наклоне печи и соответствующем отклонении от вертикали выпускного канала узла выпуска образуется угол встречи струи металла и стенки канала, что увеличивает интенсивность местного вымывания (износа) стенки.
Целью изобретения является уменьшение износа узла выпуска металла.
Это достигается тем, что рабочая поверхность футеровки подины эркера с верхней частью узла выпуска металла расположена на продолжении участка, касательного к рабочей поверхности футеровки сферического участка, а канал узла выпуска отклонен от вертикали в сторону сферической части на 5-15о.
Задачей изобретения является усовершенствование конструкции ванны дуговой печи с эксцентричным донным выпуском металла для увеличения межремонтного срока.
Сущность изобретения заключается в том, что предлагаемые конструктивные особенности обеспечивают соосное совпадение струи металла и канала узла его выпуска, что ликвидирует угол встречи струи металла со стенкой канала и способствует повышению ее стойкости.
Выбор углов наклона выпускного канала 5-15о объясняется тем, что, как было установлено, отклонение узла выпуска должно соответствовать углу наклона печи, который составляет 5-15о.
При отклонении канала на угол менее 5о или более 15о возникают углы встречи струи металла со стенками канала, что интенсифицирует его износ.
Расположение рабочей поверхности футеровки подины эркера с верхней частью узла выпуска металла на продолжении касательной к рабочей поверхности футеровки сферического участка ванны обеспечивает устранение порога (перегиба) футеровки и тем самым способствует беспрепятственному стеканию металла и шлака в сферическую часть ванны при возврате печи в рабочее положение, что снижает износ узла выпуска металла.
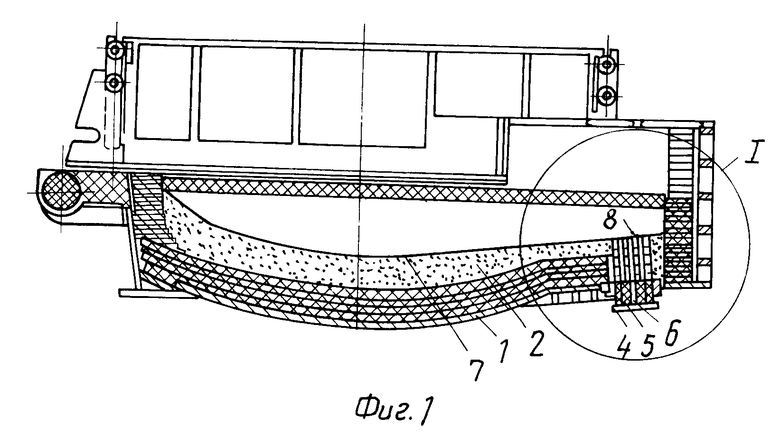
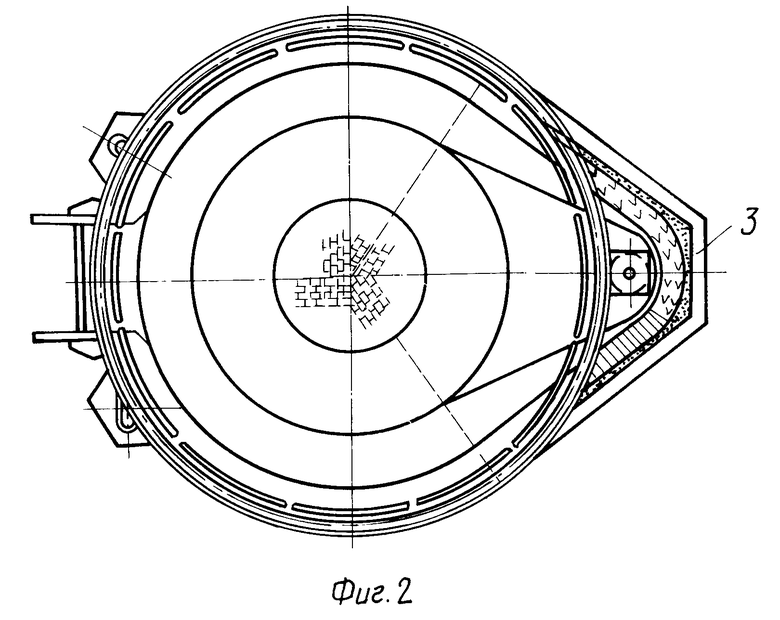
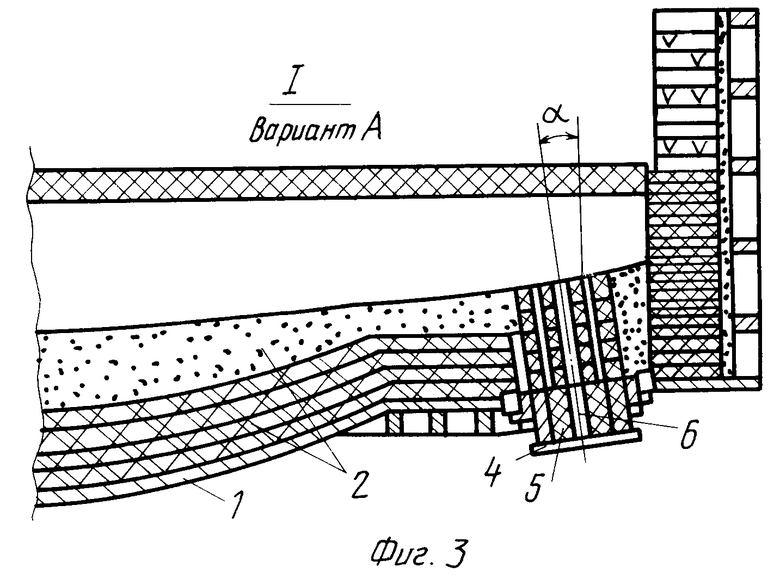
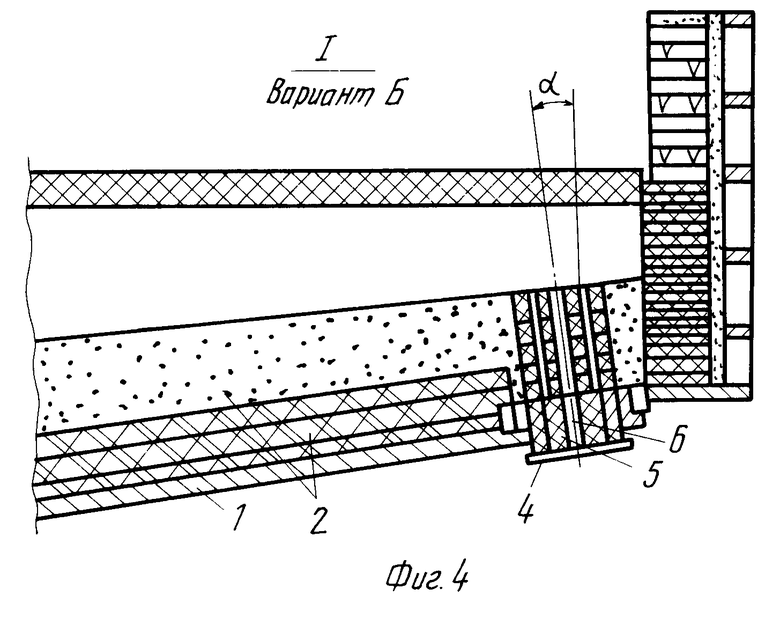
На фиг.1 изображена предлагаемая ванна дуговой печи с эксцентричным донным выпуском металла; на фиг.2 то же, вид в плане; на фиг.3 узел I на фиг. 1, вариант А; на фиг.4 то же, вариант Б.
Ванна дуговой печи содержит металлический корпус 1, огнеупорную футеровку 2, эркер 3 с узлом выпуска металла 4, набранным из огнеупорных фасонных изделий 5, образующих выпускной канал 6.
Огнеупорная футеровка ванны дуговой печи имеет сферическую часть и эркерную. Участок 7 рабочей поверхности огнеупорной футеровки от узла выпуска до сферической части выполнен по касательной к ней. Рабочая поверхность футеровки подины эркера 8 с верхней частью узла выпуска металла расположена на продолжении участка 7, касательного к рабочей поверхности футеровки сферического участка.
Канал узла выпуска металла отклонен от вертикали в сторону сферической части на угол α 5-15о.
Варианты А и Б отличаются формой днища эркера.
Перед выпуском жидкой стали печь наклоняют на 5о и расплавленный металл вытекает в ковш.
Наклон узла выпуска металла в сторону сферической части ванны на 5-15о обеспечивает соосность канала и струи металла, а сопряжение подин ванн и эркера по касательной способствует безпрепятственному стеканию металла и шлака в сферическую часть при обратном повороте печи.
Предлагаемая конструкция ванны дуговой печи с донным эркерным выпуском позволяет повысить стойкость огнеупоров узла выпуска металла за счет исключения контакта его со шлаком и обеспечения соосносности струи металла и канала при выпуске; качество металла за счет лучшего отделения шлака от металла при его выпуске.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дуговая плавильная печь с эксцентричным донным выпуском металла | 1990 |
|
SU1767319A1 |
| Футеровка ванны сталеплавильной дуговой печи | 1991 |
|
SU1836617A3 |
| Способ изготовления и восстановления стен и откосов плавильной печи | 1991 |
|
SU1773300A3 |
| Футеровка ванны дуговой плавильной печи | 1990 |
|
SU1723430A1 |
| ДУГОВАЯ ПЕЧЬ С ЭРКЕРНЫМ ВЫПУСКОМ РАСПЛАВА И СПОСОБ ЭКСПЛУАТАЦИИ ДУГОВОЙ ПЕЧИ | 2002 |
|
RU2300573C2 |
| ОГНЕУПОРНАЯ НАБИВНАЯ МАССА | 1991 |
|
RU2011648C1 |
| Способ изготовления футеровки тепловых агрегатов из сухих набивных масс | 1991 |
|
SU1822490A3 |
| ОГНЕУПОРНЫЙ РАСТВОР | 1991 |
|
RU2062764C1 |
| ОГНЕУПОРНАЯ МАССА ДЛЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2011647C1 |
| Способ измерения толщины футеровки тепловых агрегатов | 1975 |
|
SU569204A1 |
Изобретение относится к металлургии, а именно к конструкциям ванн современных дуговых печей с эксцентричным донным выпуском металла. Задача, решаемая изобретением, уменьшение износа узла выпуска металла. Сущность изобретения: в ванне дуговой печи с эксцентричным донным выпуском металла, содержащей корпус с эркером, в котором размещен узел выпуска металла, и огнеупорную футеровку сферического участка ванны, касательного к нему участка и подины эркера, рабочая поверхность футеровки подины эркера с верхней частью узла выпуска металла расположена на продолжении участка, касательного к рабочей поверхности футеровки сферического участка, а канал узла выпуска отклонен от вертикали в сторону сферической части на 5 15°С. 4 ил.
ВАННА ДУГОВОЙ ПЕЧИ С ЭКСЦЕНТРИЧНЫМ ДОННЫМ ВЫПУСКОМ МЕТАЛЛА, содержащая корпус с эркером, в котором размещен узел выпуска металла, и огнеупорную футеровку сферического участка ванны, касательного к нему участка и подины эркера, отличающаяся тем, что рабочая поверхность футеровки подины эркера с верхней частью узла выпуска металла расположена на продолжении участка, касательного к рабочей поверхности футеровки сферического участка, а канал узла выпуска отклонен от вертикали в сторону сферической части на 5 - 15o.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Журнал "Metallurgical Plant and Technology (MPT)" | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
