Изобретение относится к пайке, в частности к способу пайки дисперсионно-твердеющих сплавов на никелевой основе и может быть использовано в машиностроении, авиационной и космической технике.
Известен способ пайки телескопических соединений и дисперсионно-твердеющих сплавов на основе никель-хром, включающий выдержку при нагреве при температуре 0,9-0,95 от температуры нижнего предела фазовых превращений и выдержку при охлаждении при температуре 1,05-1,1 от температуры верхнего предела фазовых превращений. Нагрев и охлаждение осуществляют в газовой среде [1]
При использовании данного способа в паяном шве могут возникать разного рода дефекты из-за недостаточно высоких механических свойств.
Известен способ пайки изделий в высоком вакууме, заключающийся в нагреве до температуры пайки, охлаждении в вакууме до температуры 600оС, введении при этой температуре защитного газа, ускоренном охлаждении изделий до 100оС и дальнейшем охлаждении на воздухе [2]
Указанным способом можно паять изделия из дисперсионно-твердеющих сплавов с низким интервалом температур фазовых превращений. Однако получают паяные швы с недостаточной пластичностью.
Целью данного изобретения является получение качественных паяных изделий из дисперсионно-твердеющих сплавов на основе никель-хром без образования дефектов (пор) и работающих в условиях, требующих высоких механических свойств.
Поставленная цель достигается тем, что в способе пайки, включающем нагрев до температуры пайки в высоком вакууме с последующим охлаждением в защитной среде с использованием ускоренного охлаждения, при пайке дисперсионно-твердеющих сплавов на никелевой основе ускоренное охлаждение осуществляют от температуры пайки до 600оС конца фазового превращения со скоростью 50-100оС/мин, а затем скорость охлаждения снижают до 0,15-0,25 от предыдущей.
Технический результат данного способа повышение механических свойств изделий, в основном пластичности, обеспечивающее их работу в условиях высоких температур.
Способ осуществляют следующим образом.
Изделие из дисперсионно-твердеющего сплава паяли в вакуумной печи. При температуре пайки сплав представляет собой однородный γ-твердый раствор высокой пластичности. После завершения процесса пайки в печь вводят поток инертного газа, что позволяет осуществить ускоренное охлаждение изделий со скоростью 50-100оС/мин и сохранить однородный γ-твердый раствор с min количеством упрочняющих фаз. Скорость охлаждения менее 50оС/мин не позволит достичь указанного эффекта. Ускоренное охлаждение проводят до температуры конца фазовых превращений в сплаве. При достижении указанной температуры скорость подачи газа резко замедляют до 0,15-0,25 от предыдущей. Скорость охлаждения обеспечивает релаксацию напряжений в паяном шве и сплаве паяной конструкции. За пределами указанного интервала скорости охлаждения релаксация внутренних напряжений не достигается, что может привести к появлению дефектов в виде пор и отрывов паяного шва.
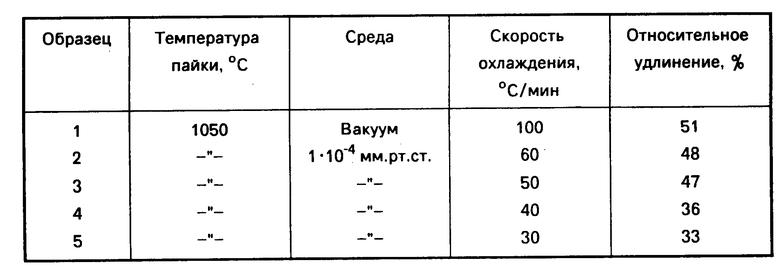
П р и м е р. Собранную конструкцию изделия, например сильфон с арматурой из дисперсионно-твердеющего сплава на никель-хромовой основе, нагревают в вакууме 1˙10-4 мм Нg до температуры пайки 1050-1100оС. Время выдержки 5-10 мин. Используют припой на основе меди с добавками палладия. После завершения процесса пайки в рабочее пространство вводят поток инертного газа-аргона, что обеспечивает охлаждение изделий со скоростью 50-100оС/мин. Время охлаждения 5-10 мин. За это время изделие достигнет температуры 600-650оС температуры конца фазового превращения в сплаве. Далее прекращали подачу газа и дальнейшее охлаждение осуществляли со скоростью 0,15-0,25 предыдущей скорости охлаждения, т. е. 10-25оС/мин. Охлаждающая среда газ или вакуум. Опытные образцы были подвергнуты механическим испытаниям.
Анализ исследований показал (см.таблицу), что пластичность сплава при охлаждении со скоростью 50-100оС/мин значительно больше, чем при скорости менее 50оС/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИЙ | 1997 |
|
RU2129166C1 |
| СПОСОБ ПАЙКИ ЖАРОПРОЧНЫХ ДИСПЕРСИОННО-ТВЕРДЕЮЩИХ СПЛАВОВ НА НИКЕЛЬ-ХРОМОВОЙ ОСНОВЕ | 1996 |
|
RU2129061C1 |
| СПОСОБ НАПЛАВКИ НА СТЫКУЕМЫЕ КРОМКИ ИЗДЕЛИЙ | 1993 |
|
RU2063313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 1993 |
|
RU2063284C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2109606C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ МЕДНО-СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2129063C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2096143C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ С ГАЛЬВАНИЧЕСКИМ НИКЕЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2064536C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2094190C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2106941C1 |
Использование: пайка дисперсионно-твердеющих сплавов, применяемых в машиностроении, авиационной и космической технике. Сущность изоретения: способ пайки предусматривает пайку изделий из сплавов на никель хромовой основе при 1050 1100°С, охлаждение их в потоке инертного газа со скоростью 50 100°С/мин до температуры 600 650°С конца фазового превращения в сплаве и дальнейшее охлаждение со скоростью 0,15 0,25 от предыдущей. 1 табл.
СПОСОБ ПАЙКИ ИЗДЕЛИЙ, включающий нагрев до температуры пайки в высоком вакууме с последующим охлаждением в защитной среде с использованием ускоренного охлаждения, отличающийся тем, что при пайке дисперсионно-твердеющих сплавов на никелевой основе ускоренное охлаждение осуществляют от температуры пайки до 600oС конца фазового превращения со скоростью 50-100 град/мин, а затем скорость охлаждения снижают до 0,15-0,25 от предыдущей.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ пайки в вакууме | 1988 |
|
SU1581493A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |

