Изобретение относится к области пайки и сварки, в частности к способам изготовления паяных телескопических конструкций, и может найти применение в энергетическом машиностроении при изготовлении толстостенных конструкций.
Известен способ изготовления телескопических конструкций, состоящих из толстостенных оболочек, включающий сборку под пайку наружной и внутренней оболочек с образованием между ними внутренней герметизируемой полости, сварку по торцам оболочек, вакуумирование полости, нагрев, пайку и охлаждение. В процессе пайки происходит взаимное прижатие оболочек за счет перепада давления снаружи и изнутри конструкции.
Однако имеются некоторые трудности в создании плотного прижатия оболочек в угловых ее частях, способ не позволяет получить высокую степень герметичности паяного соединения в этих местах вследствие жесткости внутренней оболочки. Кроме того, от сварки оболочек друг с другом в них возникают остаточные напряжения, которые могут привести к возникновению трещин в паяном соединении.
Задачей изобретения является обеспечение получения высокой степени герметичности паяных соединений толстостенных оболочек.
Для этого в способе изготовления телескопических конструкций, состоящих из толстостенных внутренней и наружной оболочек, внутреннюю оболочку изготавливают с тонкостенным компенсатором, на внутренней поверхности наружной оболочки выполняют канавку и проточку, на паяемые поверхности оболочек наносят никелевое покрытие, на поверхность наружной оболочки в зоне будущей сварки с внутренней оболочкой наплавляют слой гомогенного сплава на никелевой основе, который затем обрабатывают до заданной толщины, к торцу наружной оболочки приваривают кольцо, при сборке компенсатор внутренней оболочки располагают в проточке наружной оболочки с образованием герметизируемой полости между стенками проточки и компенсатора, затем выполняют сварку торцов оболочек и сварку оболочек со стороны компенсатора, осуществляют вакуумирование, в процессе которого обеспечивают втягивание компенсатора в канавку, выполняют нагрев до температуры ниже температуры плавления припоя на 15 - 25oC, изотермическую выдержку при этой температуре, затем нагрев до температуры пайки, пайку, охлаждение и удаление компенсатора.
На чертеже изображено поперечное сечение телескопической конструкции, изготавливаемой данным способом.
Паяемая конструкция содержит наружную оболочку 1, внутреннюю оболочку 2, тонкостенной компенсатор 3, выполненный в виде торцевого зига. Наружная 1 и внутренняя 2 оболочки образуют после сварки герметизируемую полость 4. Наружная оболочка 1, выполненная с проточкой 5 и канавкой 6, образует с внешней поверхностью компенсатора 3 дополнительную герметизируемую полость 7. Компенсатор 3 приварен к наружной оболочке 1 сварным швом 8. С другой стороны к оболочке 1 приварено кольцо из ЗИ-811. Оболочка 1 через кольцо 9 соединена сварным швом 10 с оболочкой 2.
Проводили пайку двухслойной телескопической конструкции, содержащей наружную оболочку 1 из сплава на никелевой основе ЭП-202 и внутреннюю оболочку 2 из бронзы БрХ0,8. Последняя в труднодоступном месте, т.е. в угловой части конструкции, выполнена с тонкостенным компенсатором 3 в виде торцевого зига. Толщина стенки внутренней оболочки 2 составляет 6 мм, а толщина стенки компенсатора - 1 мм. Наружная оболочка 1 выполнена с проточкой 5 и канавкой 6 по конфигурации, соответствующей конфигурации сопрягаемого с ней компенсатора 3. На паяемые поверхности оболочек наносят слой никеля 25 - 35 мкм с целью защиты проникновения припоя к дисперсионно-твердеющему сплаву основы при пайке, чтобы предотвратить появление трещин. На оболочку 1 в зоне будущей сварки наплавляют слой гомогенного сплава на никелевой основе толщиной приблизительно 3 мм, затем его механически обрабатывают до толщины не менее 1 мм. К торцу наружной оболочки 1 приваривают кольцо 9. Медно-серебряный припой в виде фольги размещали на наружной оболочке 1. Внутреннюю оболочку 2 охлаждали в жидком азоте и устанавливали до упора в наружную оболочку 1 так, чтобы выступ компенсатора 3 входил в проточку 5 наружной оболочки 1 с зазором 0,1 - 0,5 мм. Зазор между поверхностью канавки 6 и компенсатором 3 составлял 0,4 - 2,0 мм. При этом образуются герметизируемая полость 4 между оболочками 1 и 2 и дополнительная полость 7 между наружной оболочкой 1 и компенсатором 3. Концевая поверхность компенсатора 3 расположена на плоскости, перпендикулярной плоскости пайки.
Назначение компенсатора состоит в следующем. Канавка 6 выполнена с увеличенным по сравнению с проточкой 5 объемом, обеспечивающим втягивание в нее стенки компенсатора 3 при создании в полости 7 вакуума. При пайке внутренняя теплопроводная оболочка 2 отпружинивается от наружной оболочки 1 вследствие своей значительной толщины и жесткости. Это происходит при охлаждении конструкции с температуры пайки, когда металл шва теряет пластичность, а жесткость внутренней оболочки 2 увеличивается. Для преодоления отпружинивания внутренней оболочки 2 необходимо зафиксировать ее концевые участки и одновременно создать условия для релаксации усадочных напряжений. Эту функцию при пайке и выполняет тонкостенный компенсатор 3. В процессе пайки происходит втягивание его в канавку 6, при этом его стенки, передавая давление поджатия на внутреннюю оболочку 2, обеспечивают ее неподвижность в труднодоступном месте конструкции в течение всего процесса нагрева и охлаждения. После пайки компенсатор 3 удаляют.
Осуществляли сварку оболочек 1, 2 по торцам швами 8 и 10 и вакуумирование полостей 4 и 7 до остаточного давления не выше 2•10-2 мм рт.ст. При вакуумировании происходило втягивание стенки компенсатора 3 в канавку 6. Затем детали нагревали до температуры ниже температуры плавления припоя на 15 - 20oC и делали изотермическую выдержку для выравнивания температуры по всему сечению и снятия напряжений. Затем нагревали до температуры пайки. Пайку проводили при температуре 1015 ±5oC с выдержкой 15 мин в атмосфере инертного газа - аргона. Давление газа в печи составляло 6 кгс/см2. В процессе охлаждения при температуре 650oC делали изотермическую выдержку в течение 20 мин. После охлаждения до комнатной температуры компенсатор отрезали.
Проводили испытания на герметичность и прочность паяных соединений. Потери герметичности и прочности не обнаружены. Все конструкции, спаянные по предложенной технологии, выдержали гидроиспытания и пневмоиспытания. Выход годной продукции составил 100%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2096143C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2094190C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2106941C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНОЙ ТЕЛЕСКОПИЧЕСКОЙ КОНСТРУКЦИИ | 1996 |
|
RU2106230C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2106942C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНО-ПАЯНОГО ТЕЛЕСКОПИЧЕСКОГО СОЕДИНЕНИЯ КОНСТРУКЦИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 1996 |
|
RU2106231C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ МЕДНО-СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2129063C1 |
| СПОСОБ ПАЙКИ КОНСТРУКЦИЙ | 1996 |
|
RU2109607C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1996 |
|
RU2129062C1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1998 |
|
RU2156182C2 |
Изобретение может быть использовано в энергетическом машиностроении при пайке телескопических толстостенных конструкций. Конструкция содержит наружную оболочку 1 и внутреннюю 2 с тонкостенным компенсатором 3 в виде торцевого зига в труднодоступном месте. Наружная оболочка выполнена с проточкой 5 и канавкой 6. На паяемые поверхности наносят никелевое покрытие. В местах сварки наплавляют слой гомогенного сплава на никелевой основе. Внутреннюю оболочку устанавливают в наружную так, чтобы выступ компенсатора 3 входил в проточку 5 с зазором. При сборке образованы герметизируемые полости 4 и 7. Вакуумируют полости. Происходит втягивание стенки компенсатора 3 в канавку 6. Осуществляют изотермическую выдержку при температуре ниже температуры пайки на 15 - 25oС в печи в атмосфере инертного газа - аргона при температуре 1015 ± 5oС с выдержкой 15 мин. В процессе охлаждения при 650oС проводят изотермическую выдержку в течение 20 мин, охлаждение и удаление компенсатора. Способ обеспечивает высокую герметичность паяного соединения. 1 ил.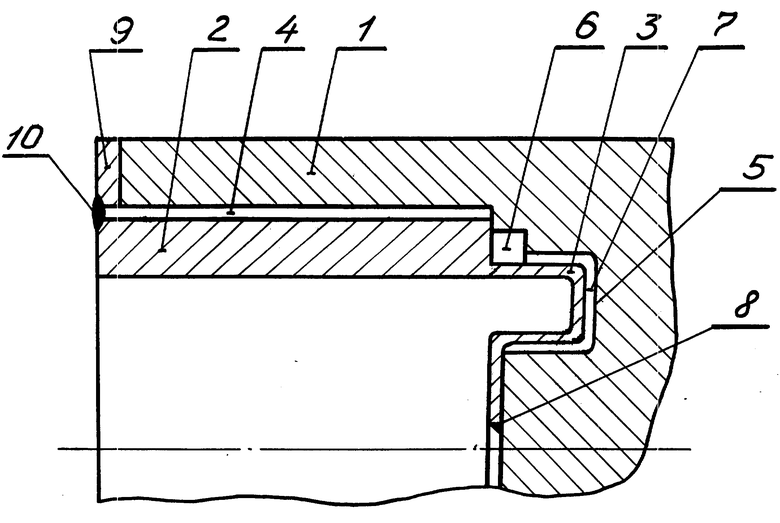
Способ изготовления паяных телескопических конструкций, состоящих из толстостенных внутренней и наружной оболочек, включающий сборку оболочек под пайку с образованием между ними герметизируемой полости, сварку по торцам оболочек, вакуумирование полости для поджатия оболочек друг к другу, нагрев, пайку и охлаждение, отличающийся тем, что внутреннюю оболочку изготавливают с тонкостенным компенсатором, расположенным в ее торце, на внутренней поверхности торца наружной оболочки выполняют канавку и проточку, на паяемые поверхности оболочек наносят никелевое покрытие, на поверхность наружной оболочки со стороны компенсатора наплавляют слой гомогенного сплава на никелевой основе, который затем обрабатывают до заданной толщины, к торцу наружной оболочки приваривают стальное кольцо, при сборке компенсатор внутренней оболочки располагают в проточке наружной оболочки с образованием дополнительной полости между стенками проточки и компенсатора, затем осуществляют сварку торцев оболочек со стороны кольца и со стороны компенсатора, в процессе вакуумирования обеспечивают втягивание компенсатора в канавку, далее выполняют предварительный нагрев до температуры ниже температуры плавления припоя на 15 - 25o с изотермической выдержкой при ней с последующим нагревом до температуры пайки, а после пайки и охлаждения компенсатор и кольцо удаляют.
| Горев И.М | |||
| Основы производства жидкостных реактивных двигателей | |||
| - М.: Машиностроение, 1969, с | |||
| Приспособление для останова мюля Dobson аnd Barlow при отработке съема | 1919 |
|
SU108A1 |
