Изобретение относится к строительству, а именно к конструкциям сварных шпунтовых свай для промышленного, гражданского, сельскохозяйственного и гидротехнического строительства.
Известны шпунтовые сваи, включающие ствол и различные замки, в качестве которых используют различные виды фасонного проката, в том числе замковые части прокатных шпунтов типа "Ларсен" [1-4]
Известная также шпунтовая свая, выполненная сварной с замком в виде углового профиля, приваренного кромкой одной из полок к стволу, при этом другая полка выполнена переменной ширины, увеличенной к концевой части [5]
Все эти конструкции с замковыми соединениями, располагаемыми вблизи нейтральной оси шпунтовой стенки, трудоемки в изготовлении и обладают значительной металлоемкостью.
Наиболее близким техническим решением к изобретению в части конструкции сваи по своей сущности и достигаемому результату является сварная шпунтовая свая, включающая ствол и замки из углового стандартного профиля, приваренные к стволу кромкой одной из полок [6]
Наиболее близким техническим решением к изобретению в части способа изготовления сварной шпунтовой сваи является способ изготовления сварной шпунтовой сваи, включающий изготовления ствола и прикрепление к нему замков путем приварки к наружной поверхности ствола угловых профилей кромкой одной из полок [6]
Недостаток известной конструкции сварной шпунтовой сваи заключается в низкой несущей способности сварного соединения. Поскольку для обеспечения грунтонепроницаемости замкового соединения шпунтовой стенки, выполненной из свай указанной конструкции, угловой профиль приварен к стволу сваи с образованием между стволом и кромкой неприваренной полки минимального зазора, необходимо для заведения свай в замок, то затруднен доступ сварочного инструмента через такой зазор для выполнения внутреннего сварного шва. Помимо снижения прочности за счет выполнения одностороннего шва в месте прилегания кромки углового профиля к стволу с внутренней стороны происходит коррозия, что также снижает эксплуатационную надежность сваи.
Недостаток известного способа заключается в том, что он не обеспечивает выполнение конфигурации поперечного сечения замка, обладающей хорошей грунтонепроницаемостью и позволяющей выполнять двухстороннюю сварку.
Задачей изобретения является повышение надежности свай за счет обеспечения высокого качества сварных швов при прикреплении замков к стволу без снижения грунтонепроницаемости замкового соединения, без увеличения трудоемкости изготовления и металлоемкости сваи.
Указанная задача решена за счет того, что в сварной шпунтовой свае, включающей ствол и замки из углового профиля, приваренные к стволу кромкой одной из полок, по крайней мере одна из полок углового профиля каждого замка выполнена изогнутой в направлении к другой полке с образованием между полками зазора переменной ширины в поперечном сечении.
При этом полка может быть выполнены изогнутой на участке, примыкающем к месту сопряжения полок; зазор между полками может быть выполнен переменной ширины по длине углового профиля; зазор между полками может быть выполнен с минимальной шириной, не превышающей толщины полки; зазор между полками может быть выполнен увеличенной ширины у одного или у обоих торцов углового профиля; угловой профиль может быть неравнополочным и приварен кромкой широкой полки; изогнутой может быть выполнена широкая полка каждого профиля; широкая полка на участке, прилегающем к сварному шву, может быть выполнена с дополнительным изгибом в направлении к другой полке с образованием у этой полки корытообразного поперечного сечения; узкая полка тоже может быть выполнена корытообразного поперечного сечения; замки могут быть расположены на противолежащих сторонах ствола кососимметрично относительно центрального продольного его сечения; сварные швы противолежащих замков могут быть расположены в плоскости центрального продольного сечения ствола; сварные швы противолежащих замков могут быть расположены с равным смещением в противоположные стороны относительно плоскости продольного сечения ствола; ствол может быть выполнен трубчатым; угловые профили могут быть выполнены прокатными.
В части способа задача решается за счет того, что в способе изготовления сварной шпунтовой сваи, включающем изготовление ствола и прикрепление к нему замков путем приварки к наружной поверхности ствола кромки одной из полок угловых профилей, перед приваркой или после приварки к поверхности ствола кромки одной из полок углового профиля изгибают по крайней мере одну из полок углового профиля в направлении к другой полке с образованием между полками зазора переменной ширины в поперечном сечении.
При этом полку можно изгибать на участке, примыкающем к месту сопряжения полок; зазор можно образовывать с минимальной шириной, не превышающей толщины полки; зазор можно выполнять переменной ширины по длине углового профиля; зазор можно выполнять увеличенной ширины у одного или у обоих торцов углового профиля; можно использовать неравнополочные угловые профили, причем к стволу приваривают кромку широкой полки каждого профиля; можно изгибать широкую полку каждого профиля; широкую полку каждого профиля на участке, прилегающем к сварному шву, можно дополнительно изгибать в направлении к другой полке с образованием у этой полки корытообразного поперечного сечения; узкую полку каждого углового профиля можно изгибать в направлении к широкой полке с образованием у узкой полки также корытообразного поперечного сечения; замки можно прикреплять к стволу на противолежащих его сторонах кососимметрично относительно центрального продольного сечения ствола; сварные швы противолежащих замков можно располагать с равным смещением в противоположные стороны относительно центрального продольного сечения ствола; ствол можно выполнять трубчатым, а угловые профили можно выполнять прокаткой.
Указанные отличия обеспечивают получение нового технического результата, состоящего в том, что конструкция обеспечивает свободный доступ к местам расположения сварных швов, что позволяет выполнить их по обе стороны кромки полки с необходимым высоким качеством сварки при одновременном обеспечении грунтонепроницаемости замкового соединения за счет конфигурации поперечного сечения замка и без увеличения при этом потребного количества металла на замки. Конструкция позволяет использовать стандартные угловые профили, а изготовление из них конструкций с высокими эксплуатационными качествами несложно и может быть осуществлено с помощью простого оборудования.
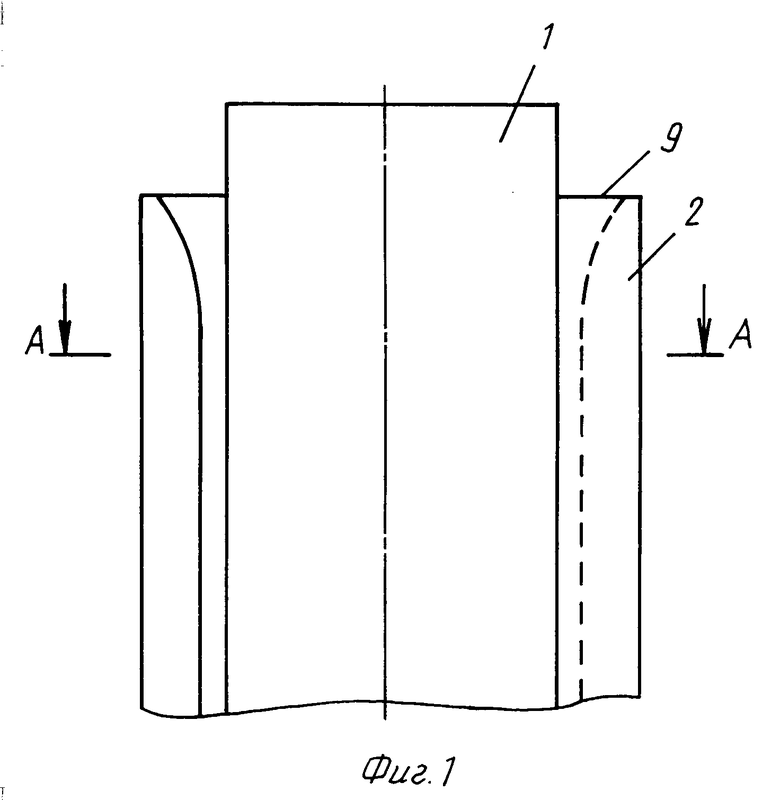
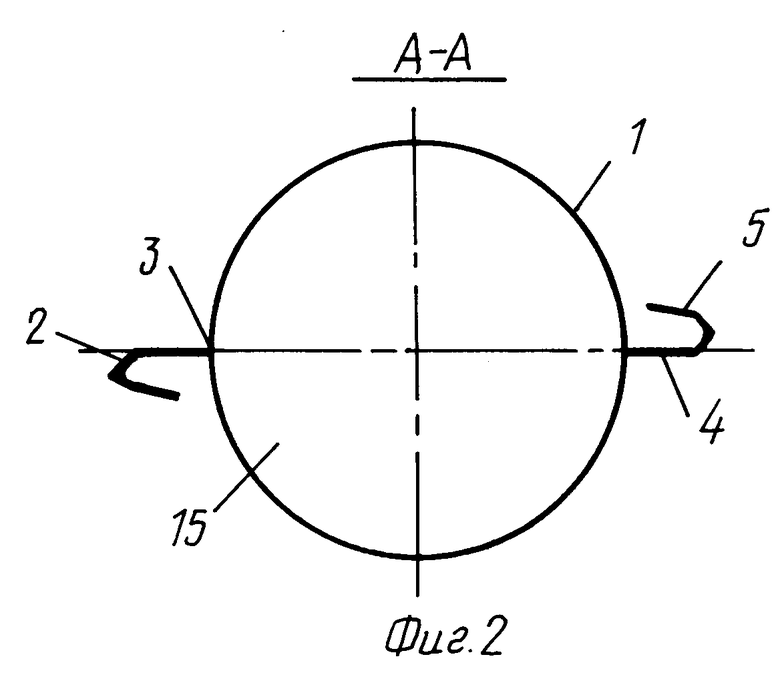
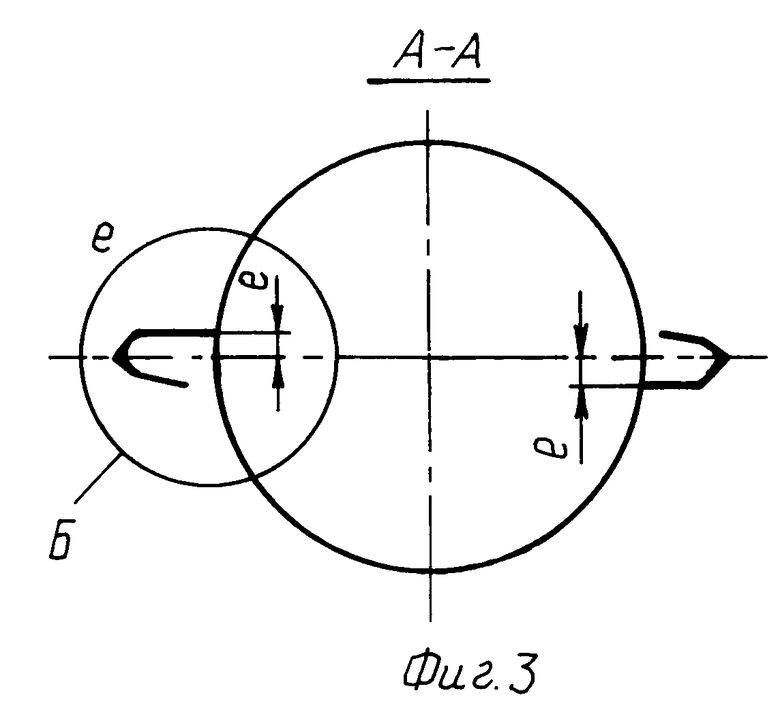
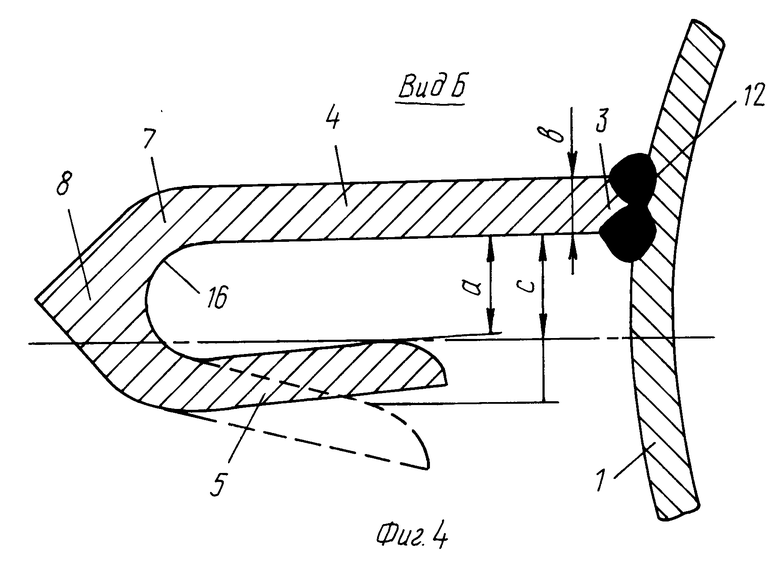
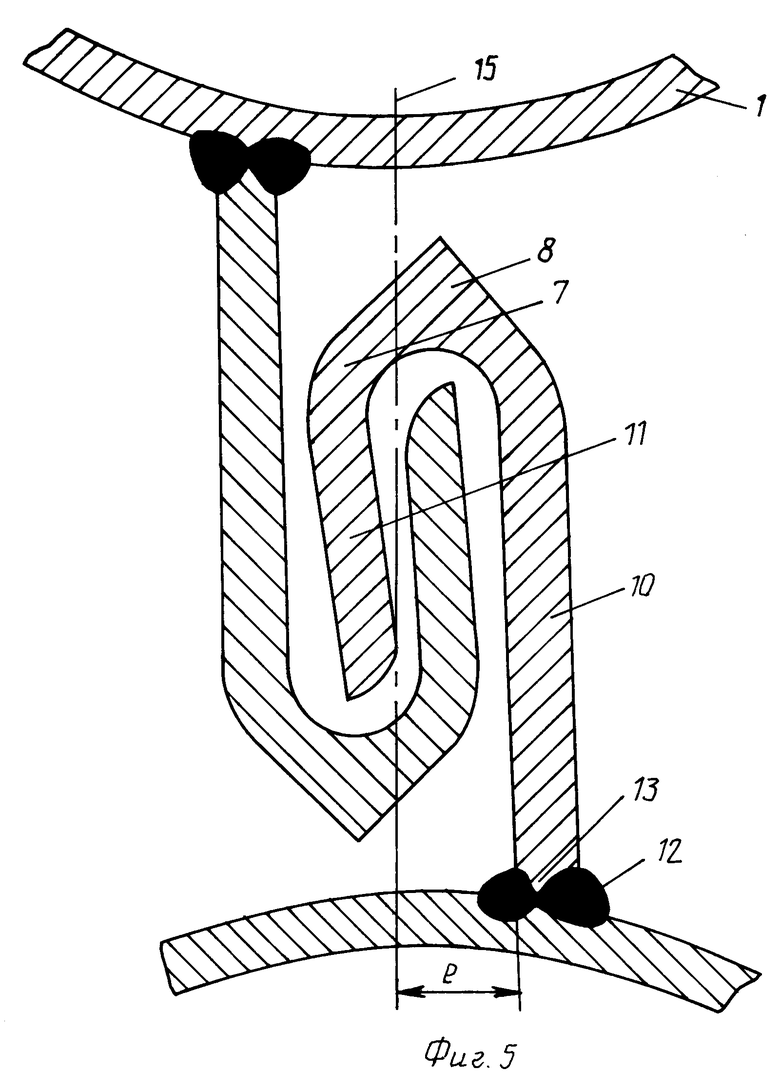
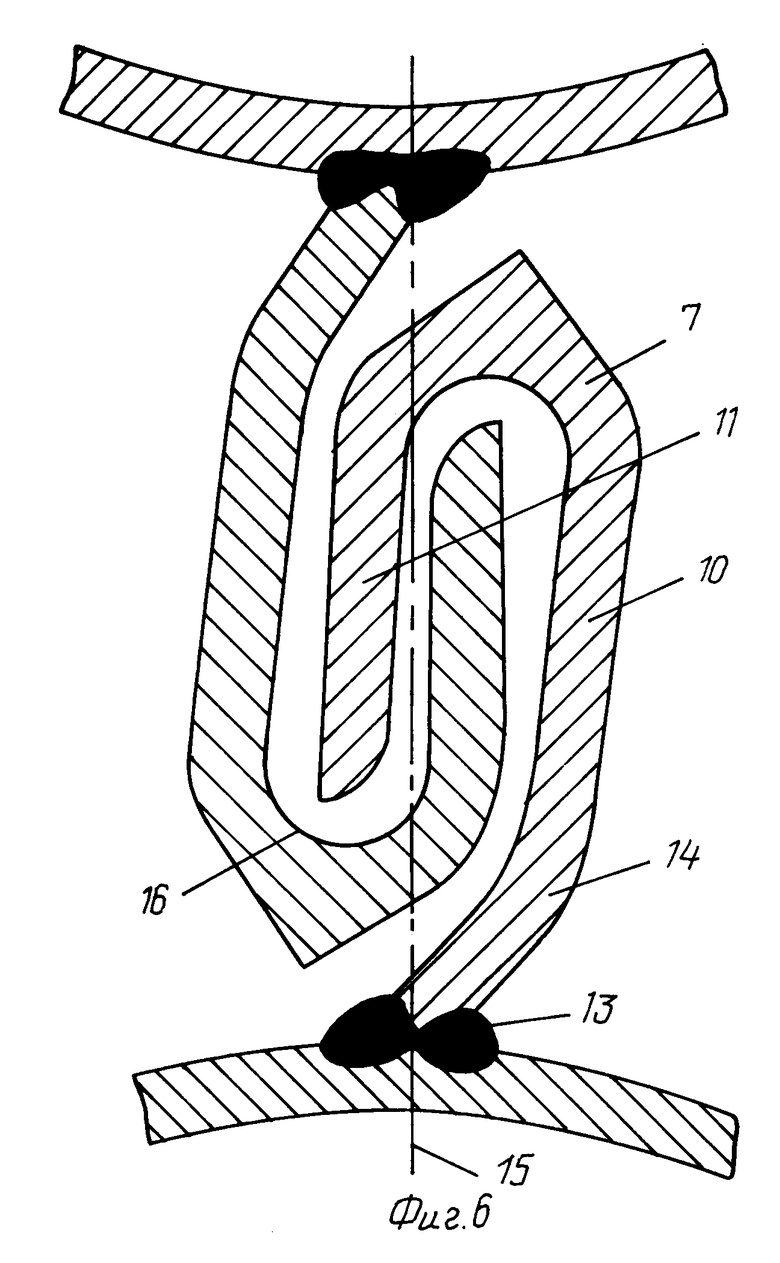
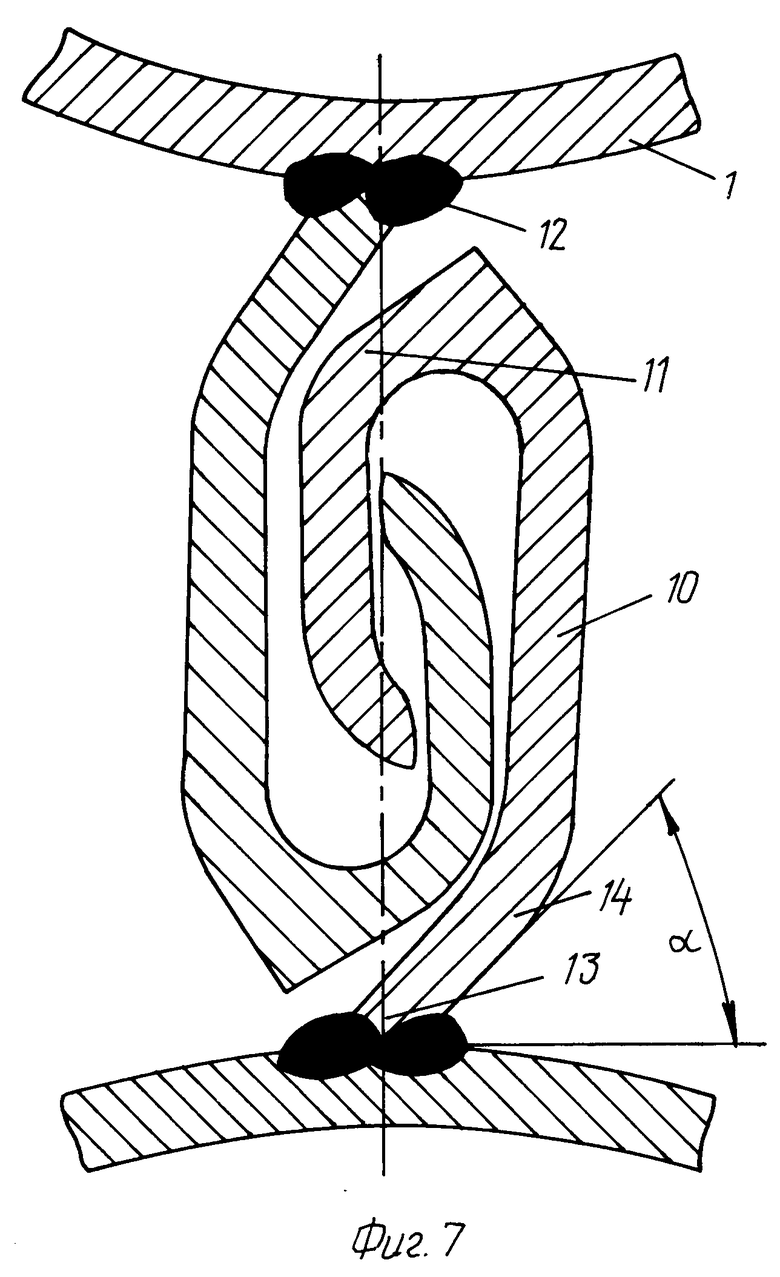
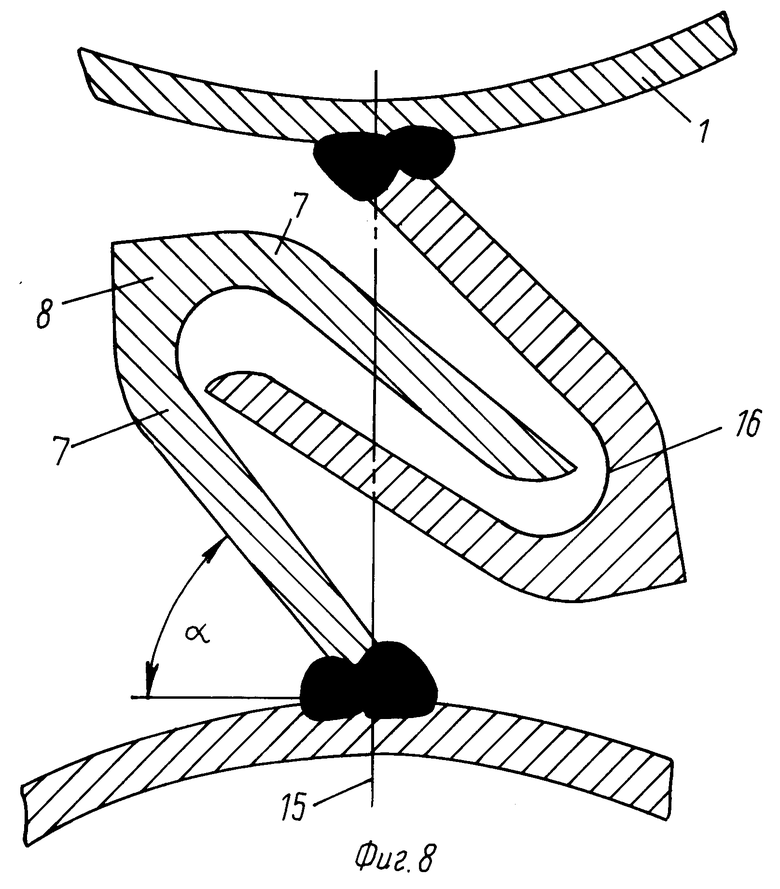
На фиг. 1 изображена сварная трубчатая свая с замками; на фиг. 2 - сечение А-А на фиг. 1, вариант расположения замков по центральной продольной плоскости ствола; на фиг. 3 то же, с замками, расположенными с равными смещениями в противоположные стороны от центральной продольной плоскости ствола; на фиг. 4 узел Б на фиг. 3; на фиг. 5 вариант выполнения замкового соединения двух шпунтовых свай из неравнополочного углового профиля; на фиг. 6 то же, вариант выполнения с дополнительным изгибом широкой полки углового профиля; на фиг. 7 то же, с дополнительным изгибом узкой полки; на фиг. 8 - то же, вариант выполнения замкового соединения из разнополочного профиля.
Сварная шпунтовая свая включает ствол 1 и замки 2 из углового профиля, например, углового проката, приваренные к стволу 1 кромкой 3 полки 4. Полка 5 углового профиля выполнена изогнутой в направлении полки 4, а полка 4 выполнена изогнутой в направлении полки 5 с образованием между полками 4 и 5 зазора 6 переменной ширины в поперечном сечении.
Зазор 6 может быть получен за счет изгиба только одной полки 5, но предпочтительнее изгибать обе полки, в этом случае выше качество замка. Изгибы 7 полок 5 и 4 расположены преимущественно на участках, примыкающих к месту сопряжения 8 полок 4 и 5. Зазор 6 между полками 4 и 5 может быть выполнен с минимальной шириной "а", не превышающей толщины "b" полки углового профиля для обеспечения защемления полки в замке, что улучшает грунтонепроницаемость замкового соединения. Зазор 6 может быть выполнен переменной ширины по длине профиля, например, увеличенной ширины "с" у одного торца 9, или у обоих торцов 9 углового профиля. Увеличенная ширина "с" у торцов 9 (раструб) необходима для удобства заведения свай в замок, особенно это важно в случае выполнения защемления. Угловой профиль может быть неравнополочным с широкой полкой 10 и узкой полкой 11, при этом к стволу приварена сварными швами 12 кромка 13 широкой полки 10, а широкая полка может быть выполнена изогнутой. Широкая полка 10 может быть выполнена с дополнительным изгибом 14 на участке, прилегающем к сварному шву 12, в направлении к узкой полке 11 с образованием у полки 10 корытообразного поперечного сечения. Узкая полка 11 также может быть выполнена изогнутой, корытообразного поперечного сечения. Замки 2 расположены на противоположных сторонах ствола 1 кососимметрично относительно центрального продольного сечения 15 ствола 1, а сварные швы 12 могут быть расположены как в плоскости центрального продольного сечения 15, так и с равным смещением в противоположные стороны от сечения 15. Ствол 1 может быть выполнен любого требуемого поперечного сечения, преимущественно трубчатого, а угловые профили-преимущественно прокатными.
Согласно изобретению сварную шпунтовую сваю изготавливают следующим способом.
Вначале изготавливают любым известным способом ствол 1, например, трубчатого сечения, выполняют разметку линии крепления замковой заготовки на его наружной поверхности и прихватку замка. Затем приваривают сварными швами 12 полку 4, устанавливая ее при этом кромкой 3 к поверхности ствола 1 сваи под углом, обеспечивающим возможность выполнения двухстороннего сварного шва 12, то есть близким к прямому. Двухсторонняя сварка может быть выполнена, например, с одновременным выполнением обоих швов. До приварки либо после приварки путем пластической деформации формуют замкок 2, для чего по крайней мере одну из полок, например полку 5 углового профиля изгибают в направлении к полке 4, сближая полки с образованием между ними зазора 6 переменной ширины в поперечном сечении. При этом преобразуют угловой профиль в профиль, имеющий в поперечном сечении форму крюка, зев которого обращен к стволу сваи. Крюк можно формовать также, изгибая обе полки 4 и 5 навстречу друг другу, при этом предпочтительнее изгибать их на участке 7, прилегающем к месту сопряжения 8 полок к "обушку" углового профиля.
Образование заданной формы поперечного сечения замка может быть выполнено, например, путем обжатия полок углового профиля в процессе перемещения его между последовательно установленными парами валков заданной формы (на чертежах не показаны), причем на каждой паре валков осуществляют встречную деформацию полок на заданный угол. Использование стандартного прокатного профиля в качестве исходного материала для замковых заготовок значительно упрощает технологию и оборудование для формовки замкового элемента описанной выше конфигурации благодаря открывающейся при этом возможности жесткой фиксации исходного материала в формовочные клети (на чертежах не показаны) путем прижатия к одному валку прямоугольного основания углового профиля, а к другому внутренней галтели 16 прокатного профиля (валки на чертежах не показаны). Минимальный зазор 6, имеющий переменную ширину, образуемый между полками 4 и 5, выполняют в частности меньшим толщины полки в том случае, когда необходимо обеспечить защемление полки ответного замка. Зазор 6 можно выполнять также переменной ширины по длине углового профиля и в частности увеличенной ширины у одного из торцов 9 или у обоих торцов 9.
Если используют неравнополочные угловые профили, то к стволу 1 приваривают широкие полки 10 угловых профилей, при этом крюк каждого замка формуют, изгибая либо широкую полку 10 каждого профиля, либо узкую полку 11, либо обе полки как описано выше, при этом широкую полку 10 каждого профиля на участке, прилегающем к сварному шву, можно дополнительно изгибать в направлении к полке 11, образуя у этой полки корытообразную форму поперечного сечения.
Возможен вариант способа, при котором узкую полку 11 также дополнительно изгибают в направлении к широкой полке 10 с образованием у этой полки также корытообразного поперечного сечения. Такая форма поперечного сечения замка улучшает грунтонепроницаемость замкового соединения.
Замки прикрепляют к стволу 1 на противолежащих его сторонах кососимметрично относительно центрального продольного сечения ствола 1 для обеспечения однотипности изготавливаемых свай, при этом сварные швы противолежащих замков можно располагать как в плоскости центрального продольного сечения, так и с равным смещением в противоположные стороны относительно центрального продольного сечения ствола для обеспечения линейности шпунтовой стенки, монтируемой из таких свай.
При выполнении полки 10 корытообразного поперечного сечения, как показано на фиг. 6, для обеспечения двухстороннего подхода к местам сварки назначают величину угла наклона полки к поверхности трубы из условия обеспечения размера входа в зев замка достаточного для двухстороннего подхода к местам сварки сварочным инструментом (на чертежах не показан).
Аналогично выбирают угол в случае выполнения замков из разнополочного профиля (фиг. 8).
Способ предусматривает возможность выполнения деформации полок также после приварки углового профиля. Угловой профиль приваривают двухсторонним качественным швом, а после приварки формуют замок, обеспечивающий грунтонепроницаемое соединение.
Возможность относительно свободного двухстороннего подхода к местам сварки создает условия для выполнения доброкачественного сварного соединения, которое обладает более высокими механическими свойствами и коррозионной стойкостью по сравнению с прототипом, благодаря чему повышается эксплуатационная надежность и долговечность сварной шпунтовой сваи. В то же время конфигурация поперечного сечения замка предложенной конструкции обеспечивает грунтонепроницаемость замкового соединения.
Таким образом, предлагаемая конструкция и способ ее изготовления позволяют без увеличения материалоемкости обеспечить высокую эксплуатационную надежность и качество шпунтовых свай, которые могут быть использованы для строительства сооружений самого различного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ ШПУНТОВЫХ ЭЛЕМЕНТОВ | 1996 |
|
RU2103442C1 |
| СТЕНКА НАБЕРЕЖНОЙ, ПРИЧАЛЬНОГО, БЕРЕГОЗАЩИТНОГО И ТОМУ ПОДОБНОГО ГИДРОТЕХНИЧЕСКОГО СООРУЖЕНИЯ И ИСПОЛЬЗУЕМОЕ В НЕЙ ЗАМКОВОЕ СОЕДИНЕНИЕ ЭЛЕМЕНТОВ СТЕНКИ | 2004 |
|
RU2293158C2 |
| ШПУНТОВЫЙ ЗАМОК | 2010 |
|
RU2454507C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1994 |
|
RU2071848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1994 |
|
RU2071849C1 |
| Шпунтовая стенка | 2020 |
|
RU2754744C1 |
| ШПУНТОВАЯ СТЕНКА | 2001 |
|
RU2185476C1 |
| ШПУНТОВЫЙ ЗАМОК (ВАРИАНТЫ) | 2016 |
|
RU2646264C1 |
| Шпунтовая стенка | 2020 |
|
RU2752974C1 |
| ЗАМОК ДЛЯ СОЕДИНЕНИЯ ШПУНТОВЫХ ЭЛЕМЕНТОВ | 2009 |
|
RU2398073C1 |
Изобретение относится к строительству и касается конструкции сварной шпунтовой сваи и способа ее изготовления. Новым в изобретении является то, что в сварной шпунтовой свае, включающей ствол и замки из углового профиля, приваренные к стволу кромкой одной из полок, по крайней мере одна из полок углового профиля каждого замка выполнена изогнутой в направлении к другой полке с образованием между полками зазора переменной ширины в поперечном сечении. При этом при осуществлении способа изготовления сваи изгиб полки выполняют перед приваркой или после приварки к поверхности ствола кромок одной из полок угловых профилей. 2 с. и 26 з.п. ф-лы, 8 ил.