Изобретение относится к медицинской технике, а именно к технологии изготовления игл для акупунктуры.
Существующие способы изготовления игл для акупунктуры принципиально можно разделить на два варианта. Во-первых, способы изготовления игл, в которых из одного отрезка заготовки выполняют стержень и ручку иглы. Во-вторых, способы, которые включают раздельное изготовление ручки иглы и стержня, их сборку и крепление ручки к стержню.
Известна игла для акупунктуры, изготовленная цельнометаллической, в которой стержень и ручка выполнены из одного отрезка проволоки за единый технологический цикл, причем на стержень иглы по спирали наматывается ручка из того же материала, из которого выполнена игла [1]
Такая игла безопасна в медицинской практике, не мешает врачу осуществлять вращательные движения с целью введения иглы в ткани человеческого организма.
Однако имеющееся ушко на ручке иглы затрудняет осуществлять наиболее безболезненный способ введения игл щелчком через направитель [2]
Кроме того, сложность механических узлов, необходимых для автоматизации способа изготовления игл, не позволяет до сих пор создать автомат, в связи с чем этот способ на сегодняшний день лишь частично механизирован [3]
Недостатком упомянутого способа изготовления игл является также большой расход нержавеющей проволоки или проволоки из драгоценных металлов, необходимой по данной технологии на изготовление ручки иглы. К тому же для клинической медицины необходимо, чтобы стержень иглы был изготовлен из серебра, золота или нержавеющей проволоки, а ручка может быть выполнена из менее дефицитного и дорогого материала.
Известен способ изготовления игл для акупунктуры, согласно которому стержень иглы выполняют из нержавеющей стали марок Х18Н9Т, Х18Н10Т или серебра СрМ800, а ручку из бронзы или меди, причем ручку наматывают отдельно на стальном стержне-оправке, снимают с него, надевают на стержень иглы и запаивают на обоих концах ручки [4]
По технической реализации в крупносерийном производстве данный способ более прост, менее трудоемок и требует меньшего расхода дефицитных материалов, необходимых для изготовления стержня иглы.
Однако крепление ручки к стержню иглы с помощью пайки имеет ряд существенных недостатков. Во-первых, использование вредных и активных веществ, входящих в состав флюсов и припоя, особенно канифоли, свинца и его окислов, не позволяет в дальнейшем избавиться от них даже после обезжиривания и стерилизации игл. Во-вторых, по причине быстрой коррозионной деградации паяного шва иглы часто ломаются и выходят из строя. В-третьих, в виду легкого окисления припоя иглы быстро теряют декоративный вид.
Известен комплект для иглоукалывания, состоящий из вытянутого гибкого элемента иглы, выполненного из нержавеющей стали и имеющего рабочую часть и часть, вводимую в тело пациента, выполненную в виде заостренной части, имеющей угол, не превышающий ≈4o по отношению к продольной оси элемента иглы и периферийной поверхности, и цилиндрического элемента ручки, имеющего расположенный по его оси канал. Элемент ручки жестко скреплен с телом иглы с помощью серебряного припоя вокруг иглы с противоположных концов тела ручки (см. пат. США N 3976078, А 61 В 17/34, В 25 G 3/34, опубл. 1976).
Этот способ изготовления комплекта для иглоукалывания по сравнению с предшествующим обеспечивает большую прочность сцепления ручки со стержнем иглы за счет прочностных свойств серебряного припоя, однако использование последнего увеличивает, во-первых, стоимость изделия за счет большого расхода драгоценного металла, что делает лечение иглоукалыванием недоступным широкому кругу больных. Во-вторых, использование активных и вредных веществ, входящих в состав флюсов, делает способ изготовления игл экологически вредным и не гарантирует отсутствия этих веществ на иглах даже после их обезжиривания и стерилизации. В-третьих, операция пайки в крупносерийном производстве требует высокой культуры производства, является трудоемкой и требует стопроцентного контроля качества игл, что в свою очередь увеличивает трудоемкость способа из изготовления.
Целью изобретения является повышение эксплуатационных свойств игл и снижение трудоемкости их изготовления за счет экологически чистой операции крепления ручки и стержня, а также за счет повышения надежности крепления ручки к стержню иглы.
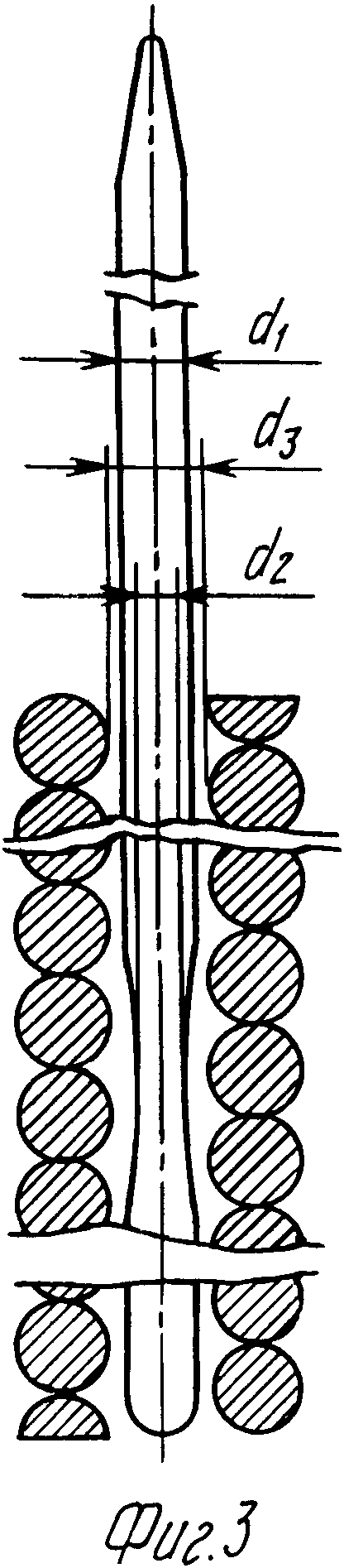
Поставленная цель достигается тем, что в способе изготовления игл для акупунктуры, включающем раздельное изготовление стержня иглы и ручки, последующую их сборку и крепление, стержень иглы с диаметром d1 в месте расположения ручки изготавливают с вогнутым профилем продольного сечения с минимальным диаметром d2, определяемым из соотношения (d1 - 0,10) < d2 < (d1 -0,05), ручку изготавливают с внутренним диаметром d3, соответствующим выражению d1 + (0,01 0,005), а крепление осуществляют путем обжатия или опрессовки ручки иглы вокруг стержня до устранения зазоров между ними.
Заявляемое техническое решение отличается от прототипа, во-первых, новой операцией изготовления стержня иглы с вогнутым профилем продольного сечения, которой не было в известных способах изготовления игл для акупунктуры. Во-вторых, условиями проведения этой операции: диаметр профиля d2 определяют из соотношения (d1 0,10) < d2 < (d1 - 0,05) мм. В-третьих, операцией изготовления ручки и условиями проведения этой операции: внутренний диаметр ручки d3 соответствует d1 + (0,01 - 0,005) мм. В-четвертых, операцией крепления ручки и стержня иглы путем обжатия или опрессовки ручки иглы вокруг стержня до устранения зазоров между ними. Таким образом, заявленный способ соответствует критерию изобретения "Новизна". Способ осуществляется следующим образом.
Изготавливают стержень иглы для акупунктуры из нержавеющей стали, затачивают, полируют его поверхность и на участке "под ручку" осуществляют профильное электрохимическое травление таким образом, чтобы утонение диаметра стержня d2 произошло на (0,05 0,10) мм от исходного диаметра стержня d1 и соответствовало d1 (0,05 0,10) мм.
Далее изготавливают ручку иглы из нейзильбера или никелированной меди с диаметром d3 внутреннего отверстия, соответствующим d1 + (0,01 - 0,005) мм, необходимым для устранения затруднений при сборке игл.
Затем собирают иглу и осуществляют крепление ручки иглы и стержня путем обжатия или опрессовки ручки иглы вокруг стержня до устранения зазоров между ними с помощью вальцов или пресса.
На фиг. 1 изображена акупунктурная игла, изготовленная по предлагаемому способу в сборе с утонением стержня 1 иглы в месте, соответствующем центральной части ручки 2. На фиг. 2 изображена акупунктурная игла в сборе с утонением стержня 1 иглы в двух местах, соответствующих краям ручки 2. На фиг. 3 и 4 изображены акупунктурные иглы в сборе до операции крепления ручки к стержню.
Оптимальные размеры диаметра стержня иглы d1, диаметра утонения стержня d2 и внутреннего диаметра ручки d3 были найдены экспериментально.
Наличие вогнутого профиля продольного сечения на стержне иглы в месте расположения ручки обеспечивает прочное и надежное крепление ручки к стержню, и при испытаниях на разрывной машине РМ-05 прочность крепления составляет не менее 40 кГс, что удовлетворяет требованиям клинической медицины.
Утонение диаметра стержня иглы d2 менее чем на 0,05 мм уменьшает прочность крепления ручки к стержню, а при съеме диаметра стержня более 0,1 мм увеличивается, во-первых, время изготовления иглы, во-вторых, вероятность брака за счет перетравливания и ломки стержня иглы.
Увеличение диаметра внутреннего отверстия ручки d3 на величину, большую чем (d1 + 0,01), нецелесообразно, так как усложняет транспортировку собранных, но еще не скрепленных игл. При уменьшении диаметра внутреннего отверстия ручки на величину, меньшую чем (d1 + 0,005) мм, осложняется процесс сборки игл из-за сложности надевания ручки на стержень иглы.
В известном способе (прототипе) жесткое крепление ручки и стержня осуществляют с помощью пайки серебряным припоем вокруг иглы с противоположных концов тела ручки. Использование активных и вредных веществ, входящих в состав флюсов, делает как операцию пайки, так и способ изготовления игл экологически вредными и не гарантирует отсутствия этих веществ на иглах даже после их обезжиривания и стерилизации. Ввиду легкого окисления припоя иглы быстро теряют декоративный вид. Кроме того, операция пайки трудоемка, требует стопроцентного контроля качества крепления ручки и стержня, что приводит в свою очередь к увеличению трудоемкости способа изготовления игл.
В предлагаемом способе операция крепления ручки к стержню игл экологически чистая, полностью исключающая использование вредных и активных веществ, которые могут оставаться на иглах. Таким образом достигнуто повышение эксплуатационных свойств игл и снижение трудоемкости их изготовления за счет проведения упомянутой операции и надежного крепления ручки к стержню, которое обеспечивает наличие сложного профиля.
Способ реализуется следующим образом.
Пример 1
Изготавливают стержень иглы длиной 75 мм и диаметром d1, равным 0,35 мм, из нержавеющей стали 12Х18Н10Т, ГОСТ 5632 или 12Х18Н10Г3С2М2, ТУ 14-4-1175, затачивают, полируют его поверхность и на участке стержня "под ручку" длиной 25 мм осуществляют профильное электрохимическое травление таким образом, чтобы наибольшее утонение диаметра стержня d2 произошло на 0,1 мм от исходного диаметра стержня 0,35 мм и соответствовало 0,25 мм и располагалось на расстоянии 12,5 мм от незаточенного (тупого) конца стержня, то есть в середине участка стержня "под ручку". Длина профиля соответствует 12,5 мм: по 6,25 мм в оба конца от середины участка стержня.
Далее изготавливают ручку иглы длиной 25 мм из проволоки нейзильбера МНЦ 15-20 ГОСТ 492 или никелированной меди М1 диаметром 0,5 мм с диаметром d3 внутреннего отверстия, равным (0,35 + 0,01) мм или 0,36 мм, необходимым для устранения затруднений при сборке игл.
Затем собирают иглу и осуществляют крепление ручки иглы к стержню, для чего производят обжим ручки иглы для устранения зазора между стержнем и ручкой с помощью вальцов или пресса (см. фиг. 1).
Пример 2
Изготавливают стержень иглы длиной 75 мм и диаметром d1, равным 0,35 мм, из нержавеющей стали 12Х18Н10Т ГОСТ 5632 или 13Х18Н10Г302М2, ТУ 14-4-1175, затачивают, полируют его поверхность и на участке стержня "под ручку" длиной 25 мм осуществляют профильное электрохимическое травление таким образом, чтобы утонение диаметра стержня d2 произошло в двух местах, соответствующих краям участка стержня длиной по 3 мм с одного и другого конца с минимальным диаметром в центре каждого утонения на 0,05 мм от исходного диаметра стержня d1 и соответствовало (0,35 0,05) мм или 0,3 мм.
Далее изготавливают ручку иглы длиной 25 мм из проволоки нейзильбера МНЦ 15-20, ГОСТ 492 или никелированной меди М1 диаметром 0,5 мм с декоративным покрытием с диаметром d3 внутреннего отверстия, равным (0,35 + 0,005) мм или 0,355 мм, необходимым для устранения затруднений при сборке игл.
Затем собирают иглу и осуществляют крепление ручки иглы к стержню, для чего производят обжим ручки иглы до устранения зазоров между стержнем и ручкой с помощью вальцов или пресса.
Предлагаемый способ изготовления игл для акупунктуры обеспечивает по сравнению с известными способами следующие преимущества:
повышение эксплуатационных свойств иглы за счет надежности крепления ручки к стержню, отсутствия вредных веществ в операции крепления ручки к стержню иглы и соответственно в растворах для обезжиривания и дезинфекции игл;
снижение трудоемкости изготовления иглы за счет экологически чистой операции крепления ручки и стержня иглы путем обжатия или опрессовки ручки иглы вокруг стержня до устранения зазоров между ними;
повышение производительности труда за счет снижения трудоемкости изготовления игл;
улучшение декоративного вида иглы, повышенную стойкость ее к термическому окислению и коррозии за счет отсутствия паяного шва в месте крепления ручки к стержню.
В связи с развитием немедикоментозных методов лечения и в связи с опасностью заражения спидом возникает потребность в крупно-серийном производстве индивидуальных комплектов акупунктурных игл или игл одноразового использования. Для удовлетворения потребности отечественного здравоохранения, повышения культуры обслуживания населения необходимо выпускать дешевые и качественные инструменты. Предлагаемый способ изготовления игл прошел технические испытания, а иглы, изготовленные по этому способу, прошли технические и клинические испытания, в результате чего получено разрешение на их серийное производство.
Предлагаемый способ изготовления акупунктурных игл легко может быть механизирован и найдет применение в массовом производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНТЕЙНЕР ДЛЯ АКУПУНКТУРНЫХ ИГЛ | 1994 |
|
RU2076738C1 |
| УСТРОЙСТВО ДЛЯ РЕФЛЕКСОТЕРАПИИ | 1997 |
|
RU2147865C1 |
| АППЛИКАТОР | 1998 |
|
RU2146122C1 |
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ ИГЛ | 1995 |
|
RU2098074C1 |
| МАССАЖЕР | 1997 |
|
RU2113838C1 |
| ИГЛА ДЛЯ АКУПУНКТУРЫ СО СМЕННЫМ СТЕРЖНЕМ | 2007 |
|
RU2350310C1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |
| СПОСОБ ЛЕЧЕНИЯ ТАБАЧНОЙ ЗАВИСИМОСТИ | 1998 |
|
RU2180554C2 |
| Устройство для неинвазивной электростимуляции тканей организма | 2022 |
|
RU2792528C1 |
| ИГЛА ДЛЯ АКУПУНКТУРЫ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 1996 |
|
RU2088204C1 |


Использование: в медицинской технике в технологии изготовления игл для акупунктуры. Технический эффект: повышение эксплуатационных свойств игл, снижение трудоемкости их изготовления, повышение экологичности изготовления. Сущность изобретения: при производстве игл раздельно изготовленный стержень с вогнутым профилем поперечного сечения в месте расположения ручки и ручку спиральной формы с плотно прилегающими витками из нейзильбера или меди с декоративным покрытием собирают и скрепляют путем обжатия или опрессовки до устранения зазора между ними, при этом диаметр стержня и внутренний диаметр ручки выбирают в определенных пределах. 4 ил.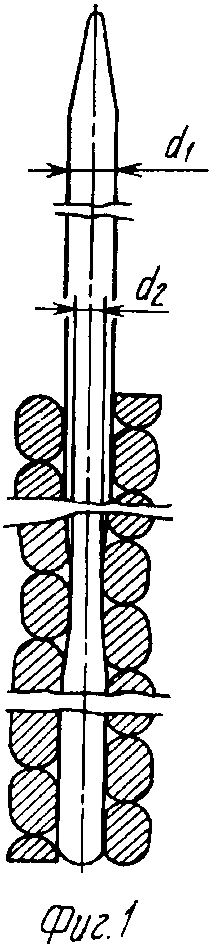
Способ изготовления игл для акупунктуры, включающий раздельное изготовление стержня иглы и цилиндрической ручки, последующую их сборку и крепление, отличающийся тем, что стержень иглы с диаметром d1 в месте расположения ручки изготавливают с вогнутым профилем продольного сечения с минимальным диаметром d2, определяемым из соотношения (d1 - 0,10) мм < d2 < (d1 0,05) мм, ручку изготавливают спиральной формы с плотно прилегающими друг к другу витками из нейзильбера или меди с декоративным покрытием с внутренним диаметром d3, соответствующим выражению d1 + (0,01 0,005) мм, а крепление осуществляют путем обжатия или опрессовки ручки иглы вокруг стержня до устранения зазоров между ними.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чжу-Лянь | |||
| Руководство по современной Чжень Цзю-терапии | |||
| - Медгиз, 1959 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Вогралик В.Г | |||
| и др | |||
| Пунктурная рефлексотерапия: Чжень-Цзю | |||
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 880687, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Технология изготовления игл для акупунктуры Казанского медикоинструментального завода, ТУ 64 N 12099-72. | |||
