Настоящее изобретение относится к области очистки расплавленного алюминия, а более того, к устройству для рафинирования расплава алюминия и приспособлено для дисперсионной подачи газа в расплав алюминия в этом устройстве.
Расплавленный алюминий, который производится из самых обычных источников, таких как первичный металл, металлические отходы и переплавленные слитки, как правило, должен быть очищены перед отливкой в слитки, листы или стержни. Это может быть осуществлено посредством кипения нейтрального газа, например, азота или аргона, внутри алюминия в расплавленном виде. В этих случаях в целях такой очистки обычно добавляется газ галоген, как правило хлор или только один газ галоген. Такой тип обработки может удалять растворенный водород, щелочные металлы, такие как натрий и литий, и небольшие твердые частицы, такие как оксид алюминия. Эффективность данного объема газа при такой обработке, увеличивается при уменьшении размера пузырьков газа в расплавленном алюминии, за счет чего увеличивается общая площадь поверхности газ-металл. Эффективность газовых пузырьков возрастает также при дисперсии названных пузырьков газа внутри всей массы расплавленного алюминия при обработке. Наиболее эффективным приемом образования мелких пузырьков и диспергирования их является использование быстро вращающегося приспособления для дисперсионной подачи газа в расплав, установленного в массе расплавленного алюминия. Для этой цели пригодны коммерческие системы, включая системы SN IFтм фирмы Карбайд Индастриал Гезез Инк, для прямого рафинирования металлов, текущих из приемника на пункт отливки. В патенте Пелтона США 4 784 374 раскрывается и иллюстрируется конкретное выполнение названной системы SN IFтм.
Скорость рафинирования при использовании такой системы может увеличиваться при увеличении скорости течения применяемого обрабатывающего газа. Обычно также необходимо увеличивать скорость вращения вышеуказанного приспособления, чтобы процесс образования пузырьков и дисперсии названных мелких пузырьков газа в расплавленном алюминии в зоне очистки системы был непрерывным. Такое увеличение скорости течения газа и вращения приспособления для дисперсионной подачи газа обычно сопровождается увеличением завихрения на поверхности расплавленного алюминия. Максимальная скорость очистки данной рафинирующей системы ограничена однако максимальным поверхностным завихрением или неровностью поверхности, которые могут быть допустимы в ней.
Чрезмерная поверхностная турбулентность нежелательна в рафинирующей системе по нескольким причинам. Так, увеличенная поверхностная зона металла, которая образуется, приводит вследствие этого к большим скоростям взаимодействия с реактивными газами, которые могут там присутствовать. Например, кислород из воздуха будет вступать в реакцию с образованием слоев оксида алюминия, а водный пар из воздуха будет реагировать с образованием водорода в слоях металла и оксида. Более того, когда твердые частицы переносятся на поверхность расплавленного металла пузырьками очищающего газа, поверхностная турбулентность может помешать их желаемому отделению от пузырьков и включению их в плавающий слой дросса, образованный поверх массы расплавленного алюминия. Чрезмерная турбулентность может также заставлять плавающий дросс снова диспергироваться в расплавленном алюминии. Хотя количественные эффекты чрезмерной поверхностной турбулентности трудно измеримы, тем не менее из опыта рафинирования алюминия известно, что большая поверхностная турбулентность нежелательна и следует стараться ограничивать эту поверхностную турбулентность до уровней, считающихся приемлемыми в практических коммерческих операциях.
В связи с этим необходимо и желательно увеличивать скорость рафинирования алюминия, вращающихся распылительных систем. Таким образом, желательно увеличивать скорость течения газа и скорость вращения приспособления для дисперсионной подачи газа в расплав для того, чтобы увеличить максимальную полезную скорость рафинирования без начала чрезмерной поверхностной турбулентности, которая в настоящее время встречается в таких быстровращающихся распылительных системах.
Техническим результатом настоящего изобретения является создание устройства для рафинирования расплава алюминия, обеспечивающего максимально полезную очистительную способность или производительность процесса очистки алюминия. Этот технический результат достигается тем, что в устройстве для рафинирования расплава алюминия, содержащем прямоугольную рабочую камеру с подиной и стенками, размещенную в кожухе, футерованном огнеупорным материалом и имеющую, по крайней мере, одну рафинировочную ячейку, крышку, закрепленное на крышке рабочей камеры, не менее, чем одно приспособление для дисперсионной подачи газа в расплав, выполненное в виде вертикального вала, верхний конец которого соединен с приводом, а нижний соединен с рабочим органом.
Согласно изобретению, камера выполнена с выступом, размещенным в подине поперек камеры, при этом выступ расположен под приспособлением для дисперсионной подачи газа в расплав для изменения характера течения расплава алюминия в камере без излишней турбулизации поверхности расплава и обеспечения приспособления для дисперсионной подачи газа.
При этом в приспособлении для дисперсионной подачи газа в расплав алюминия в устройстве для рафинирования расплава алюминия, содержащем вертикальный вал, верхний конец которого соединен с приводом, а нижний соединен с рабочим органом, выполненным в виде размещенных один над другим статора и ротора, выполненного в виде чередующихся лопастей и пазов по периферии ротора, согласно изобретению пазы выполнены только на части длины ротора от вершины ротора с суженными частями под ним, при этом в суженных частях выполнены отверстия для прохождения через них расплавленного алюминия для обеспечения контроля за течением вверх расплавленного алюминия в рафинирующей камере и более сильного течения газа, и или увеличения скоростей вращения ротора без излишней турбулентности поверхности расплавленного алюминия.
На фиг.1 представлен вид в плане ротора приспособления для дисперсионной подачи газа в расплав алюминия, согласно изобретению; на фиг.2 боковой продольный вид совместно используемых ротора и статора приспособления для дисперсионной подачи газа в расплав алюминия, согласно изобретению; на фиг.3 - вид в плане другого типа приспособления для дисперсионной подачи газа в расплав алюминия, выполненного без статора, согласно изобретению; на фиг.4 - боковой продольный вид приспособления, показанного на фиг.3; на фиг.5 - боковой продольный вид устройства для рафинирования расплава алюминия, согласно изобретению; на фиг.6 вид в плане устройства, показанного на фиг.5; на фиг.7 вид в поперечном разрезе варианта выполнения выступа рабочей камеры устройства для рафинирования расплава алюминия, согласно изобретению; на фиг.8 боковой продольный вид варианта выполнения устройства, согласно изобретению; на фиг. 9 боковой продольный вид рабочей камеры, используемой в устройстве, согласно изобретению; на фиг.10 вид в плане рабочей камеры, показанной на фиг. 9; на фиг.11 вид в плане предпочтительного варианта, выполнение ротора используемого в устройстве, согласно настоящему изобретению; на фиг.12 - боковой продольный вид ротора показанного на фиг.11, вместе со статором используемых вместе в данном примере исполнения изобретения.
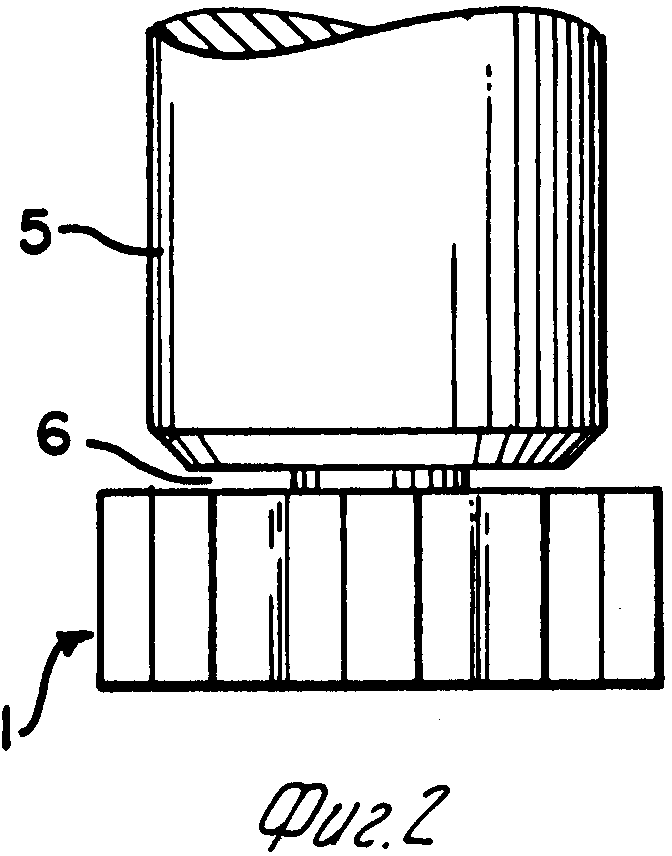
Приспособление для дисперсионной подачи газа в расплав алюминия в устройстве для рафинирования расплава алюминия, включает цилиндрический ротор, установленный на валу 2 и имеющий выступающие лопасти 3 и несколько средств для введения рабочего газа в пространство между лопастями, приводные средства для вращения ротора 1 на чертеже не показаны. Ротор показан как имеющий лопасти 3, отходящие от его корпуса на расстоянии друг от друга по периферии ротора 1. Между отдельными лопастями 3, выполнены пазы 4. Данный ротор 1 с пазами 4 показан на фиг.2, вместе со статором 5, установленным вокруг вала 2 над ротором 1. Рабочий газ пропускается вниз в кольцевое пространство между валом 2 и статором 5, входит в ротор 1 из пространства между верхней частью ротора 1 и нижней частью статора 5.
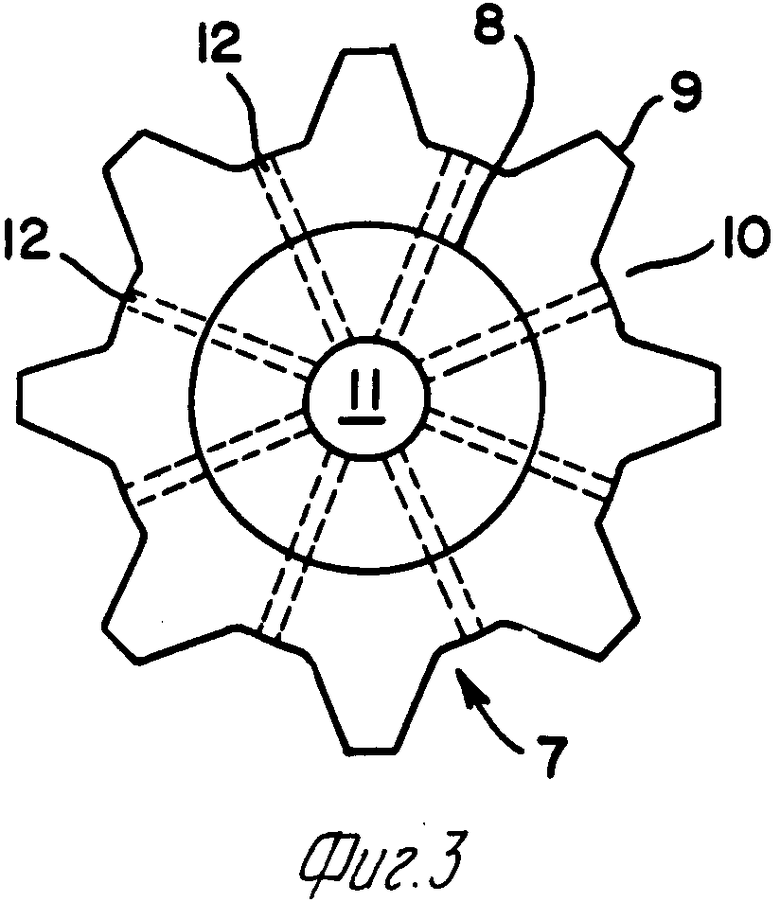
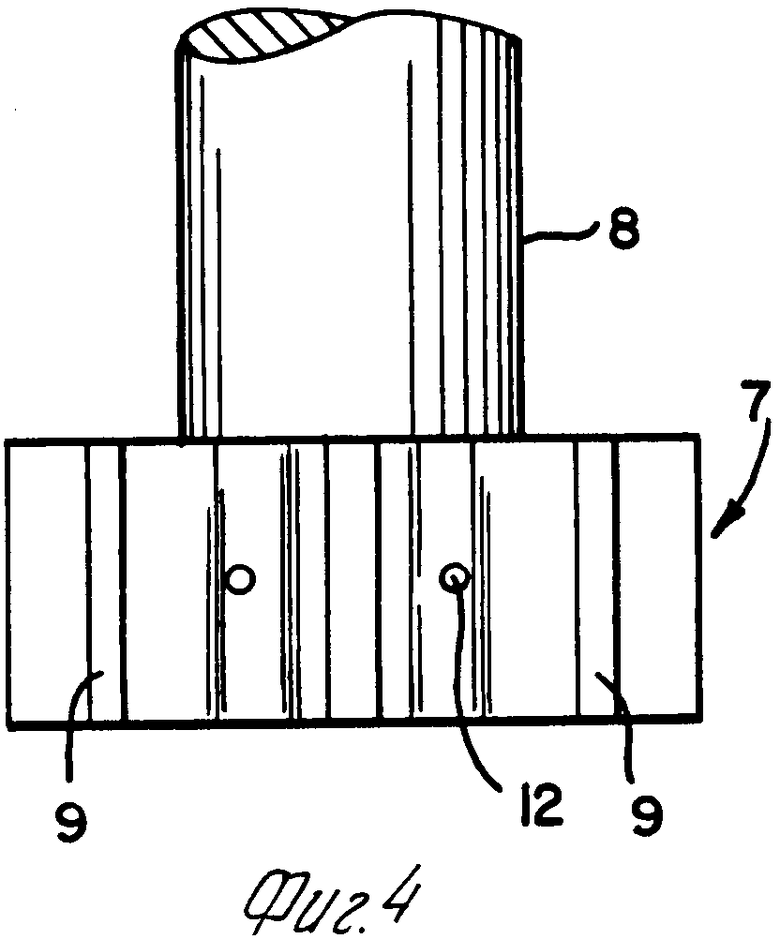
В примере исполнения, показанного на фиг. 3 и 4, приспособление для дисперсионной подачи газа в расплав алюминия включает ротор без сопровождающего статора. В этом исполнении ротор 7 установлен на валу 8 и включает лопасти 9, расположенные на расстоянии друг от друга вокруг его периферии, с пазами 10, находящимися между смежными лопастями 9. Вал 8 имеет отверстие 11, проходящее насквозь для обеспечения прохождения рабочего газа вниз в ротор 7. Для введения газа в пространство между лопастями, то есть пазы 10, в роторе 7 имеются отверстия 12 для выпуска газа, которые проходят от отверстия 11 в валу 8 наружу в пазы 10 между лопастями 9.
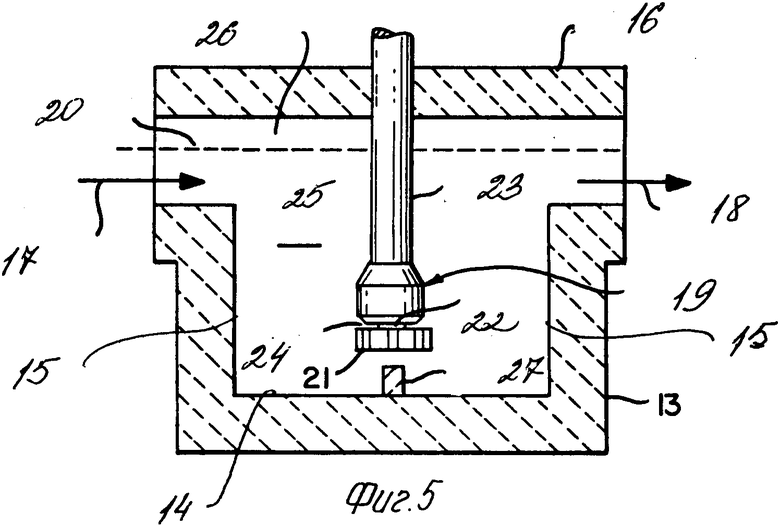
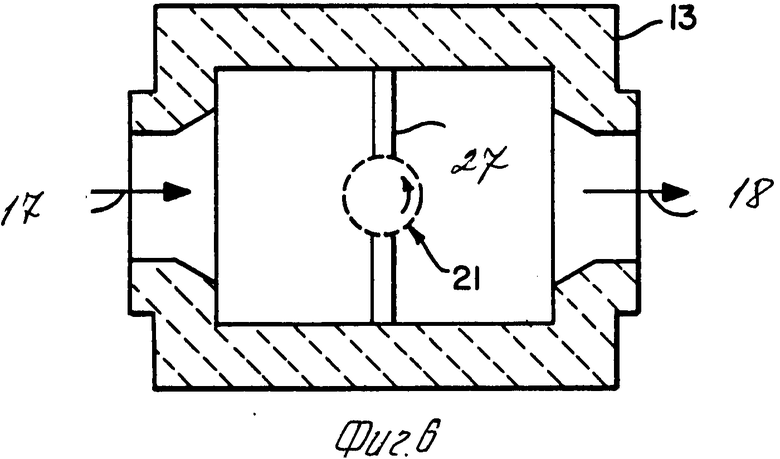
Устройство для рафинирования расплава алюминия, показанное на фиг.5, 6, содержит прямоугольную рабочую камеру 13 с подиной 14 и стенками 15, размещенную в кожухе, футерованным огнеупорным материалом, одну рафинировочную ячейку, образованную внутренним пространством камеры 13, крышку 16, впуск 17 для расплавленного алюминия и выпуск 18 для расплавленного алюминия, расположенные с противоположных сторон камеры 13. На крышке 16 закреплено вышеописанное приспособление для дисперсионной подачи газа в расплав алюминия, обозначенное в данном случае позицией 19. В процессе операции расплавленный алюминий, удерживается на заданном уровне 20, вышеуказанным приспособлением 19, установленным в расплавленном алюминии ниже уровня 20. В данном варианте выполнения ротор 21 устанавливается на валу 22 под статором 23 для уменьшения размера пузырьков газа, находящегося в пространстве 24 между статором 23 и ротором 21 и для рассеивания этих пузырьков газа по всей массе расплавленного алюминия, которая обозначена цифровой позицией 25, находящейся в рабочей камере 13 в процессе операции очистки алюминия в ней.
Расплавленный алюминий непрерывно проходит в рабочую камеру 13 через впуск 17 и непрерывно очищается под действием быстровращающегося приспособления 19, которое перемешивает массу 25 расплавленного алюминия и распыляет газ, входящий в него посредством этого вращающегося приспособления 19 в виде мелких пузырьков газа и распределяет эти пузырьки газа в расплавленном алюминии. Рафинированный расплавленный алюминий непрерывно пропускается из рабочей камеры 13 через выпуск 18. Дросс, образующий при извлечении твердых частиц и щелочных металлов из расплавленного алюминия, плавает на поверхности расплавленного алюминия и снимается с него в виде пены. Водород, удаляемый из расплавленного алюминия обрабатывающим газом, входит в газовое пространство 26 над рабочим уровнем 20 расплавленного алюминия и удаляется из рабочей камеры 13 вместе с отработанным рабочим газом.
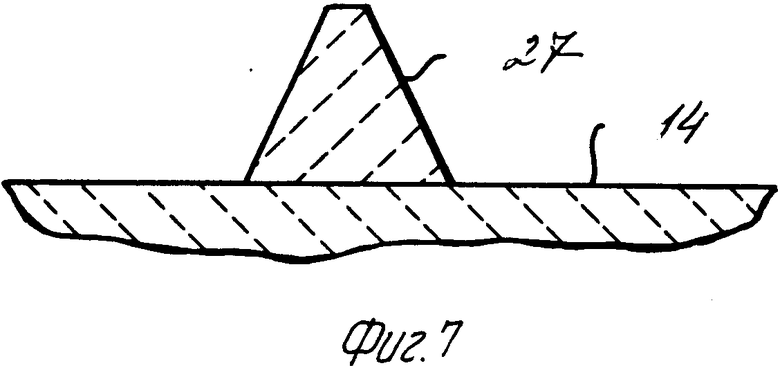
Камера 13 выполнена с выступом 27, размещенным в подине 14 поперек камеры 13 под приспособлением 19 для дисперсионной подачи газа в расплав для изменения характера течения расплава алюминия в камере без излишней турбулизации поверхности расплава и обеспечения более сильного течения газа и/или скорости вращения приспособления для дисперсионной подачи газа. Как видно на фиг.6, выступ 27 предпочтительно устанавливается под центром ротора 21. Выступ 27 может быть выполнен в виде простого прямоугольного листа огнеупорного материала, достаточно толстого, чтобы иметь достаточную прочность для предполагаемой цели. Соответствующая форма для выступа 27 показана на фиг.7, в силу чего примерно треугольное поперечное сечение вполне достаточно, чтобы противостоять механическому повреждению при послеочистительных операциях, а также обеспечивает наклонные поверхности, что дает возможность легко очищать подину 14 камеры 13 по сравнению с вертикальными стенками 15, как показано на фиг.5.
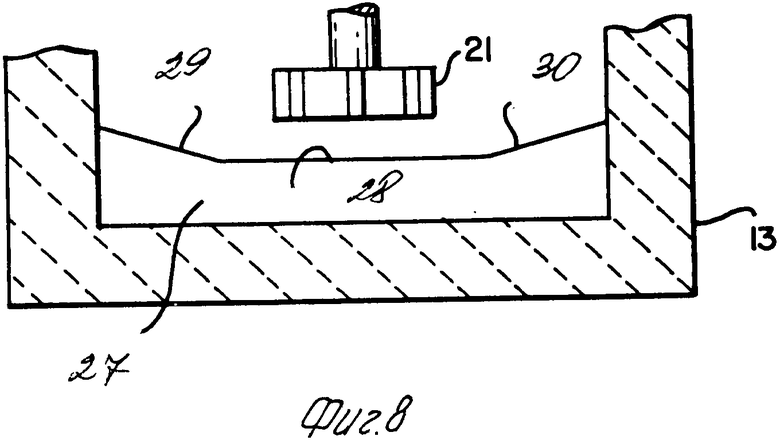
В примере выполнения изобретения, показанном на фиг.8, выступ 27 имеет часть 28 постоянной высоты под центром и рядом с ротором 21 с поднятыми концевыми частями 29 и 30, выступающими вверх в направлении боковых стенок 15 рабочей камеры 13. Такая конструкция обеспечивает небольшое увеличение рафинирующей эффективности.
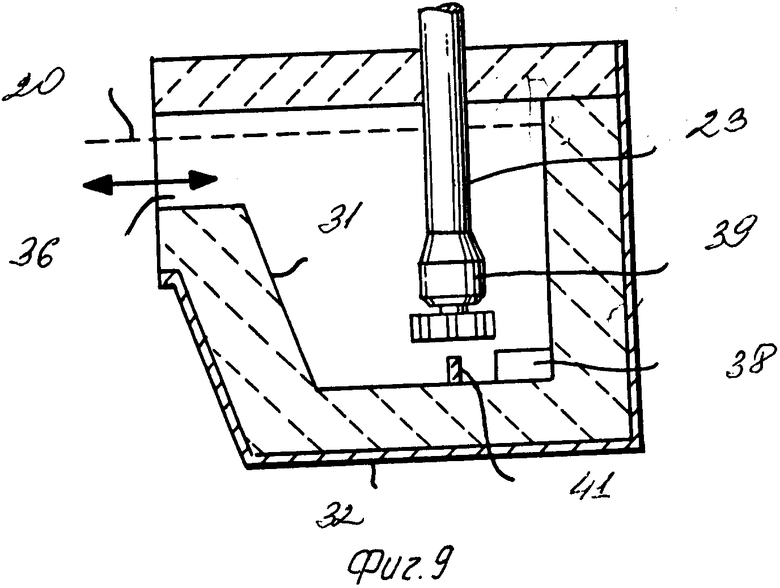
Приспособление 19 для дисперсионной подачи газа в расплав обычно устанавливается в центре прямоугольной рабочей камеры 13, как видно на фиг.6. Следует отметить, однако, что оно может быть размещено вне центра в камере 13, если это целесообразно. Выступ 27 предпочтительно следует устанавливать под центром ротора 21. Следует отметить, что если рабочая камера 13 прямоугольная с почти вертикальными боковыми стенками 15, выступ 27 может быть размещен параллельно любой короткой боковой стороне, как в примере исполнения, показанном на фиг.6, или длинной боковой стороне прямоугольника. Тем не менее, обычно более эффективно устанавливать его параллельно короткой боковой стороне. Рабочая камера 13 может также иметь наклонную стенку, такую как стенка 31 на фиг.9, у конца рабочей камеры 13 или у конца ее боковой стенки 15, чтобы облегчать очистку или опорожнение камеры 13. В таких примерах выполнения выступ 27 предпочтительно устанавливается параллельно основанию наклонной стенки 31.
Полезная высота выступа 27 станет понятной в зависимости от рабочих обстоятельств, отвечающих любому конкретному назначению, например, от размера рабочей камеры 13 и приспособления 19, применяемых в конкретном случае. Обычные устройства для рафинирования расплава алюминия, применяемые в настоящее время, имеют быстровращающиеся приспособления 19, имеющие размер в пределах от 17,78 см до 25,4 см в диаметре и около 6,35-10,16 см по высоте. Обычные рабочие камеры имеют ширину от 50,8 см до 76,2 см, длину от 76,2 см до 10,16 см с глубиной расплавленного металла от 63,5 см до 88,0 см. Для таких размеров устройств высота выступа 27 согласно изобретению составляет обычно от 5,08 см до 20,32 см или более с высотой экрана предпочтительно от 7,62 см до 12,7 см.
Расстояние между верхней частью выступа 27 и нижней частью ротора 21 может изменяться от долей дюйма, то есть в пределах от 1,27 см до 10,16 см. Следует отметить, что очень небольшой промежуток, например 1,27 см будет хорошо работать в относительно чистом расплавленном алюминии. В практике, однако, в расплавленном алюминии случайно могут присутствовать мелкие твердые куски огнеупоров из противоточных источников. Такие куски огнеупоров могут оказаться захваченными между выступом 27 и ротором 21, вызывая поломку ротора или его вала, обычно выполненных из графита. С точки зрения практической работы, вследствие этого, обычно желательно применять просвет в пределах от 5,08 см до 7,62 см между верхней частью выступа 27 и нижней частью ротора 21. Промежуток размером от 5,08 см до 10,16 см, например, может уменьшить вероятность повреждения от большинства типов и размеров огнеупорных кусков, обычно находящихся в устройствах для рафинирования расплава алюминия.
Использование проиллюстрировано в следующих примерах, основанных на тестах обычной водной модели. Для этих целей применяются модели имеющие размеры рабочей камеры 13 и приспособления 19. Для определения скорости течения алюминия через модель пропускалась вода со скоростью течения равной скорости течения металла. Кислород растворяется в воде кипящим воздуха, проходящего через отдельную камеру, и содержание растворенного кислорода поступающей и выходящей воды измеряется. Поступающая вода обычно содержит около 7 ррм растворенного кислорода. В качестве рабочего газа в приспособлении для дисперсионной подачи газа в расплав используется водород. Воспроизведение работы данного приспособления на водной модели осуществлялось для выделения кислорода из воды методом, соответствующим тому, каким водород выводится из расплавленного алюминия при современных операциях рафинирования алюминия. Работа устройства характеризуется замерами выхода кислорода с разными скоростями течения жидкости, рабочими параметрами приспособления для дисперсионной подачи газа, то есть течением газа, скоростью вращения и конструкцией, и общей конструкцией устройства для рафинирования расплава алюминия.
Так как рабочий газ в устройстве для рафинирования алюминия нагревается до температуры около 700oC в данной операции, его объем увеличивается примерно в три раза по сравнению с его изначальным объемом при окружающих условиях. Чтобы обеспечить тот же самый объем газа в воде, используемый в испытаниях водной модели, которая использовалась в данном случае на расплавленном алюминии, очищаемом в действительности, течение газа в водной модели устанавливается в три раза большим, чем в испытуемой или воспроизводимой модели. В примерах, которые предлагаются ниже, дается ссыпка на моделируемое течение газа, которое более чем втрое больше действительно используемого объема.
Пример 1.
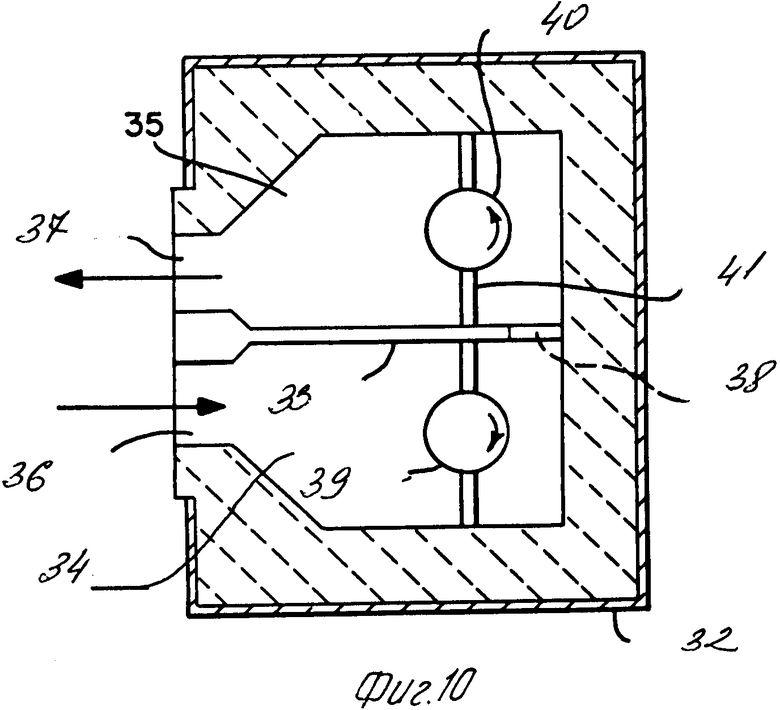
Было смоделировано устройство, показанное на фиг.9 и 10. Как видно на фиг. 10 модель воспроизводит устройство для рафинирования расплава алюминия, в котором камера 32 имеет перегородку 33, которая служит для разделения рабочего пространства камеры 32 на две отдельные рафинирующие ячейки 34, 35, причем расплавленный алюминий пропускается в первую ячейку 34 через впуск 36 и рафинированный расплавленный алюминий выгружается из системы через выпуск 37 из второй ячейки 35. Сквозное отверстие 38 в перегородке 33 дает возможность расплавленному алюминию переходить из первой ячейки 34 во вторую ячейку 35. Первое приспособление 39 для дисперсионной подачи газа устанавливается в ячейке 34, а второе такое приспособление 40 устанавливается в ячейке 35. Каждая ячейка 34, 35 была шириной 60, 96 см и длиной 76,2 см в основании. Передняя стенка 31 каждой ячейки 34, 35 была выполнена под углом 20o для облегчения освобождения и очистки. Глубина жидкости в процессе работы была около 76,2 см. Приспособления 39, 40 центрированы по направлению ширины ячейки. Каждое такое приспособление 39, 40 устанавливалось в 30, 48 см от задней стенки, чтобы обеспечить свободный допуск для очистки спереди модели. Ротор и статор, использованные в каждом отсеке, были типа, показанных на фиг. 1 и 2, с наружным диаметром ротора 19,05 см и высотой ротора 6,2 см. Ротор имел 8 лопастей, каждая из которых была длиной 3,175 см и шириной 2,54 см. Основание ротора находилось на 11,43 см над основанием рабочей камеры в каждой ячейке. Когда такое устройство работает в литейном цеху, максимальная скорость рафинирования обычно устанавливается 0,13 м3/мин аргона на приспособление дисперсионной подачи газа со скоростью его вращения около 500 об/мин. В этих условиях поверхность металла является как турбулентной, так и непригодной для большинства практических коммерческих операций. Более спокойные и более приемлемые условия поверхности получают при работе при 0,084 м3/ мин скорости течения аргона и скорости вращения приспособления в 450 об/мин скорости. Эти условия часто применяются в обычной практике, даже если скорость рафинирования, измеряемая на водной модели, снижается до 75% скорости рафинирования для максимально сильного течения газа и скорости приспособления для дисперсионной подачи газа, указанных выше. При испытании водной модели, воспроизводящей оба эти рабочие условия, было установлено, что турбулентности образованной поверхности гораздо лучше выравнивались при наблюдаемой турбулентности, встречавшейся в работе данной рафинирующей системы.
Согласно изобретению выступ 41, который был 8,89 см высоты на 1,905 см толщины, в этом случае размещался под центром ротора распылителей 39 и 40, и параллельно наклонной передней стенке 31 и задней стенке рабочей камеры 32. В случае, когда модифицированное таким образом устройство работало на 610 об/мин и воспроизводила скорость течения газа 0,14 м3/ мин была как хорошей, то есть свободной от чрезмерной турбулентности, так и без выступа 41 при 500 об/мин и 0,126 м3/ мин, но скорость рафинирования увеличивалась на 50% В том случае, когда модифицированное устройство работало на воспроизводимой скорости 450 об/мин и 0,085 м3/ мин жидкости была как желаемо гладкой, так и без установки экрана 41 в устройстве и на той же 450 об/ мин и 0,085 м3/ мин, но скорость рафинирования увеличилась на 35%
Пример 2.
Ротор, показанный на фиг. 3 и 4 был установлен в центре прямоугольной рабочей камеры размером 60,96 x 76,2 см с вертикальными стенками. Глубина жидкости в процессе операции поддерживалась на уровне 76,2 см. Ротор 7 имел 25,4 см в диаметре, высотой в 50,16 см, 8 лопастей длиною 3,175 см. Рабочий газ инжектировался через отверстия 12 в роторе 7 между лопастями 9 для выхода в пазы между названными лопастями 9. Основание ротора 7 находилось на 7,62 см выше нижнего основания камеры. 13. Максимально хорошими рабочими условиями при относительно гладкой поверхности были смоделированное течение газа 0,085 м3/ мин и скорость ротора 200 об/ мин. При этих условиях временами происходили нежелательные извержения вверх с поверхности жидкости вследствие нежелательного наличия крупных пузырьков газа.
Тогда приспособление для дисперсионной подачи газа было поднято на 5,08 см, чтобы обеспечить нижний просвет в 12,7 см, а выступ, согласно изобретению, высотой 8,89 см и шириной 1,905 был помещен под центром ротора и ориентирован параллельно короткой стенке м камеры. В этом варианте выполнения изобретения указанное приспособление могло работать на скорости течения газа 0,14 м3/ мин и скорости 250 об/мин с поверхностью жидкости такой же гладкой, которую получали при менее благоприятных рабочих поверхность условиях известной практики. В действительности поверхность жидкости была даже лучше при использовании изобретения, чем ранее, где больше не было нежелательных извержений вверх, о которых говорилось выше. Более того, скорость рафинирования возросла на 70% при использовании.
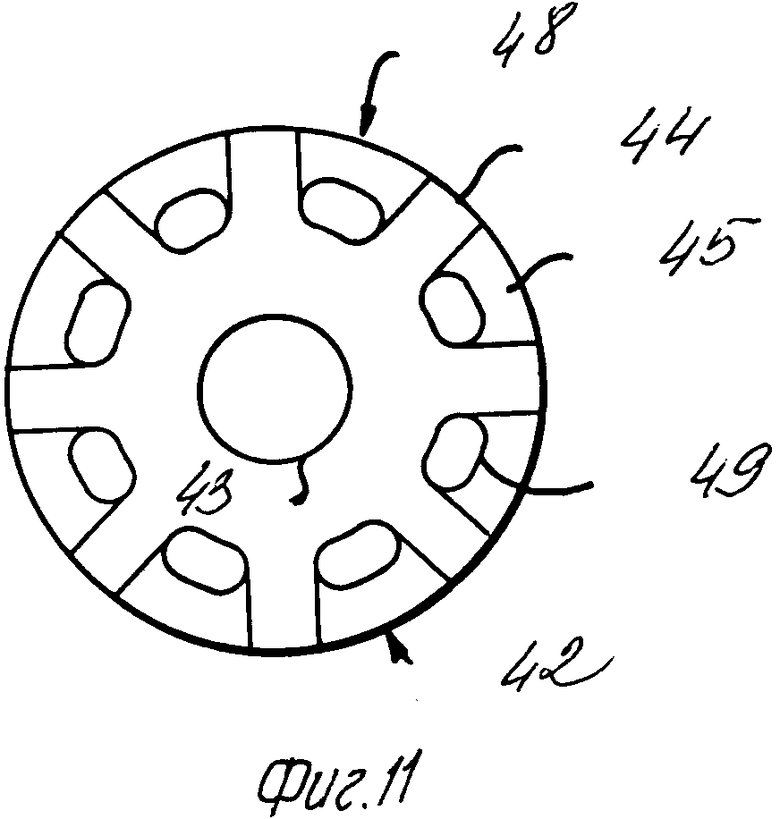
В предпочтительном варианте исполнения изобретения, показанном на фиг. 11, 12 достигают более высокие скорости рафинирования при данной неровности поверхности за счет использования специального ротора 42 вместе с применением выступа. Основное различие между специальным ротором 42 и известным ротором 7 с лопастями, как показанным на фиг.1 и 2, состоит в том, что вход жидкости со дна ротора 42 частично ограничен, тогда как вход жидкости сверху ротора 42 не так ограничен. Конструкция специального ротора 42 таким образом направляет поток жидкости снизу в основание пазов ротора 42 и главным образом вверх. Кроме того, такая специальная конфигурация ротора 42 имеет сплошную круглую форму на его нижнем наружном конце. Такая форма значительно меньше подвергается повреждению от крепких твердых кусков постороннего материала, которые могут находиться в роторе в процессе коммерческих операций.
Специальный ротор 42 смонтированный на вращающемся валу 43, имеет лопасти 44, расположенные по периферии ротора 42 с пазами 45, имеющими место, между смежными лопастями 44. Как показано на фиг. 12 и в отличие от ротора 7, показанного на фиг. 1-4, пазы 45 проходят не по всей высоте смежных лопастей 44, а только по части 46 паза. Под этой частью 46 паза остается ограниченная часть 47, которая образует вместе с прилегающими лопастями 44 часть цилиндрического основания 48 ротора 42, как будет видно на фиг.11. Для того, чтобы обеспечить прохождение расплавленного алюминия из зоны под ротором 42 в часть 46 паза, в каждой части 47 предусмотрены отверстия 49. Отверстия 49 предпочтительно выполнены на внутреннем конце ограниченной части 47 и обеспечивают доступ расплавленному алюминию в часть 46 каждого паза 45, предпочтительно к его внутренней части для осуществления более интенсивного течения расплавленной жидкости.
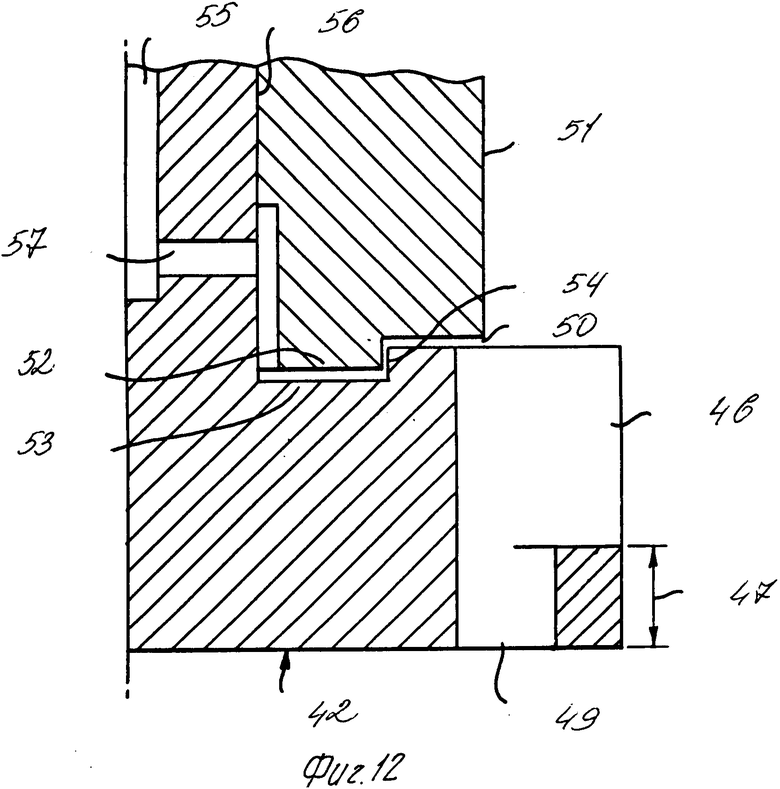
При использовании устройства желательно, чтобы рабочие газы входили в ротор 42 непрерывно и равномерно во все пазы 46 ротора. Тем не менее, турбулентное движение жидкости, которое приближается к ротору 42 сверху, стремится создать неравномерное течение газов в ротор 42. Если, например, в какой то момент жидкость течет к ротору, 42, быстрее с его одной стороны, она стремится отсечь газы, выходящие на эту сторону и увеличить поток на другие части ротора 42. Такая тенденция может быть уменьшена за счет образования промежутка 50 между верхней частью ротора 42 и нижней частью статора 51 очень небольшого для того, чтобы создавать заметное падение давления в этом месте. Для таких целей на практике, однако, необходимо уменьшить этот промежуток примерно до 0,05 см или менее, для большинства исполнений. Так как промежуток устанавливается при соединении узла ротор-статор в подходящем месте устройства, получение такого очень небольшого промежутка зависит от старания и квалификации, с которыми производится сборка. Помимо этого, зазор в процессе работы может изменяться вследствие изменений температуры и т.п. Более подходящее средство для осуществления такого контроля за течением газов желательно для практических коммерческих применений.
Как видно на фиг.12, предпочтительно средство достижения желательного контроля за течением газом обеспечивается использованием выступа 52 статора 51 и соответствующего углубления 53 ротора 48. Таким образом, выступающая часть 52 выполнена на нижнем конце статора 51 и предназначается для установки в углубление 53 в верхней части ротора 42. Небольшой промежуточный зазор, необходимый для создания более равномерного распределения газов по всему ротору 42, образуется радиальным зазором 54 между наружным диаметром выступа 52 и внутренним диаметром углубления 55 со стороны к пазу 46 ротора. 42. Этот зазор 54 может контролироваться в месте изготовления и не зависит, как известный небольшой зазор между верхней частью ротора и нижней частью статора, от старания и квалификации сборки блока ротор-статор. Небольшой радиальный зазор 54 как правило должен устанавливаться размером около 0,064 см, хотя в определенной степени большее или меньшее расстояние также может зависеть от общей структуры блока и от рабочей камеры и от применения в данном случае. В этом предпочтительном исполнении выступающая часть 52 статора 51 и углубление 53 ротора 42 оба могут быть высотой /или глубиной/ 0,635 см в обычной практике. Вертикальный зазор 50 между основанием статора 51 и верхом ротора 42 и между выступающей частью 52 основания статора 51 и верхней частью углубления 53 ротора 42 могут устанавливаться с большим допуском, например, около 0,16 см, причем точная установка не является критической для соответствующего контроля за течением газов. Как показано на варианте выполнения изобретения на фиг.12, рабочий газ проходит вниз через входной канал 55 рядом с опорой 56 статора-вала ротора и через канал 57 в зазор 50 между статором 51 и ротором 42 небольшой радикальный зазор 54 для соответствующего контроля за течением газа. Газ выходит из зазора 50 и входит в пазы 46 ротора 42 непрерывно и равномерно. Диаметр статора 51 предпочтительно несколько больше, чем диаметр ротора 42, то есть диаметр в основании лопастей 44, с тем, чтобы рабочий или разбрызгивающий газ вынужден был проходить вниз в пазы 46 ротора 42 под воздействием текущего вниз расплавленного алюминия, и чтобы рабочий газ не выходил вверх, а разбрызгивался под действием ротора 42. Если статор не применяется, рабочий газ вводится в ротор 7 через отверстия, которые ведут в пазы 10 между лопастями 9 ротора 7, как показано на фигурах 3 и 4. При отсутствии статора может быть желательным применять цилиндрическую пяту для дублирования по существу функции статора в направлении течения рабочего газа вниз. Площадь отверстий 49 в ограниченной части 47 в основании ротора 42 по отношению к суммарному отверстию, если бы оно не ограничивалось, вообще составляет 25-75% предпочтительно 50% Высота ограниченной части 47 ротора 42 должна быть по существу в пределах от 20% до 40% от всей высоты ротора 42 с высотой ограниченной части 42 предпочтительно около 30% для использования в блоках рабочей камеры типового размера.
Как видно на фиг.11, ротор 42 имеет закругленные углы у основания лопастей 44 и отверстия 49 для входа расплавленного алюминия снизу ротора также имеют закругленные края. Хотя их радиусы не имеют решающего значения для работы ротора 42, они являются результатом соответствующей обработки ротора 46 при выполнении пазов 45 и входных отверстий 49 вертикально ориентированной концевой фрезой.
Пример 3.
Устройство, описанное в примере 1, применялось в других испытаниях с использованием выступа, согласно изобретению, за исключением специальной конфигурации ротора, описанной выше, вместе со статором предпочтительного размера. Ротор имел те же самые размеры, как описано по примеру 1 за исключением суженной части 47 в основании ротора. Эта суженная часть 47 имела высоту 1,9 см, а отверстия 49 и радиусы углов были образованы концевой фрезой размером в 1,9 см. Отверстия 49 были длиной в 3,15 см и шириной в 1,9 см. Наружный диаметр статора составлял 13,97 см в соответствии с внешним краем, перекрывающим основание пазов на о 0,635 см.
При испытаниях водной модели с использованием специального ротора 42 было установлено, что ротор 42 мог иметь 300 об/мин и воспроизводить скорость течение газа в 0,142 м3/ мин для образования той же самой требуемой гладкой поверхности жидкости, ранее получаемой только при воспроизводимой скорости течения газа в 0,0085 м3/ мин скорости газа в 450 об/мин. Скорость рафинирования, достигаемая в этом примере выполнения при работе в условиях гладкой поверхности, была на 100% больше, чем скорость, достигаемая при известной конфигурации ротора в рабочей камере, не снабженной выступом, согласно изобретению, но работающей в условиях гладкой поверхности, как указано выше.
Использование изобретения обеспечивает преимущественный успех в области рафинирования алюминия. Установка выступа, описанного здесь, в рабочей камере служит для изменения характера течения расплавленного алюминия в камере, с целью достижения сильного течения газа и/или скоростей вращения распылителя, применяемых для получения более высоких скоростей рафинирования алюминия без возникновения излишней турбулентности расплавленного алюминия, которая в иных случаях ограничивает соответствующее усиление газовых потоков и скоростей вращения приспособление для дисперсионной подачи газа. Выступ, согласно изобретению, предназначен для уменьшения вращательного течения по подине рабочей камеры, которое в ином случае препятствовало бы желаемому гладкому течению вверх расплавленного алюминия в ротор, и достижению соответствующего и стабильного равновесия течения вниз и вверх расплавленного алюминия в роторе. Пример исполнения, в котором применялся ротор особой конфигурации, описанный выше, был найден особенно предпочтительным, с управляемым течением вверх расплавленного алюминия, обеспечивающим конкретное увеличение скоростей течения газа и скоростей вращения приспособления для дисперсионной подачи газа, которые достигаются без чрезмерной турбулентности поверхности.
Следует понимать, что разные изменения и модификации могут быть внесены в детали изобретения, не выходя за объем изобретения, как указывается в сопровождающих патентных пунктах. Таким образом, несмотря на то, что описание дается на примере рафинирования алюминия, изобретение может быть использовано в практике обработки как алюминия, так и его разных сплавов. Изобретение может найти практическое применение в системах, имеющих рабочие камеры, имеющие один или несколько рафинирующих ячеек, каждая из которых предназначена для установки в ней быстровращающегося приспособления для дисперсионной подачи газа в расплав в процессе операции рафинирования алюминия. В обычном двухэтапном рафинирующем устройстве расплавленный алюминий обычно пропускается через впуск первой стадии и удаляется через выпуск из второй стадии. Отдельные ячейки разделяются перегородкой, предназначенной обеспечивать расплавленному алюминию перетекание с первой стадии на вторую стадию. Другие подобные системы могут иметь более, чем две таких стадии рафинирования. Вышеописанный выступ, согласно изобретению, желательно применять в каждой рафинирующей ячейке. Эти выступы могут быть выполнены из любого соответствующего огнеупорного материала, пригодного для установки в рабочей камере. Наиболее предпочтительным материалом конструкции для этой цели является силиконовый карбид, хотя и другие огнеупоры, например, графит, также могут применяться. Хотя выступ предпочтительно устанавливается таким образом, чтобы он был размещен под центром части ротора, приспособления для дисперсионной подачи газа в расплав в рабочей камере, выступ в ином случае можно устанавливать такие с тем, чтобы оно находилось под роторной частью, но не за пределами периферии ротора.
Следовательно, изобретение следует усматривать в создании максимально полезной скорости рафинирования в рабочей камере, по существу значительно большей, чем в известном устройстве для повышения эффективности рафинирования алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА ДЛЯ ХРАНЕНИЯ И РАФИНИРОВАНИЯ РАСПЛАВА АЛЮМИНИЯ | 1990 |
|
RU2074907C1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И/ИЛИ РАФИНИРОВАНИЯ РАСПЛАВЛЕННОГО АЛЮМИНИЯ | 1992 |
|
RU2092600C1 |
| Способ рафинирования расплавленного алюминия и его сплавов | 1973 |
|
SU982546A3 |
| СПОСОБ МЕМБРАННОГО РАЗДЕЛЕНИЯ ГАЗОВ И МЕМБРАННАЯ СИСТЕМА | 1991 |
|
RU2035981C1 |
| ГАЗОПРОНИЦАЕМАЯ МЕМБРАНА, СПОСОБ ВЫДЕЛЕНИЯ КОМПОНЕНТА ИЗ ГАЗОВОЙ ФАЗЫ | 1991 |
|
RU2026727C1 |
| Устройство для рафинирования расплавленного алюминия | 1981 |
|
SU1058510A3 |
| СПОСОБ КРИОГЕННОЙ ОБРАБОТКИ СЫРЬЯ, СОДЕРЖАЩЕГО АЗОТ И МЕТАН, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2034210C1 |
| Устройство для рафинирования расплавленного металла | 1981 |
|
SU1269740A3 |
| СТРУКТУРИРОВАННАЯ НАСАДКА, КОЛОННА И СПОСОБ ДИСТИЛЛЯЦИИ | 1992 |
|
RU2036717C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ АРГОНА, СВОБОДНОГО ОТ АЗОТА | 1992 |
|
RU2069825C1 |
Использование: изобретение относится к устройствам для рафинирования алюминия газом. Сущность: в устройстве для рафинирования алюминия на подине камеры, поперек камеры выполнен выступ для рафинирования, расположенный под ротором приспособления для дисперсионной подачи газа, в приспособлении для дисперсионной подачи газа в расплав на части длины ротора от вершины ротора выполнены пазы и в образовавшихся суженных частях ротора выполнены отверстия для прохождения через них расплавленного алюминия. 2 с.и 23 з.п. ф-лы, 12 ил.
14. Устройство по п.11, отличающееся тем, что площадь отверстий в суженных частях составляет 25 75% от площади центрального отверстия.
20. Приспособление по п.16, отличающееся тем, что площадь отверстий в суженной части составляет 25 75% площади центрального отверстия.
| Патент США N 4784374, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
