Изобретение относится к инспекционной машине для бутылок, содержащей несколько расположенных друг за другом инспекционных участков для различных инспекционных задач, например для контроля высоты бутылок и наличия посторонних бутылок, контроля стенок, горлышек, донышек и наличия остаточной жидкости и контроля затворов, в частности хомутиковых затворов, по которым бутылки транспортируют посредством одного или нескольких установленных друг за другом, вращающихся бутылкодержателей с приемными гнездами для бутылок по периферии и одновременно инспектируют, расположенную в конце инспекционных участков позицию сортировки, которая в зависимости от результатов инспекции передает бутылки на различные транспортные участки, присоединяемый к инспекционным участкам магазин, из которого контрольные бутылки вводят на инспекционные участки и, в частности, снова возвращают из инспекционных участков в магазин, причем начало и конец инспекционных участков могут замыкаться посредством вспомогательного транспортного участка с образованием замкнутого цикла для контрольных бутылок.
У используемых на практике современных инспекционных машин устройства для различного контроля установлены на одном или нескольких расположенных друг за другом инспекционных участках, образованных вращающимися бутылкодержателями с расположенными по периферии приемными гнездами. Для периодической проверки работоспособности этих устройству через инспекционную машину пропускают различные контрольные бутылки и проверяют результат их инспекции. Для этого системного испытания принято пропускать через машину большое число контрольных бутылок. Поскольку бутылки вводят вручную и сортированные в конце инспекционных участков контрольные бутылки приходится снова извлекать также вручную, трудоемкость для оператора значительна.
Наиболее близким к изобретению является инспекционная машина для бутылок, содержащая несколько расположенных один за другим инспекционных участков для различных инспекционных задач, например контроля высоты бутылок и наличия посторонних бутылок, контроле стенок, горлышек, донышек и наличия остаточной жидкости и контроля затворов, в частности, хомутиковых затворов для транспортировки бутылок к инспекционным участкам нескольких установленных один за другим вращающихся бутылкодержателей, имеющих на периферии приемные гнезда для бутылок, расположенную в конце инспекционных участков позицию сортировки для передачи бутылок в зависимости от результатов инспекции на различные транспортные участки, и примыкающий к инспекционным участкам магазин, из которого контрольные бутылки вводят в инспекционные участки и, в частности, снова возвращают из инспекционных участков в магазин с возможностью замыкания начала и конца инспекционных участков посредством вспомогательного средства транспортирования с образованием замкнутого цикла для контрольных бутылок.
Технический результат изобретения создание инспекционной машины для бутылок, с помощью которой можно с высокой точностью провести в эксплуатационных условиях автоматическое системное испытание с контрольными бутылками.
Технический результат достигается за счет того, что в инспекционной машине для бутылок, содержащей несколько расположенных один за другим инспекционных участков для различных инспекционных задач, например контроля высоты бутылок и наличия посторонних бутылок, контроля стенок, горлышек, донышек и наличия остаточной жидкости и контроля затворов, в частности хомутиковых затворов, для транспортировки бутылок к инспекционным участкам одного или нескольких установленных один за другим вращающихся бутылкодержателей, имеющих по периферии приемные гнезда для бутылок, расположенную в конце инспекционных участков позицию сортировки для передачи бутылок в зависимости от результатов инспекции на различные транспортные участки, примыкающий к инспекционным участкам магазин, из которого контрольные бутылки вводят в инспекционные участки и, в частности, снова возвращают из инспекционных участков в магазин с возможностью замыкания начала и конца инспекционных участков посредством вспомогательного средства транспортирования с образованием замкнутого цикла для контрольных бутылок, вспомогательное средство транспортирования представляет собой вращающийся бутылкодержатель с расположенными по периферии приемными гнездами для контрольных бутылок, выполненный таки образом, что его приемные гнезда в замкнутом состоянии и гнезда другого или других бутылкодержателей инспекционных участков образуют непрерывную цепочку приемных гнезд для контрольных бутылок.
Таким образом, создана предпосылка оптимального ведения контрольных бутылок в цикле по всему их пути при этом можно, следовательно, проводить системное испытание при максимальной эксплуатационной мощности машины. Поскольку бутылки транспортируются непрерывной цепочкой, можно также точно следить за их путем через машину.
Кроме того, преимущество состоит в том, что за счет связи конца и начала инспекционных участков посредством выполненного в виде вращающегося бутылкодержателя вспомогательного транспортного участка можно обойтись сравнительно небольшим числом контрольных бутылок.
Обработку результатов инспекции, выдаваемых отдельными инспекционными органами машины, производят при помощи компьютера, который для каждого прохождения удерживает в памяти на отдельных инспекционных органах результат инспекции отдельных контрольных бутылок, так что после одного или нескольких прохождений может быть сделан вывод о том, что обнаружили ли отдельные инспекционные органы все дефекты или какие дефекты они не обнаружили.
Согласно одному из вариантов выполнения позиция сортировки расположена вне замкнутого цикла, образованного инспекционными участками и вспомогательным средством транспортирования.
При таком выполнении бутылки могут направляться в замкнутом цикле так, что обеспечивается сохранение однажды установленной последовательности бездефектных и дефектных бутылок для всех прохождений. За счет этого можно сравнить между собой результаты испытаний отдельных прохождений. Это, в частности, важно для безупречного контроля различных приемных гнезд с соответствующими им обрабатывающими элементами для бутылок, поскольку тогда при многократных прохождениях может быть проконтролировано каждое приемное гнездо для различных контрольных бутылок.
Особенно предпочтительно, если согласно одному варианту осуществления изобретения количество приемных гнезд замкнутого цикла кратно количеству приемных гнезд бутылкодержателя, вспомогательного средства транспортирования. Если в этом варианте бутылкодержатель, выполненный в качестве вспомогательного средства транспортирования, берет на себя функцию магазина, то даже не требуются дополнительные пустые гнезда в магазине для приема возвращенных в него контрольных бутылок.
С тем чтобы максимально упростить включение вспомогательного средства транспортирования, выполненного в виде вращающегося бутылкодержателя с неподвижной осью вращения, согласно одному из вариантов выполнения бутылкодержатель имеет по периферии в зоне приемных гнезд по меньшей мере один вырез для обеспечения при выключенном из цикла неподвижном бутылкодержателе устойчивой транспортировки бутылок от входа машины до инспекционных участков и от них к выходу из машины.
Согласно другому варианту функции вспомогательного средства транспортирования и магазина разделены. В этом варианте машина имеет магазин, присоединенный к вращающемуся бутылкодержателю вспомогательного средства транспортирования, при этом шаг приемных гнезд магазина соответствует шагу приемных гнезд инспекционных участков, причем приемные гнезда магазина приводятся в действие синхронно в одном направлении с приемными гнездами соединенного с ним вращающегося бутылкодержателя.
Таким образом, бутылкодержатель всегда может вращаться вместе с другими бутылкодержателями. Образует ли он замыкание, зависит единственно от того, как включены предусмотренные в местах передачи удерживающие и передающие средства. В этом варианте осуществления изобретения магазин преобразует приемные гнезда магазина, расположенные с образованием замкнутой траектории.
В инспекционных машинах принято, чтобы на каждом из приемных гнезд используемых вращающихся бутылкодержателей было предусмотрено одно особое удерживающее и передающее средство для бутылок. Для обеспечения правильной передачи между бутылкодержателями инспекционных участков и вспомогательными средствами транспортирования и обратно участвующие в этой передаче удерживающие и передающие средства должны иметь возможность деблокирования по отдельности. Это сложно, а необходимые для этого процессы управления влияют на возможную производительность машины.
Описанные выше проблемы могут быть решены простым образом в машине согласно изобретению за счет того, что на инспекционных участках на переходах к вспомогательным средствам транспортирования расположены переключаемые по меньшей мере в четыре положения стрелки, причем в первом положении включения стрелок контрольные бутылки передаются из вспомогательного средства транспортирования на инспекционные участки, во втором положении включения стрелок инспекционные участки замкнуты, причем бутылки из инспекционных участков направляются по вспомогательному средству транспортирования к тем же инспекционным участкам, в третьем положении включения контрольные бутылки передаются из инспекционных участков во вспомогательное средство транспортирования и остаются в нем, а в четвертом положении включения стрелок контрольные бутылки передаются из инспекционных участков мимо вспомогательного средства транспортирования.
Если в образованном бутылкодержателе магазина должно быть размещено выполнения стрелки имеют возможность поворота в пятое положение, в котором контрольные бутылки удерживаются в цикле на вспомогательном средстве транспортирования. Таким образом, бутылки могут удерживаться в бутылкодержателе в цикле, пока все контрольные бутылки не достигнут своего заданного исходного положения во время нормального инспекционного режима.
В этом варианте осуществления изобретения нет необходимости в том, чтобы удерживающие устройства участвующих бутылкодержателей отпускали или принимали по отдельности бутылки для их передачи от инспекционных участков на вспомогательное средство транспортирования. Вместо этого их принудительным образом направляют в зависимости от положения стрелок. Поскольку больше не требуется управлять для передачи по отдельности удерживающими устройствами, в бутылкодержателях могут использоваться держатели простой формы. К тому же, стрелки должны включаться только в начале и в конце смены с нормального инспекционного режима на замкнутое состояние контроля, так что это на оказывает влияния на производительность машины во время самого контроля.
Таким образом, можно до минимума сократить затраты на технику управления, необходимые для переключения инспекционного устройства, и технологические затраты, необходимые при его изготовлении, что приводит к сокращению издержек производства и обслуживания.
Отвечающее практике выполнение стрелок согласно следующему варианту выполнения заключается в том, что каждая из стрелок состоит из двух расположенных одна за другой в направлении транспортировки бутылок, переключаемых независимо друг от друга частей, каждая из которых выполнена с возможностью поворота вокруг соответствующего неподвижного центра вращения.
При этом расположенные со стороны вспомогательного средства транспортирования направляющие поверхности стрелок имеют кривизну, равную кривизне вспомогательного средства транспортирования, а расположенные со стороны инспекционных участков направляющие поверхности имеют кривизну, равную кривизне инспекционных участков. При этом целесообразно также, чтобы перед и/или за зонами переходов от инспекционных участков к вспомогательному средству транспортирования расположены неподвижные направляющие, способствующие подаче и отводу бутылок в зоне передачи. Они также должны иметь кривизну, равную кривизне соответствующего им транспортного участка.
От удерживающих устройств в бутылкодержателях можно вообще отказаться, если свободные стороны вспомогательного средства транспортирования ограничены направляющими шинами, и речь не идет о том, чтобы удерживать контрольные бутылки в определенном положении поворота.
С тем чтобы во время работы инспекционной машины провести полностью автоматическое системное испытание, согласно одному из вариантов выполнения, машина имеет управляющую автоматику с барьером для бутылок на входе в машину, связанным с регулятором производительности машины, который после установки барьера уменьшает производительность машины, и контролером прохождения бутылок на выходе, подающим при отсутствии потока бутылок сигнал, посредством которого управляющая автоматика обеспечивает подачу контрольных бутылок из магазина и замыкание цикла, а после по меньшей мере одного прохождения контрольных бутылок их ввод из замкнутого цикла в магазин, после чего управляющая автоматика открывает барьер для бутылок и подает регулятору производительности сигнал для ее повышения. При этом управляющая автоматика выключает магазин из замкнутого цикла только после его повторного заполнения.
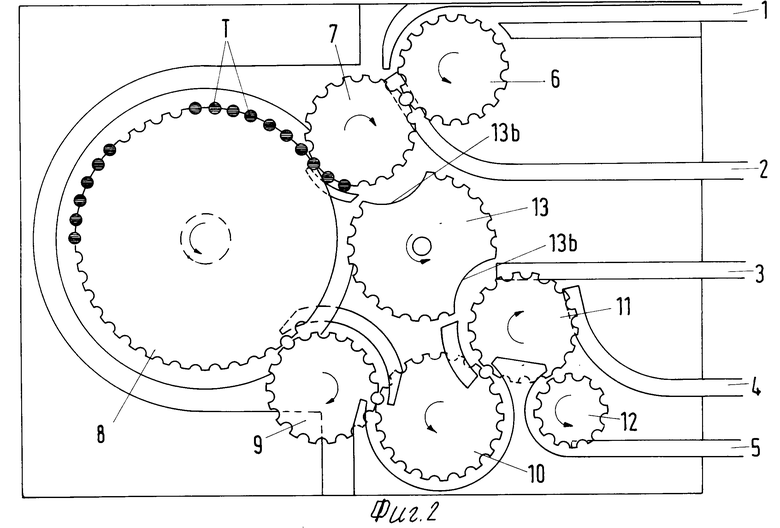
На фиг. 1 показана инспекционная машина для бутылок при невключенном вспомогательном средстве транспортирования; на фиг. 2 машина по фиг. 1 при включенном вспомогательном средстве транспортирования; на фиг. 3 машина при невключенном вспомогательном средстве транспортирования в другом исполнении; на фиг. 4 машина на фиг. 3 при включенном вспомогательном средстве транспортирования; на фиг. 5 выполнение машины, при котором на переходах между инспекционными участками и вспомогательным средством транспортирования расположены переключаемые стрелки; на фиг. 5 -10 в увеличенном виде узел 1 на фиг. 5 в различных положениях включения стрелок; на фиг. 11 машина при включенном вспомогательном средстве транспортирования в другом варианте.
В то же время оба примера исполнения машины по фиг. 1 5 лишь незначительно отличаются друг от друга по вспомогательному средству транспортирования и магазину для контрольных бутылок, пример исполнения машины по фиг. 6 значительно отличается от них. Однако всем примерам исполнения присущ тот принцип, что контрольные бутылки имеют возможность ввода из магазина в замкнутый цикл и возврата обратно в магазин из этого замкнутого цикла.
У всех примеров исполнения инспектируемые бутылки попадают через образованный ленточным транспортером 1 вход в машину и покидают ее в зависимости от результата инспекции по ленточным транспортным участкам 2 5. Между ленточными транспортными 2 5 участками со стороны выхода последовательно включено несколько инспекционных участков, выполненных в виде бутылкодержателей 6 12, транспортирующих инспектируемые бутылки. Эти бутылкодержатели 6 12 выполнены известным образом в виде вращающихся звездочек или вращающихся столов с расположенными по периферии приемными гнездами и кинематически связаны между собой так, что по образованному ими тракту может транспортироваться замкнутый ряд бутылок.
Отдельные вращающиеся звездочки или вращающиеся столы предназначены для выполнения различных инспекционных задач и при необходимости для ориентирования бутылок, например с хомутиковым затвором. Такие устройства сами по себе также известны. Так, бутылкодержатель 6 со стороны входа оборудован устройством для контроля погрешностей высоты и наличия посторонних бутылок. Бутылкодержатель 7 выполнен в виде присасывающей звездочки. Соответствующими отдельным приемным гнездам управляемым присосками управляют в зависимости от результата инспекции у бутылкодержателя 6 устройства для контроля погрешностей высоты и наличия посторонних бутылок таким образом, что бутылкодержатель 7 принимает только бутылки без этих дефектов, тогда как посторонние бутылки и бутылки с погрешностями высоты передаются на транспортер 2.
Бутылкодержатель 8 предназначен для инспекции бутылок с хомутиковым затвором. При инспекции таких бутылок необходимо по сравнению с другими бутылками произвести инспекцию также хомутикового затвора, который приводят в положение, не мешающее инспекции стенки бутылки. Для ориентирования и обработки бутылки, а также для инспекции необходим поэтому сравнительно длинный участок. При этом для ориентирования бутылки и ее затвора, а также для инспекции затвора, боковой стенки и зоны горлышка для укупорки на бутылкодержателе 8 использованы обычные инспекционные устройства.
Уже инспектированные бутылки попадают с сохранением своего повернутого положения через бутылкодержатель 9 на бутылкодержатель 10, на котором предусмотрены устройства для контроля отверстия, донышка и наличия остаточной жидкости. После прохождения через бутылкодержатель 10 все инспекционные задачи выполнены.
Результаты инспекции накапливают относительно отдельной бутылки, чтобы затем направить ее к соответствующему транспортному участку 3 5. К бутылкодержателя 10 примыкает выполненный в виде присасывающей звездочки бутылкодержатель 11, образующий позицию сортировки. Соответствующими отдельным приемным гнездам присосками управляют в зависимости от результата инспекции таким образом, что бутылки с дефектами стекла передаются на транспортер 3, бутылки с дефектами затвора и остатками жидкости на транспортер 4, и признанные безупречными бутылки по выполненному в виде промежуточной звездочки бутылкодержателю 12 на транспортер 5.
Между бутылкодержателями 7 и 11 находится выполненный в виде бутылкодержателя с расположенными по периферии приемными гнездами магазин 13 и 14, посредством приемных гнезд которого инспекционные участки бутылкодержателей 7 10 замыкаются с образованием замкнутого цикла и исключением из него позиции сортировки бутылкодержателя 11. При этом отрезок пути транспортировки образующего магазин 13 и 14 бутылкодержателя образует вспомогательное средство транспортирования. В примерах исполнения на фиг. 1 и 2 магазин 13 содержит две группы приемных гнезд, а магазин 14 в примерах исполнения на фиг. 3 и 4 одну группу. Окружности расположения приемных гнезд бутылкодержателей 7 14 соприкасаются, так что в соприкасающихся местах бутылки из образующего магазин бутылкодержателя 13 и 14 передаются на бутылкодержатель 7 или бутылкодержателя 11 в магазин. Для того, чтобы при неподвижном бутылкодержателе 13 и 14 несмотря на соприкасающиеся окружности расположения, была возможна беспрепятственная транспортировка бутылок бутылкодержателями 7 и 11 мимо бутылкодержателя 13 и 14, последний имеет на периферии в зоне приемных гнезд вырезы 13, а, 13,в и 14а, которые при неподвижном бутылкодержателе 13 и 14 лежат в зоне соприкасающихся окружностей расположения.
Описанные выше инспекционные машины работают следующим образом.
Для полностью автоматического функционирования системы машина оборудована управляющей автоматикой. После включения управляющей автоматики подача инспектируемых бутылок по транспортеру 1 прекращается посредством проходного барьера. Как только последняя, находящаяся еще в машине бутылка покинет ее через транспортеры 2 5, управление производительностью машины снижает ее. При низкой производительности машины включается магазин 13 для контрольных бутылок Т. Находящиеся в магазине контрольные бутылки Т захватываются бутылкодержателем 7 и передаются на инспекционные участки (фиг. 3 и 4). Управление бутылкодержателем 11, используемым в инспекционных машинах на фиг. 1 3, выполненном в виде управляемой присасывающей звездочки и служащим в качестве позиции сортировки, происходит таким образом, что поступающие контрольные бутылки Т снова возвращаются в магазин 13 и 14. Из магазина 13 и 14 они могут снова передаваться на инспекционные участки. Таким образом, образуется замкнутый цикл, по которому бутылки могут проходить несколько раз. Во время испытания регулятор производительностью машины увеличивает ее, так что испытания могут быть проведены в кратчайшее время и в условиях эксплуатации с высокой производительностью. По окончании испытания производительность машины снова уменьшается, и магазин 13, 14 снова заполняется контрольными бутылками. Барьер на входе машины открывается, производительность машины снова увеличивается.
При включении фактических и отсутствующих приемных гнезд образующего магазин бутылкодержателя 13 и 14 между переходами бутылкодержателей 7, 13 и 11 дает число приемных гнезд для цикла, которое составляет кратное числу фактических и отсутствующих в зоне вырезов 13а, в, 14а приемных гнезд бутылкодержателя 13. В примере исполнения (фиг. 6 цикл включает 72 гнезда. При этом число и расположение фактических и отсутствующих приемных и гнезд бутылкодержателей 13, 14 и 21 выбрано так, что контрольные бутылки, имеющиеся в образующем магазин бутылкодержателе 13, 14, после каждого прохождения снова попадают в эти же приемные гнезда магазина и заполняют его. Поскольку замкнутый цикл не включает позицию сортировки бутылкодержателя 11, последовательность бездефектных и дефектных бутылок в ряду контрольных бутылок Т сохраняется при всех их прохождениях. Таким образом, могут быть сравнимы результаты испытаний при отдельных прохождениях и достигается точность воспроизведения. Поскольку при многократном прохождении за счет соотношения введенных контрольных бутылок и приемных гнезд цикла можно достичь того, чтобы отдельные контрольные бутылки всегда попадали в другие приемные гнезда, функционирование каждого отдельного приемного гнезда можно проверить с разными контрольными бутылками.
В противоположность машинами на фиг.1 4 в машине (фиг. 5 10) ее эксплуатационное состояние определяется стрелками 15 и 16, которые расположены в зоне соответствующего перехода в конце 17 и начале 18 вспомогательного средства транспортирования N, образованного частью транспортного пути магазина 13. Стрелками 15 и 16 состоят каждая из двух поворачивающихся независимо друг от друга по меньшей мере в два положения частей 15, а, b, 16, а, b, расположенных попарно противоположно в направлении транспортировки. Соответствующая данному инспекционному участку боковая стенка 15, a, 16, c частей 15, a, b, 16, a, b, имеет такую же кривизну, что и инспекционный участок в этом месте. Точно также противоположная стенка 15, c, 16, c, стенка 15, d, 16, d имеет кривизну, соответствующую кривизну вспомогательного средства транспортирования N в месте передачи. За зоной перехода 17 в конце вспомогательного средства транспортирования N расположена неподвижная направляющая 19, способствующая бесперебойному вводу контрольных бутылок T в замкнутый цикл. Магазин 13 содержит направляющую шину 20, проходящую вокруг свободных зон его периферии.
На фиг. 5 10 изображены различные рабочие положения стрелок 15 и 16. В начале режима контроля (фиг. 6 и 7) первая в направлении транспортировки бутылок часть 15, a стрелки 15 поворачивается в направлении бутылкодержателя 7, тогда как другая часть 15, b в направлении магазина 13. За счет этого открывается зона перехода 17 в конце вспомогательного средства транспортирования и контрольные бутылки T при вращающемся магазине 13 попадают в приемные гнезда бутылкодержателя 7 вдоль боковых стенок 15, d, с частей 15, a, b. Одновременно с этим вторая стрелка 16 находится в таком закрытом положении, что остальные контрольные бутылки Т транспортируются мимо нее к зоне перехода 17. Эти положения стрелок 15 и 16 сохраняются, пока все контрольные бутылки T не покинут магазин 13.
Затем (фиг. 5, c) открывается также стрелка 16, причем ее первая в направлении магазина 13 часть 16, a и другая часть 16, b остаются в прежнем положении, так что контрольные бутылки T снова вводятся во вспомогательное средство транспортирования N. С этого момента инспекционные участки замкнуты вспомогательными средствами транспортирования. Это положение стрелок 15 и 16 сохраняется, пока не закончится контроль.
Для повторного заполнения магазина контрольными бутылками T (фиг. 9) стрелка 15 закрывается, причем в направлении бутылкодержателя 7 поворачивается также часть 15b. Таким образом, контрольные бутылки T удерживаются в магазине 13. После попадания всех контрольных бутылок в магазин (фиг. 15. e) стрелка 16 снова приводится в первое закрытое положение. Это состояние сохраняется, пока магазин 13 находится в исходном положении, в котором вырезы 13, a, b обращены к соответствующим бутылкодержателям 7 и 11. Наконец, стрелки 15 и 16 поворачиваются из зоны инспекционных участков в свое второе закрытое положение, причем обе их части поворачиваются в направлении магазина 13, так что инспектируемые нормальные бутылки направляются мимо мест передачи 17 и 18.
В отличие от описанных примеров исполнения в примере исполнения на фиг. 11 вращающийся бутылкодержатель 21, образующий вспомогательные средства транспортирования N для замыкания, снабжен по всей своей периферии приемными гнездами 21, a. Этот бутылкодержатель 21 вращается непрерывно и синхронно с остальными бутылкодержателями, в частности, с соседними бутылкодержателями 7 и 11. Задача бутылкодержателя 21 состоит только в образовании вспомогательного средства транспортирования N для замкнутого цикла. Бутылкодержателю 21 соответствует магазин 22, который состоит из движущейся по направляющим роликам 22, a, 22, b ячейковой цепи 22, c с образованными ячейками приемными гнездами 22, d для контрольных бутылок T. Шаг приемных гнезд 22, d (расстояние между ними) соответствует шагу бутылкодержателя 21. Ячейковая цепь 22, c приводится в движение синхронно и в одном направлении с бутылкодержателем 21. Для передачи контрольных бутылок из приемных гнезд 22, d магазина 22 в приемные гнезда бутылкодержателя 21 магазин 22 смещается в направлении бутылкодержателя 21. Передача контрольных бутылок происходит обычным образом посредством расположенных на приемных гнездах бутылкодержателя 21 захватов или присосок. Эти захваты или присоски служат также для того, чтобы при прохождения контрольных бутылок брать их из бутылкодержателя 11 и чтобы они не попадали на выход 3.
Полностью автоматическое функционирование систем в примерах исполнения на фиг. 4 11, в принципе то же, что и у других машин. Отличия состоят лишь во вводе контрольных бутылок T в замкнутый цикл, а у машин (фиг. 11) в из возврате из цикла в магазин 22.
| название | год | авторы | номер документа |
|---|---|---|---|
| Этикетировочная машина | 1978 |
|
SU753356A3 |
| Этикетировочная машина | 1979 |
|
SU982534A3 |
| Устройство для нанесения этикетов на бутылки | 1979 |
|
SU882406A3 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ ДЕТАЛЕЙ, УСТАНОВЛЕННЫХ НА ВРАЩАЮЩИХСЯ МАШИНАХ ДЛЯ ОБРАБОТКИ ЕМКОСТЕЙ | 2004 |
|
RU2369556C2 |
| ИНСПЕКЦИЯ ПУСТЫХ БУТЫЛОК | 2012 |
|
RU2552122C1 |
| РАЗЛИВОЧНАЯ СИСТЕМА ДЛЯ ГОРЯЧЕГО РОЗЛИВА БЕЗ ДАВЛЕНИЯ | 2008 |
|
RU2407697C1 |
| РАЗЛИВОЧНАЯ МАШИНА ВРАЩАТЕЛЬНОГО ТИПА | 2005 |
|
RU2358892C2 |
| МАШИНА ДЛЯ АВТОМАТИЧЕСКОГО ПОЗИЦИОНИРОВАНИЯ И ПОДАЧИ ТАРЫ | 1990 |
|
RU2086483C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА БУТЫЛКИ И ТРАНСПОРТИРУЮЩИЙ ОРГАН ДЛЯ БУТЫЛОК | 2000 |
|
RU2259315C2 |
| РАЗЛИВОЧНЫЙ ЭЛЕМЕНТ, А ТАКЖЕ РАЗЛИВОЧНАЯ МАШИНА С РАЗЛИВОЧНЫМ ЭЛЕМЕНТОМ | 2007 |
|
RU2392220C1 |









Сущность изобретения: инспекционная машина для бутылок содержит несколько расположенных один за другим инспекционных участков 8 - 10 для различных инспекционных задач и позицию сортировки 11, которая в зависимости от результатов инспекции передает бутылки на различные транспортные участки 2 - 5. Для контроля функционирования машины можно посредством вспомогательного средства транспортирования, выполненного в виде вращающегося бутылкодержателя, образовать с инспекционными участками 8 - 10 замкнутый цикл, когда из магазина могут быть выданы контрольные бутылки Т. Образованные вращающимся бутылкодержателями инспекционные участки 8 - 10, как и образующий вспомогательное средство транспортирования бутылкодержатель, имеют расположенные по периферии приемные гнезда для бутылок и при контроле функционирования образуют своими приемными гнездами сплошную цепочку. Таким образом, можно с небольшим числом контрольных бутылок, в частности, при их многократном прохождении, без ручного вмешательства провести системное испытание контрольных устройств даже при высокой эксплуатационной нагрузке машины. 13 з.п. ф-лы, 11 ил.
| Заявка ФРГ N 3324449, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
